со :о
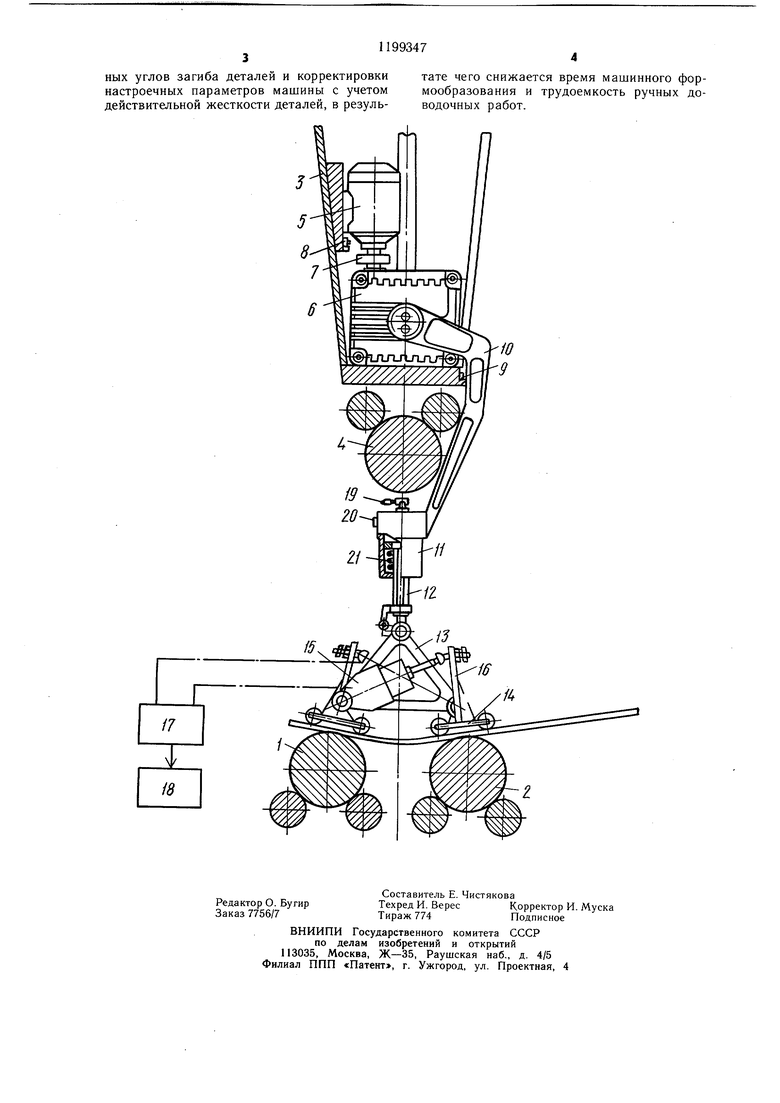
00 4i Изобретение относится к обработке металлов давлением, в частности к валковым машинам для изготовления листовых деталей методом гибки-прокатки. Цель изобретения - повышение точности и улучшение качества поверхности детали. На чертеже изображена трехвалковая листогибочная машина, разрез по месту установки привода с измерителем углов гибки. Машина содержит боковые валки 1 и 2, соединенные с траверсой 3, нажимной валок 4, электрический двигатель 5 и червячный редуктор 6, соединенные электромагнитной муфтой 7 и расположенные на траверсе, на которой также смонтированы концевые выключатели 8 и 9. На выходной вал редуктора 6 насажен С-образный рычаг 10, к нижнему концу которого жестко прикреплен пневмодвигатель 11. К штоку 12 пневмодвигателя 11 шарнирно присоединена качалка 13, на осях которой шарнирно навешены две тележки 14 и два электромеханических датчика 15 линейных перемешений, а измерительные наконечники левого и правого датчиков 15 связаны сферическим шарниром со стойками 16 соответственно правой и левой тележек 14. Датчик 15 подключены к решающему устройству 17, выход которого соединен с блоком автоматической корректировки рабочего хода траверсы 18. Пневмодвигатель И содержит штуцер 19 и предохранительный клапан 20, а его шток 12 подпружинен пружиной 21. Машина работает следующим образом. После пробного подгиба заготовки без прокатывания при значении рабочего хода траверсы, заданном для номинальных значений механических характеристик и толшины заготовки, траверсу с нажимным валком перемешают в крайнее верхнее положение, включают электрический двигатель, врашаюший момент от которого передается через электромагнитную муфту и червячный редуктор на С-образный рычаг. Рычаг- вместе с прикрепленным к нему пневмодвигателем и измерителем углов гибки поворачивается из крайнего верхнего положения в крайнее нижнее, в котором срабатывает концевой выключатель, отключающий электромагнитную муфту и электродвигатель. В Пневмодвигатель через штуцер подают сжатый воздух, давление которого регулируется предохранительным клапаном, подпружиненный шток с навешенным на него измерителем углов гибки выдвигается вниз, тележки входят в контакт с подогнутой заготовкой и разворачиваются параллельно ее сторонам, при этом суммарный угол разворота тележек относительно начального нулевого положения становится равным остаточному углу подгиба спружинившей заготовки. В этом положении производят замер. Электрические сигналы от датчиков линейных перемещений поступают в решающее устройство, которое выполнено по схеме, обеспечивающей вычисление остаточного угла подгиба в соответствии с формулой (arccos- - ::/ ---- + Ь -/«-алевЛ -barccos2f5 где Е алр.хев. -показания правого и левого датчиков;Б -расстояние между осями тележек; г -расстояние между осью тележки и центром шарнирного соединения стойки этой же тележки с измерительным наконечником датчика. Полученное значение остаточного угла пробного подгиба заготовки поступает в блок автоматической корректировки рабочего хода траверсы, в котором определяется расхождение между действительным и заданным значениями остаточного угла подгиба и в соответствии с величиной этого расхождения производится корректировка рабочего хода траверсы, необходимого для получения точной детали из данной заготовки. Затем прекращают подачу воздуха в Пневмодвигатель, шток с измерителем углов гибки под действием пружины возвращается в исходное положение, реверсивно включают электродвигатель, С-образный рычаг поворачивается в крайнее верхнее положение, в котором срабатывает концевой выключатель, отключающий электромагнитную муфту и электродвигатель. Далее осуществляют гибку-прокатку заготовки при рабочем ходе траверсы, скорректированном на действительную жесткость материала заготовки. Рещающее устройство может быть построено из стандартных элементов вычислительной техники, а блок автоматической корректировки рабочего хода траверсы - на базе интерполятора, управляющего исполнительными органами листогибочной мащины по составленной для номинальных параметров заготовки программе, в. которую с помощью рещающего блока вносится коррекция на действительную жесткость заготовки. Использование предлагаемой листогибочной валковой мащины позволяет автоматизировать процессы измерения остаточ
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковая листогибочная машина | 1990 |
|
SU1750781A1 |
| Трехвалковая листогибочная машина | 1984 |
|
SU1260060A1 |
| Трехвалковая листогибочная машина | 1982 |
|
SU1045980A1 |
| Устройство для отделения полосы от стопы и подачи ее к обрабатывающей машине | 1984 |
|
SU1224066A1 |
| Листогибочная валковая машина | 1977 |
|
SU745572A1 |
| Стан поперечно-винтовой прокатки | 1988 |
|
SU1555029A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для ориентации заготовки к листогибочной машине | 1991 |
|
SU1780904A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| МАШИНА ЛИСТОГИБОЧНАЯ ТРЕХВАЛКОВАЯ | 2009 |
|
RU2406583C2 |
ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА преимущественно с верхней приводной траверсой, содержащая установленные на станине боковые валки, нажимной валок, связанный с траверсой, и измеритель углов гибки, отличающаяся тем, что, с целью повышения точности и улучшения качества поверхности детали, она снабжена приводом перемещения измерителя углов гибки в рабочую межвалковую зону, выполненным в виде электродвигателя, связанного с ним посредством электромагнитной муфты червячного редуктора, размещенного на его валу С-образного рычага и жестко связанного с рычагом пневмодвигателя, а измеритель углов гибки выполнен в виде шарнирно связанной с штоком пневмодвигателя качалки, на осях которой установлены с возможностью поворота две тележки со стойками и два электромеханических датчика линейных перемещений для управления приводом траверсы, при этом измерительный наконечник каждого датчика, смонтированного на одс ® ной из осей качалки, щарнирно связан со стойкой тележки, установленной на другой (Л оси качалки.
| Листогибочная валковая машина | 1976 |
|
SU715173A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
