(54) ФЛАНЦЕГИБрЧНАЯ МАШИНА
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для изготовления змеевиков | 1981 |
|
SU997905A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Фланцегибочная машина | 1983 |
|
SU1199348A1 |
| Фланцегибочная машина | 1974 |
|
SU501803A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Фланцегибочная машина | 1978 |
|
SU768522A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
| ФЛАНЦЕГИБОЧНАЯ МАШИНА | 1971 |
|
SU304034A1 |
Изобретение относится к области обработки металлов давлением и мджет быть использовано р рергрмашинЬстроении для изготовления загбтрёб стбйкбстенйых соединительных фланцев трубопроводов и горелочных устройств.
Известноустройство для изготовления фланцев,срдёржаЩЬе стол для установки заготовок, гибочный шаблон, подвижный в осевом направлёйш, дЁеМ6очнь1ё головки, имеющие незавйЬимЬе перёмёщёйие относительно оправки 1.
Недостатками известного устройства является невозможность догибки прямых концов фланца из-за вероятности встречного столкновения гибочных головок, а также невозь Ьжнрстй гибки тонкостенных фланцев из широких полосовых заготовок ввиду отсутствия закрытого )р|учья на гибочном шаблоне.
Известна также фланцегибочная машина, содержащая смонтированный на станине поворотный вал, несущий разъемный габочньга шаблон, по периметру которого на станине смонтирован ряд роликов. Вал имеет B03Mo:«Hpcfb вертикального переме1цёни5 для вйвода шаблона из зоньт деформирукзщих ролик.ов 2.
Недостатками этой конструкции фланцегибочной машины является ручная разборка разъемного UJa6jipHa при извлечении из него rpfpBpYo фланца, а так){р невозмржность доги05 и прямых концов фланца из-за жестрсогб мpнтa} ja деформирую5 ЩИХ рОЛЙКрВ: I - -:.
Наиболее близкой к описырЭРМОЙ является гиёочная машина, содержащая станину с располрженными на ней разъемным гиб6чнь1м шаблоном, выполненным в виде
1Л-. .-i.t.-. ;г;Л-. :,i - v . п::и-..- . - -
двух полушаблонов, один из котррых установлен на нриврднрм валу, а другрй - ва
йовррйтной оЬойме, с прдвижной гильзой, и дёформируютцим п-рижимным ррлГикВ м 3.
15
Недостатками извёст о} ги рчнрй машины является необходимость прлногр демс1нтажадеформирующего ролика при изменении т6лЩ|Инь1сгибаемой заготовки, а также большая трудоёмкость съема Г5тоОП ..,ir,. f: .f i- . врго изде ти /-Целью изобретения является облегчение съема гртрвргр изделия и расширение технологических в6зм6 нрстеи машины.
Для дост,11жения прставленнрй цели де25формирующий ролик размещен в установленнрй нз станине с врзможнрстью леремещения кррпуса и вьтполнен в виде двух полуроликрв, смонтированных на поворотной оси, снабженной в средней части резьбой, при этом верхний полуролик установлен с возможностью вертикального переменяя относительно нижнего полуролика и согдинен с резьбовой частью оси, один конец которой смонтирован в нил-снем полуролике, а другой - во втулке, закрепленной на верхнем полуролике и установленной в корпусе с возможностью вращения от привода, причем полуролики и втулка спязаны между собой при помощи направляющих штифтов.
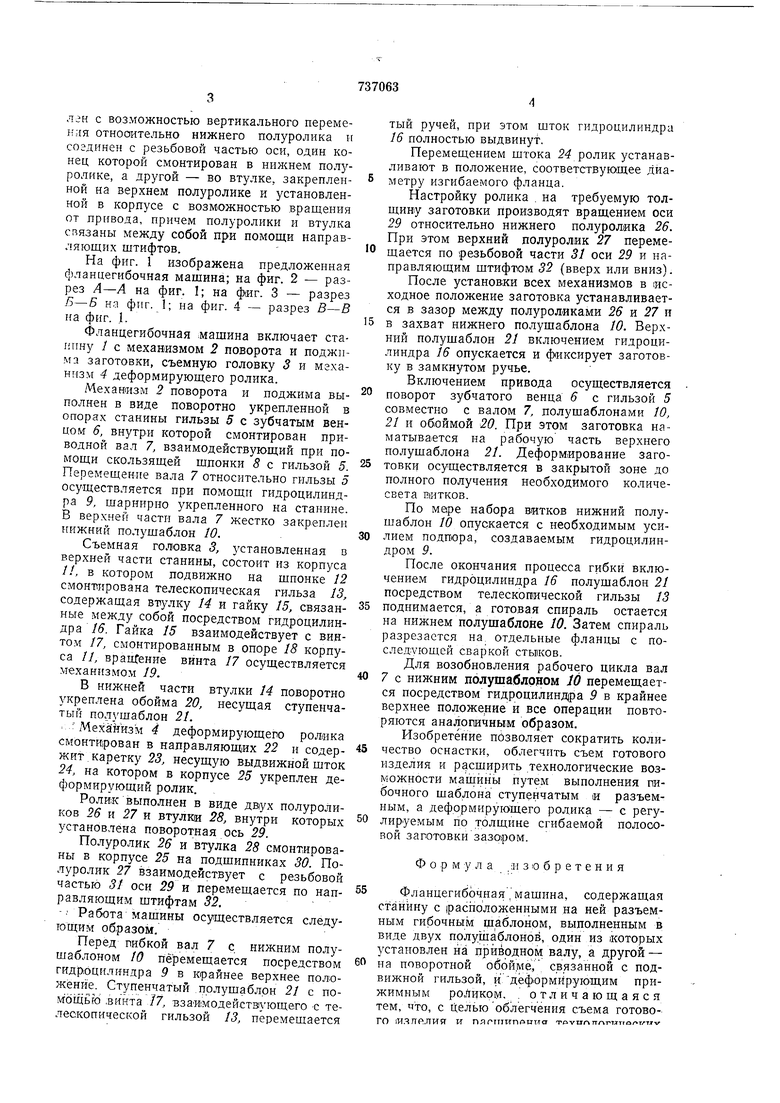
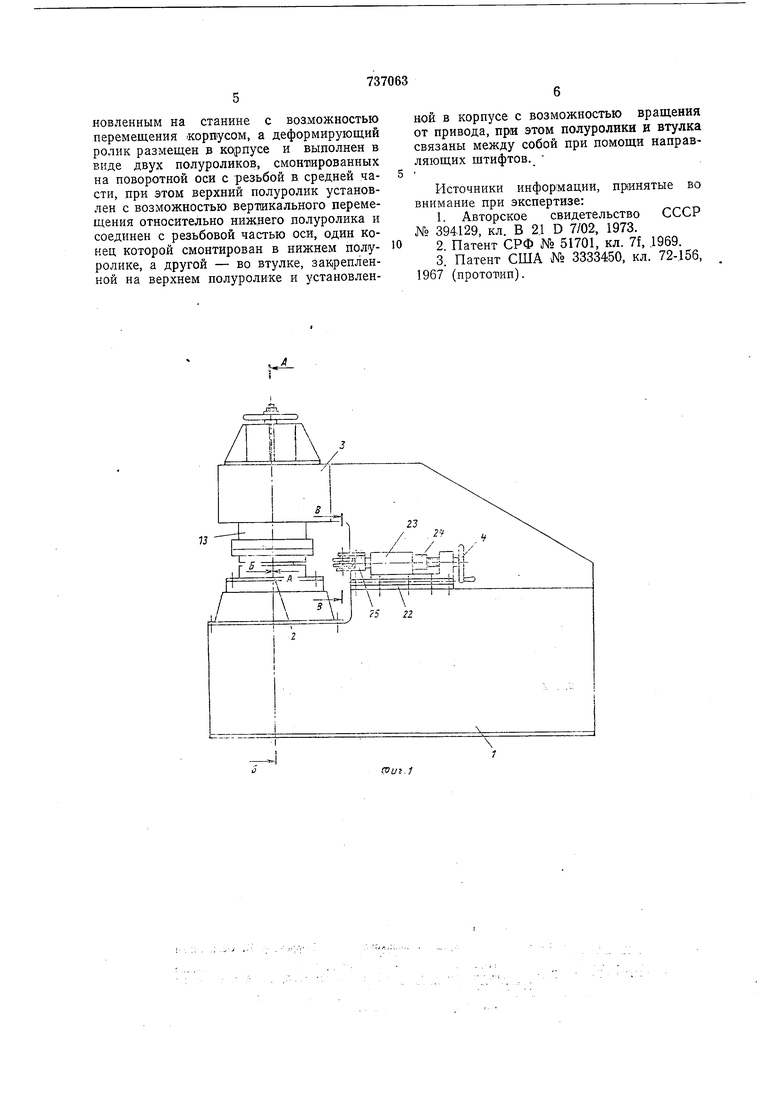
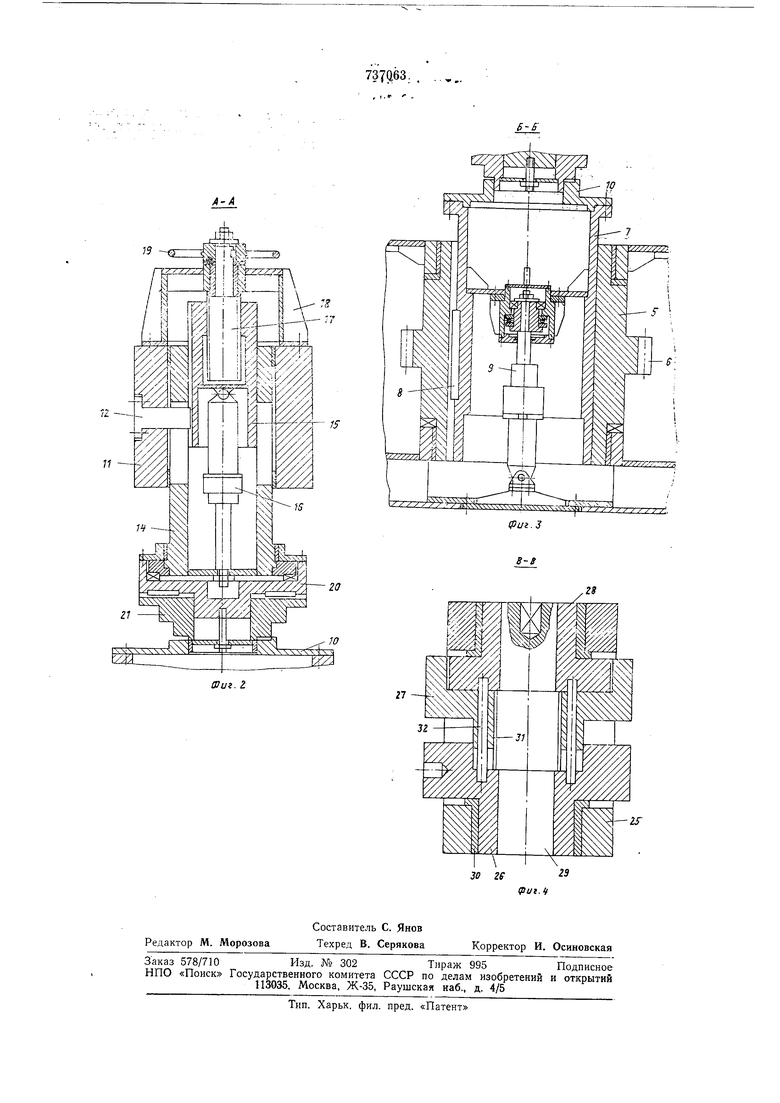
На фиг. 1 изображена предложенная фланцегибочная машина; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 - разрез 5-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. I.
Фланцегибочная машина включает стаипну / с механизмом 2 поворота и поджима заготовки, съемную головку 3 и механизм 4 деформирующего ролика.
Механизм 2 поворота и поджима выполнен в виде поворотно укрепленной в опорах станины гильзы 5 с зубчатым венцом 6, внутри которой смонтирован приводной вал 7, взаимодействующий при помощи скользящей щпонки 8 с гильзой 5. Перемещение вала 7 относительно гильзы 5 осуществляется при помощи гидроцилиндра 9, щарнирно укрепленного на станине. В верхней части вала 7 жестко закреплен нижний полущаблон W.
Съемная головка 3, }становленная в верхней части станины, состоит из корпуса //, в котором подвижно на щпонке 12 смонтирована телескопическая гильза 13, содержащая втулку 14 и гайку 15, связанные между собой посредством гидроцилиндра 16. Гайка 15 взаимодействует с винтом 17, смонтированным в опоре 18 корпуса И, враиГение винта 17 осуществляется механизмом 19.
В нижней части втулки 14 поворотно укреплена обойма 20, несущая ступенчатый полушаблон 21.
- Механизм 4 деформирующего ролика смонтИ|рован в направляющих 22 и содержит каретку 23, несущую выдвижной шток 24, на котором в корпусе 25 укреплен деформирующий ролик.
Ролик выполнен в виде двух полуроликов 26 и 27 н втулки 28, внутри которых установлена поворотная ось 29.
Полуролик 26 и втулка 28 смонтированы в корпусе 25 на подшипниках 30. Полуролик 27 взаимодействует с резьбовой частью 31 оси 29 и перемещается по направляющим штифтам 32. -Работа мащины осуществляется следующим образом.
Перед пибкой вал 7 с. нижним полушаблоном 10 перемещается посредством гидроцклиндра 9 в крайнее верхнее положен11е. Ступенчатый .прлушаблрн 21 с помоЩью ,винта 7, взаимодействующего с телескопической гильзой 13, перемещается
тый ручей, при этом шток гидроцилиндра 16 полностью выдвинут.
Перемещением штока 24 ролик устанавливают в положение, соответствую|Щее диаметру изгибаемого фланца.
Настройку ролика . на требуемую толщину заготовки производят вращением оси 29 относительно нижнего полуролика 26. При этом верхний полуролик 27 перемещается по резьбовой части 31 оси 29 и направляющим щтифтом 32 (вверх или вниз). После установки всех механизмов в исходное положение заготовка устанавливается в зазор между полуроликами 26 и 27 и
в захват нижнего полушаблона 10. Верхний полущаблон 21 включением гидроцилиндра 16 опускается и фиксирует заготовку в замкнутом ручье.
Включением привода осуществляется
поворот зубчатого венца 6 с гильзой 5 совместно с валом 7, полушаблонами 10, 21 и обоймой 20. При этом заготовка наматывается на рабочую часть верхнего полущаблона 21. Дефюрмирование заготовки осуществляется в закрытой зоне до полного получения необходимого количесвета Е1ИТКОВ.
По маре набора витков нижний полушаблон 10 опускается с необходимым усилием подпора, создаваемым гидроцилиндром 9.
После окончания процесса гибки включением гидроцилиндра 16 полушаблон 21 посредством телескопической гильзы 13
поднимается, а готовая спираль остается на нижнем полушаблоне 10. Затем спираль разрезается на, отдельные фланцы с последующей сваркой стыков.
Для возобновления рабочего цикла вал
7 с нижним полушаблрном 10 перемещается посредством гидроцилинд ра 9 в крайнее верхнее положение и все операции повторяются аналогичным образом.
Изобретение позволяет сократить количество оснастки, облегчить съем готового изделия и расширить технологические возможности мац1ины путем выполнения габочного шаблона ступенчатым и разъемным, а деформирующего ролика - с регулируемым по толщине сгибаемой полосовой заготовки зазором.
Формула , ;н 310бретения
Фланцегибочная .машина, содержащая станину с расгюложенными на ней разъемным: гибочным шаблоном, выполненным в виде двух полушаблонов, один из которых установлен на приводном валу, а другой -
на поворотной обой.ме, связанной с подвижной гильзой, и деформирующим прижимным роликом- . отличающаяся тем, что, с целью облегчения съема готового |И.ЧПеЛИЕГ и ПЯГтИПАиИО TovunTT/-.TTJTiQ/-TrTiv
новленным на станине с возможностью перемещения корпусом, а деформирующий ролик размещен в корпусе и выполнен в виде двух полуроликов, смонтированных на поворотной оси с резьбой в средней части, при этом верхний полуролик установлен с возможностью вертикального перемещения относительно нижнего полуролика и соединен с резьбовой частью оси, один конец которой смонтирован в нижнем полуролике, а другой - во втулке, зак|репленной на верхнем полуролике и установлен -fed
nrlTIi
ной в корпусе с возможностью вращения от привода, при этом полуролики и втулка связаны между собой при помощи направляющих штифтов.
Источники информации, принятые во внимание при экспертизе:
1Авторское свидетельство СССР № 394129, кл. В 21 D 7/02, 1973.
2Патент СРФ № 51701, кл. 7f, .1969.
