Изобретение относится к обработке термопластичных материалов, может найти применение в химической и тарной промышленности при изготовлении, в частности, поддонов и других изделий с отбортовкой из отходов материалов, содержащих термопласты и является усовершенствованием устройства для изготовления изделий с двойной отбортовкой по авт. св. № 1098804.
Целью изобретения является повышение производительности устройства и качества изделий путем механизированной равномерной засыпки материала по всему объему подвижной рамки.
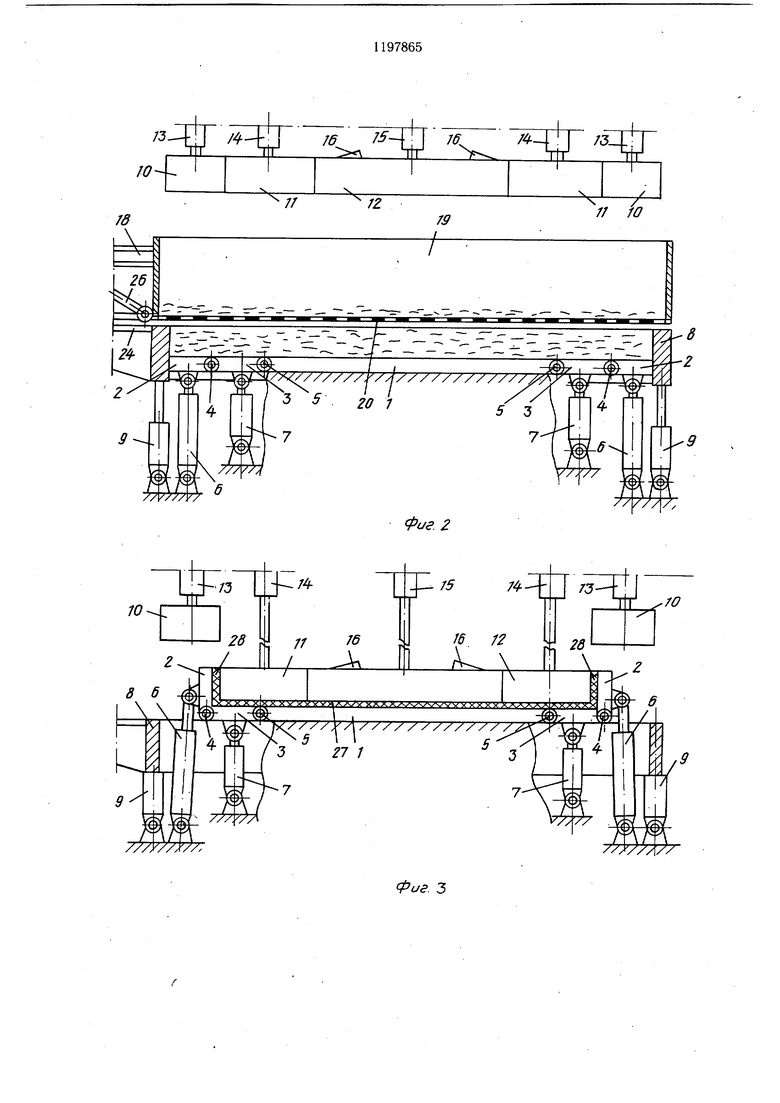
На фиг. 1 схематически показано устройство, вид сбоку; на фиг. 2 - момент засыпки материала в рамку; на фиг. 3 - момент гибки одинарной отбортовки-, на фиг. 4 - момент гибки двойной отбортовки.
Устройство содержит основание в виде стола 1 и установленные со всех его сторон по меньшей мере четыре пары гибочных двухплечих рычагов 2 первой гибки и рычагов 3 второй гибки, шарнирно связанные между собой и со столом 1 пальцами 4 и 5 и снабжены индивидуальными приводами в виде силовых гидроцилиндров 6 и 7, причем две дополнительные пары рычагов расположены перпендикулярно основным двум парам. Стол и пары рычагов охватывает подвижная рамка 8 с приводом в виде силового цилиндра 9. Над столом установлена оправка, выполняющая роль пуансона, которая состоит из подвижных одна относительно другой частей 10, 11 и 12, снабженных приводами силовых цилиндров 13, 14 и 15. Средняя часть оправки выполнена с выдвижными упорами 16.
Подвижная рамка 8 снабжена загрузочным механизмом, включающим установленный в каретке 17, смонтированной в горизонтальных направляюших 18, бункер 19 с перфорированным дном 20 и двумя приводами. Привод 21 предназначен для перемещения бункера посредством винта 22 и гайки 23 с платформы 24, закрепленной сбоку подвижной рамки 8 на уровне ее верхней кромки, на стол 1, а привод 25 - для возвратно-поступательного перемещения бункера 19 или его дна 20 над столом 1 от кривошипно-шатунного механизма 26.
Устройство работает следующим образом.
В исходном положении бункер 19 находится над платформой 24 для засыпки с дозатора (не показан) измельченных ламинированных бумаг, щтоки силовых цилиндров 6 и 7 находятся в крайних нижних положениях, рабочие поверхности гибочных рычагов 3 и 2 развернуты в одну горизонталь,, ную плоскость со столом 1, рамка 8 охватывает все пары рычагов и образует вместе со столом и гибочными рычагами полость для измельченного материала.
Силовыми цилиндрами 13, 14 и 1.5 части 10, II и 12 оправки подняты в верхнее
5 крайнее положение. Затем включают привод (электродвигатель) 21, и винтовой парой 23 и 24 перемещают каретку 17 с бункером 19 на стол 1. От микровключателя (не показан) срабатывает привод (электродвигатель) 25, и кривошипно-шатунный механизм 26 производит возвратно-поступательное перемещение перфорированного дна 20 или дна с бункером 19. В результате, в полость, ограничен ную. рамкой 8, засыпают измельченную ламинированную бумагу из бункера через
5 отверстия дна 20, поднимая при этом рамку 8 по мере засыпки ее полости, что обеспечивает равномерную засыпку материала по всему объему рамки. Из заданного положения рамки 8 отводят на платформу 24 бункер 19 с дном 20, отбирая лишний по высоте материал, оставшийся над дном 20, затем опускают части 10, 11 и 12, обеспечивая сварочное давление и температуру. Кусочки свариваются между собой, образуя плоскую заготовку 27. Силовыми цилиндрами 9 опускают подвижную раму 8 в нижнее положение (фиг. 3), а цилиндрами 13 части 10 поднимают. Гидроцилиндры 6 поворачивают рычаги 2 в вертикальное положение вокруг пальцев 4, и получают по периферии одинарную отбор0 товку 28. Затем, поднимая части 11 силовыми цилиндрами 14, выводят упоры 16 (фиг. 4), а силовыми цилиндрами 7 устанавливают рычаги 3 в вертикальное положение, при этом рычаги 2 занимают горизонтальное
5 положение, получая изделие с двойными отбортовками 29. Охлаждают и снимают изделие после того, как отводят упор 16 в часть 12 (привод упора не показан). Далее цикл повторяют.
/8
26
sit
1 :;1| ;9 чсх/////7г/х - f 7
-E€
/7
// 10
79
f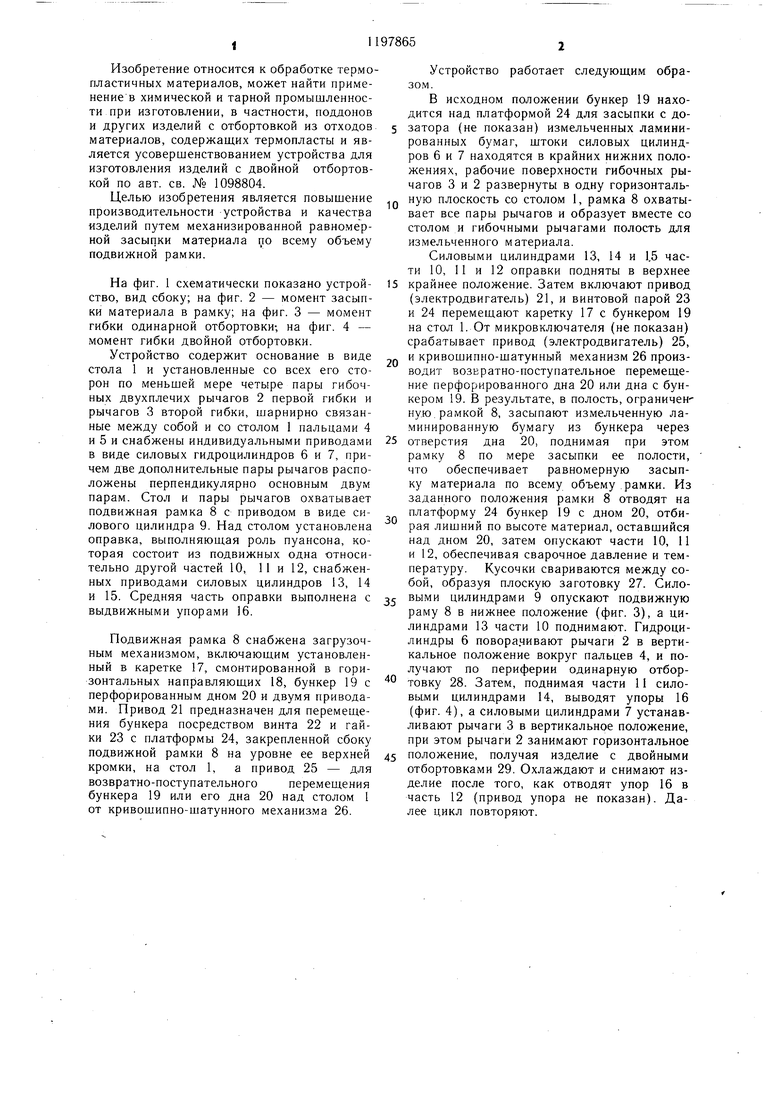
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий с двойной отбортовкой | 1983 |
|
SU1098804A1 |
| Устройство для изготовления замкнутых коробчатых изделий | 1986 |
|
SU1342560A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |
| Устройство для подгибки кромок изделий из листового материала | 1977 |
|
SU725742A1 |
| Установка для изготовления изделий из ленты | 1981 |
|
SU1178556A1 |
| Гибочно-отрезной автомат для изготовления проволочных изделий | 1984 |
|
SU1414493A1 |
| Устройство для гибки кранца чемодана | 1986 |
|
SU1423236A1 |
| Станок для изготовления замкнутых коробчатых изделий | 1990 |
|
SU1729656A2 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Устройство для гибки термопластичных труб | 1983 |
|
SU1123864A1 |

УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕ НИЯ ИЗДЕЛИЙ С ДВОЙНОЙ ОТБОРТОВ КОй по авт. св. № 1098804, отличающееся тем, что, с целью повышения производительности устройства и качества изделий за счет обеспечения механизированной и равномерной засыпки материала по всему объему подвижной рамки, оно снабжено закрепленной сбоку подвижной рамки на уровне ее верхней кромки платформой с расположенным на ней механизмом загрузки, выполненным в виде смонтированной в горизонтальных направляющих каретки с бункером, имеющим перфорированное дно и снабженным приводом его возвратно-поступательного перемещения над основанием. J 74 /6 /5 /6 J /J Й tiJ ИГ fa Тр Хл тгт А- тт И , //.,IXIX е. 1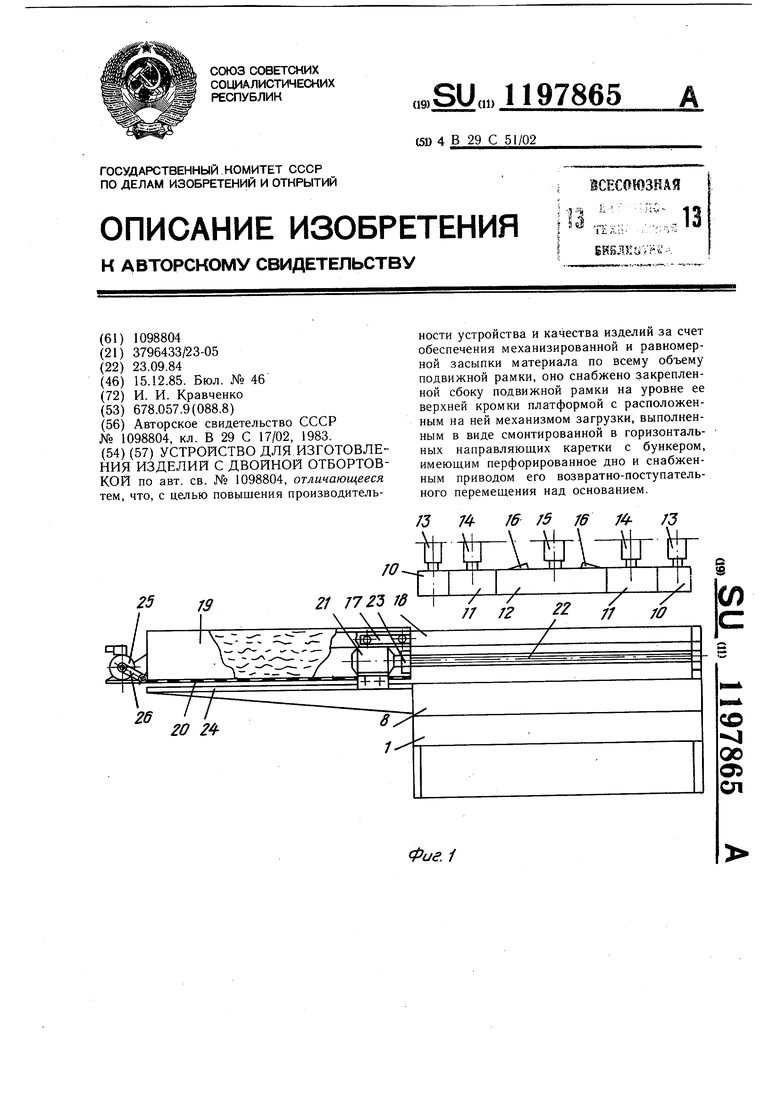
фиг. 3
| Устройство для изготовления изделий с двойной отбортовкой | 1983 |
|
SU1098804A1 |
| Солесос | 1922 |
|
SU29A1 |
