В устранение недостатков, присущих существующему способу электрической сварки на скошенную кромку, заключающихся в неравномерной усадке шва сварки и сильного окисления его, часто меняющего состав и физические свойства места сварки и др., предлагается вместо вырубки сплошной клиновидной щели просверливать ряд отверстий 1,1 по месту трещины или излома с промежутками равными или, в зависимости от рода материала, несколько меньшими диаметра сверла (см. чертеж). Отверстия 1 прикрываются магнезитовыми или изолированными от предмета коксовыми крышками 2,2 …, имеющими отверстия 4,4 … для пропуска металлического электрода 3, однородного по составу с свариваемым предметом. Место сварки обмазывается огнеупорной глиной, подогревается до красна и все отверстия завариваются последовательно через окна 4 … вольтовой дугой, замкнутой внутри отверстия между опущенным электродом с одной стороны и дном и стенками высверленного отверстия - ванны - с другой. Ванна заполняется сплавом 5 плавящегося электрода и стенок отверстия-ванны, а по заварке всех отверстий, промежутки между ними расплавляются во всю толщину, давая в сварном шве 50% материала самого предмета сварки. Повышенное давление внутри ванны (образованием паров металла) препятствует просачиванию внешнего воздуха в ванну. Углерод крышки обеспечивает постоянство восстановительной атмосферы, т.е. отсутствие окисления. Благодаря сконцентрированному и уединенному от внешнего воздуха жару вольтовой дуги, тепло последней утилизируется ванной полостью. Процесс сварки не требует искусства от сварщика, и одинаковая толщина сварного шва во всю его глубину обусловливает минимальную деформацию после сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНОГО ГАЗА | 2005 |
|
RU2374047C2 |
| Устройство для предотвращения магнитного дутья при дуговой сварке | 1986 |
|
SU1320049A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ РАСХОДУЕМЫМ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНОГО ГАЗА И СВАРНОЕ СОЕДИНЕНИЕ, ПОЛУЧЕННОЕ ДУГОВОЙ СВАРКОЙ | 2017 |
|
RU2701233C1 |
| ЗАЩИТНОЕ ТРУБЧАТОЕ УСТРОЙСТВО ДЛЯ ВЫСОКОВОЛЬТНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА И СПОСОБ ЭЛЕКТРИЧЕСКОЙ ПРОВЕРКИ ВЫСОКОВОЛЬТНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА | 1993 |
|
RU2102840C1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115521C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2118241C1 |
| Устройство для заварки глубоких отверстий | 1979 |
|
SU870031A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119416C1 |
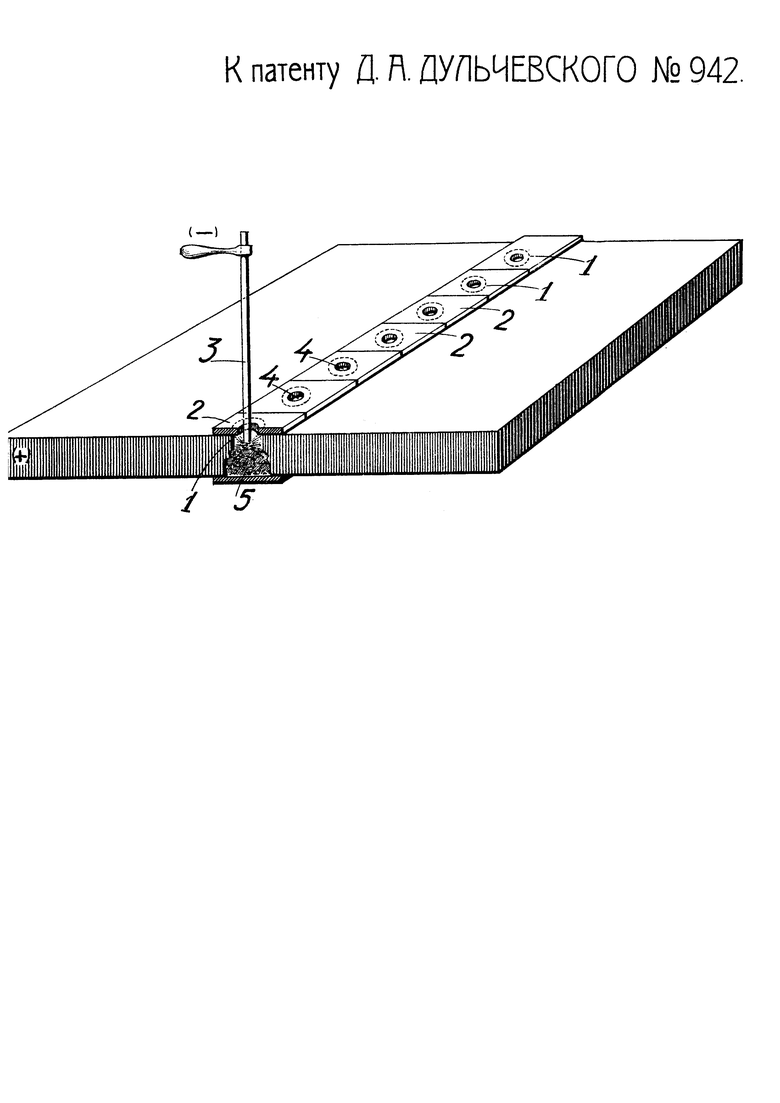
Способ электрической штифтовой сварки закрытой вольтовой дугой, отличающийся тем, что сварку производят последовательным заполнением расплавленным металлом предварительно насверленных по шву цилиндрических отверстий 1 (фиг. 1), закрытых от доступа воздуха крышками 2 (напр., магнезитовыми), при помощи электрической дуги, горящей между штифтом сварочного электрода 3, проходящим через отверстие в крышке 4, и дном, а также стенками закрытой ванны 5.
