о со со ю to Изобретение относится к области черной металлургии, в частности к прокатному производству, и может быть использовано для измерения температуры по сечению рулона, смотанного из торячекатаной полосы. Цель изобретения - упрощение процесса и повышение его оперативности. Сущность способа заключается в следующем. После прокатки полосы на стане горячей прокатки ее сматывают на моталке. В момент смотки полосы в рулон между его витками закладывают трубки из высокотепло проводного материала. При этом после захвата полосы барабаном моталки (после намотки 3-4 витков полосы) ее останавливаю и закладывают трубку до середины ширины полосы. Затем продолжают процесс сматывания полосы в рулон. После намотки 50% длины полосы барабан снова оставляют и закладывают между витками очередн)Ш) трубку. Следующий останов моталки и установку трубки осзоцествляют после йамотки 95% длины полосы. По окончании процесса смотки полосы в рулон в вводят термопару с подключенным регистрирующим щзибором и определяют температуру по сечению рулона. Так как трубка изготовлена из высокотепловодного материала, то практически сразу температура ее становится Ta22кой же, как и температура в той части рулона, где была заложена трубка. Вводя термопару на определенную глубину в трубку, определяют температуру внутри рулона по ширине сматываемой полосы. Останов моталки и закладывание трубок осуществляется после намотки 5,50 и 95% , длины сматываемой полосы. Практически закладывание трубок между витками можно осуществлять при намотке любой длины полосы в любом месте по сечению рулона. Для определения температуры по сечению горизонтально расположенных рулонов закладывание трубок можно производить только до середины ширины сматываемой полосы, так как процесс распределения температуры для горизонтально расположенных рулонов при смотке их на моталке трзбки необходимо устанавливать по всей ширине полосы, так как для таких рулонов температура по щирине полосы в различных точках рулона будет неодинакова. Экспериментальные значения температур по сечению рулона, полученные при снятии показаний с термопары, вводимой в рулон через медные трубки, заложенные между витками рулона при его намотке (плавка № 0405 Л 9, сталь Зспю, полоса 10x1250 мм масса рулона 25 т), представлены в таблице.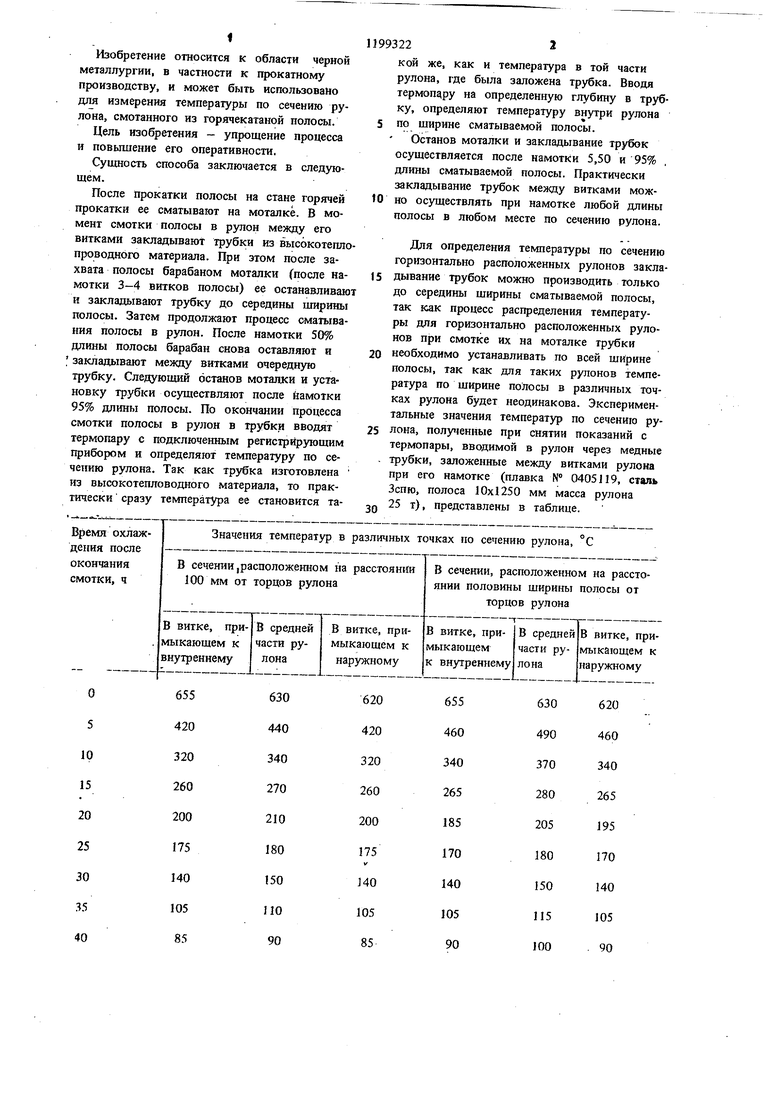
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования мотка | 1986 |
|
SU1391758A1 |
| Способ прокатки рулонного материала | 1987 |
|
SU1452630A1 |
| Способ горячей прокатки металлической полосы | 1991 |
|
SU1809786A3 |
| Устройство для горячей прокатки металлической полосы | 1991 |
|
SU1809785A3 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПОЛОСОВОГО ПРОКАТА | 2003 |
|
RU2236917C1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222400C1 |
| Способ регулирования процесса намотки | 1979 |
|
SU963595A1 |
| Способ охлаждения рулонов горячекатаных полос | 1990 |
|
SU1772182A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОВ | 2002 |
|
RU2223833C2 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2264876C1 |
СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ ПО СЕЧЕНИЮ РУЛОНА ИЗ ПОЛОСОВОГО МАТЕРИАЛА, включающий введение термопары между витками рулона и измерение температуры по окончании намотки, о тличаюшийся тем, что, с целью упрощения процесса и повышения его оперативности, при намотке рулона между его витками закладывают трубки из высо- котеплопроводного материала, а введение термопар осуществляют через трубки после окончания намотки. (Л
655
630 420 440 320 340 270 260 210 200 175 180 140 150 105 85 ПО 90
655 460 340 265 185 170 140 105 90
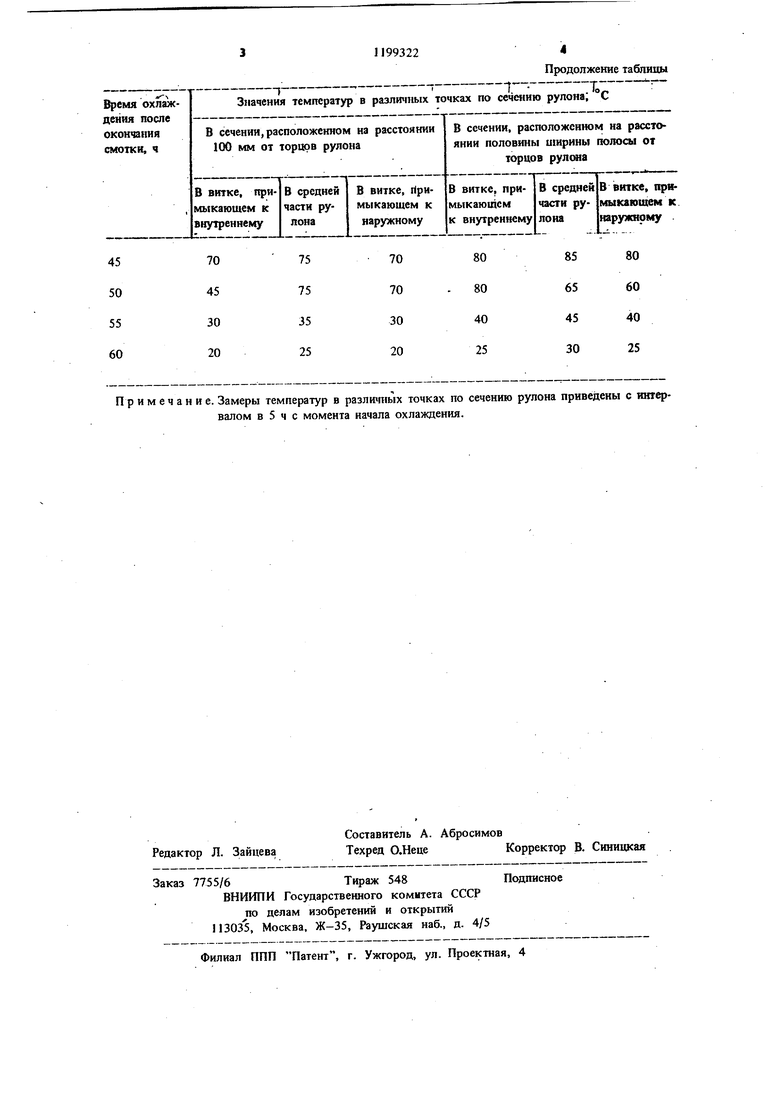
дения после окончания смотки, ч
Примечание. Замеры температур в различных точках по сечению рулона приведены с интервалом в 5 ч с момента начала охлаждения.
Продолжение таблицы
| Матросов Ю | |||
| И., Зудин Э | |||
| В., Рудченко А | |||
| В | |||
| и др | |||
| Определение скорости охлаждения стального рулона | |||
| - Специальные стали и сплавы, М.: Металлургия, 1972, с | |||
| Топливник с глухим подом | 1918 |
|
SU141A1 |
| Сашин В | |||
| В., Пименов А | |||
| Ф., Полухин В | |||
| П | |||
| и др | |||
| О влиянии охлаждения полосы, смотанной в рулон, на микроструктуру и уровень механических свойств по ее длине | |||
| - Изв | |||
| BjraoB | |||
| Черная металлургия, 1982, N« 7, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| Функе П | |||
| мл., Безенберг К | |||
| Охлаждение металла на отводящем рольганге | |||
| - Черные металлы, 1969, № 26, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
