Изобретение относится к обработке металлов давлением, в частности к оборудованию по изготовлению, например, трубных оребрений для теплообменников, и является усовершенствованием известного устройства, по авт, св. № 597465.
Целью изобретения является расширение технологических возможностей за счет обеспечения навивки спиралей различной формы.
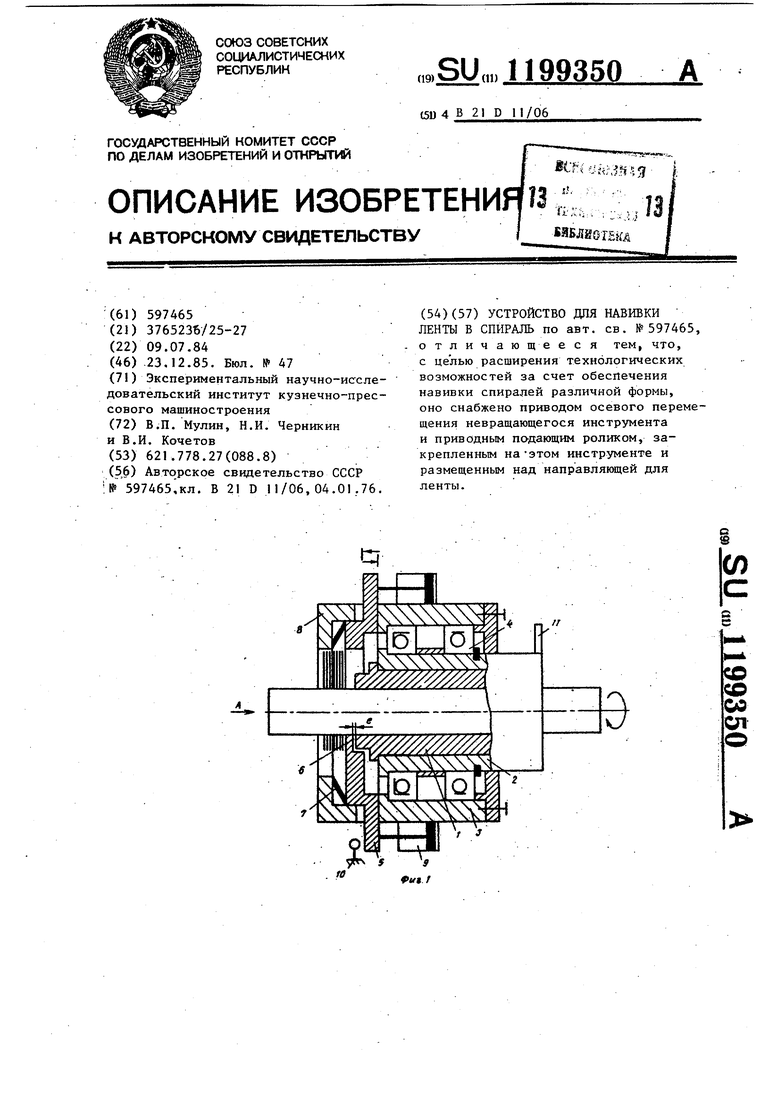
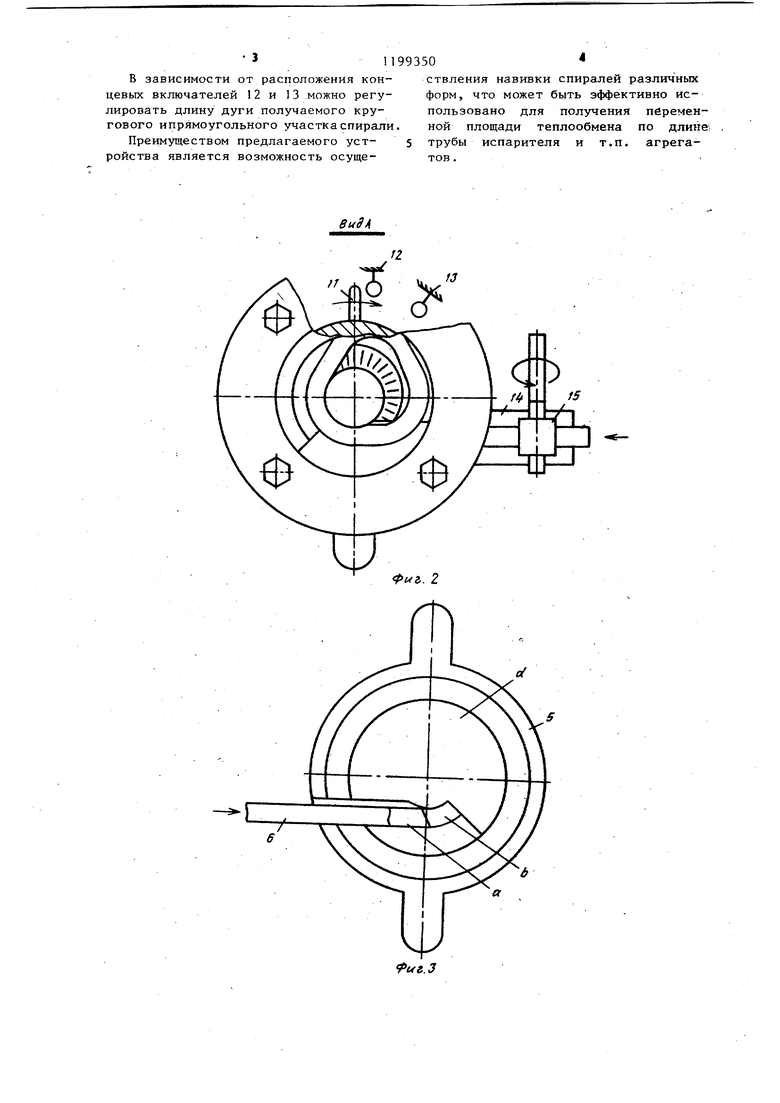
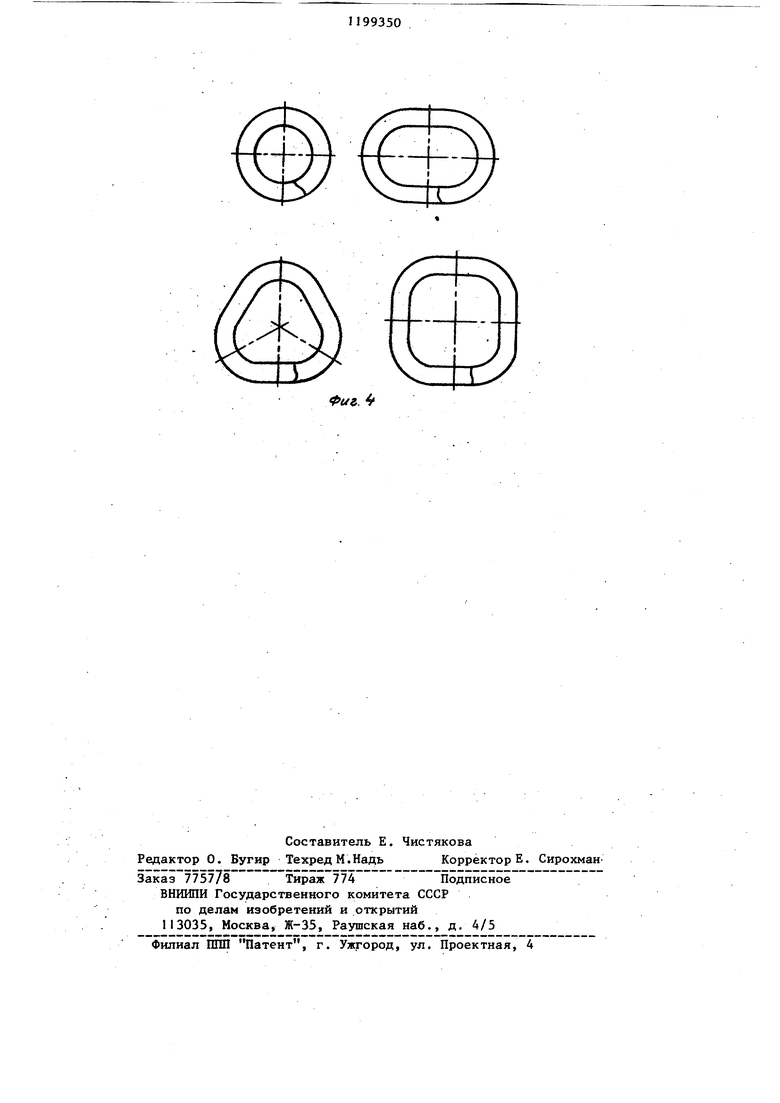
На фиг. 1 показано предлагаемое устройство, продольный разрез; на фиг.. 2 - вид А на фиг. 1; на фиг. 3 рабочая часть формообразующего фланца; на фиг. 4 - примеры навиваемых спиралей.
Устройство состоит из вращающегося инструмента I с захватывающими выступами, закрепленного в шпинделе 2, который установлен в корпусе 3 на подшипниках 4. Соосно с вращающимся инструментом 1 установлен невращающийся инструмент (формообразующий фланец) 5, который прижимается к ленте (полосе )6 с помощью тарельчатой пружины 7, опирающейся в прижимное кольцо 8, жестко закрепленное к корпусу 3. Формообразующий фланец 5 связан с пневмо- или гидроцилиндрами 9 (может быть и другой тип привода) , обеспечивающими возвратно поступательное его движение (по циклу) с помощью концевого выключателя 10.
На шпинделе 2 установлен кулачок 11, который взаимодействует с концевыми выключателями 12 и 13, расположенными на пути движения кулачка П.
Формообразующий фланец 5 имеет направляющую 14 для ленты, выполненную в ввде закрепленной к корпусу 3 планки, к которой с зазором, равньм толщине навиваемой ленты, примыкает подающий ролик 15 (привод которого не показан управляемый от концевого выключателя 10. Привод вращения ролика 15 может быть пневматический, электромеханический, электрический и т.п. Ролик 15 выполнен из фрикционного материала для обеспечения подачи ленты. Прижим ролика 15 к ленте 6 обеспечивается ходом формообразующего фланца 5, к которому он закреплен (не показано).
Формообразующий фланец 5 Ю1еет направляющий канал с( выполненный наклонно для подачи ленты 6 к деформирующей площадке Ъ, окно d для выхода
99350-
навитых спиралей. Деформация ленть. осуществляется на площадке J .
Устройство работает следующим oi. разом.
5 Лента 6 заправляется в рабочий зазор е, образованный деформирующей площадкой Ъ формообразующего фланц. 5 и торцом вращающегося инструмента
1.Закватьшающие выступы вращающего10. ся инструмента 1 внедряются в ленту
6, прижимают ее к площадке Ь и при ,вращении осуществляют ее круговой изгиб. Вращаясь вместе со шпинделем
2,кулачок II взаимодействует с концевым выключателем 12, который подает команду на отключение муфты привода устройства и осевое перемещение (отвод ) формообразующего фланца с помощью пневмоцилиндра 9 или
20 какого-либо другого привода. Под действием усилия пневмоцилиндра 9 отжимается тарельчатая пружина 7, которая воздействует на формообразующий фланец 5. При этом зазор
25 е увеличивае ся на столько, что обеспечивается свободная подача ленты в канале формообразующего фланца 5 с помощью приводного ролика 15, который прижат к ленте 6 че30 направляющую 14 для ленты. В
этот момент происходит подача участка ленты без изгиба (зазор между площадкой Ь и торцом вращающегося инструмента больше толщины деформи е руемой ленты), образующего сторону. навиваемой п-угольной спирали. Вращаясь, кулачок И доходит до концевого выключателя 13, который подает команду на возврат фланца 5 в рабо чае положение с помощью ципивдра 9 и на включение муфты привода устройства. Необходимое усилие для внедре ния выступов вращающегося, инструмента I в ленту обеспечивается тарельчатой пружиной 7.
В зависимости от конфигурации навиваемой спирали положение и количестно концевых выключателей, взаимодействующих с кулачком II, регулируется.
Далее при вращении шпинделя 2 с вращающимся инструментом 1 происходит изгиб углового участка навиваемой спирали, и таким образом при получении п-угольной спирали происходит чередование циклов изгиба и перемеи ения ленты. В зависимости от расположения концевых включателей 12 и 13 можно регулировать длину дуги получаемого кругового ипрямоугольного участка спирали, Преимуществом предлагаемого устройства является возможность осуще119950 ствления навивки спиралей различных форм, что может быть эффективно использовано для получения переменной площади теплообмена по длине, трубы испарителя и т.п. агрегатов ,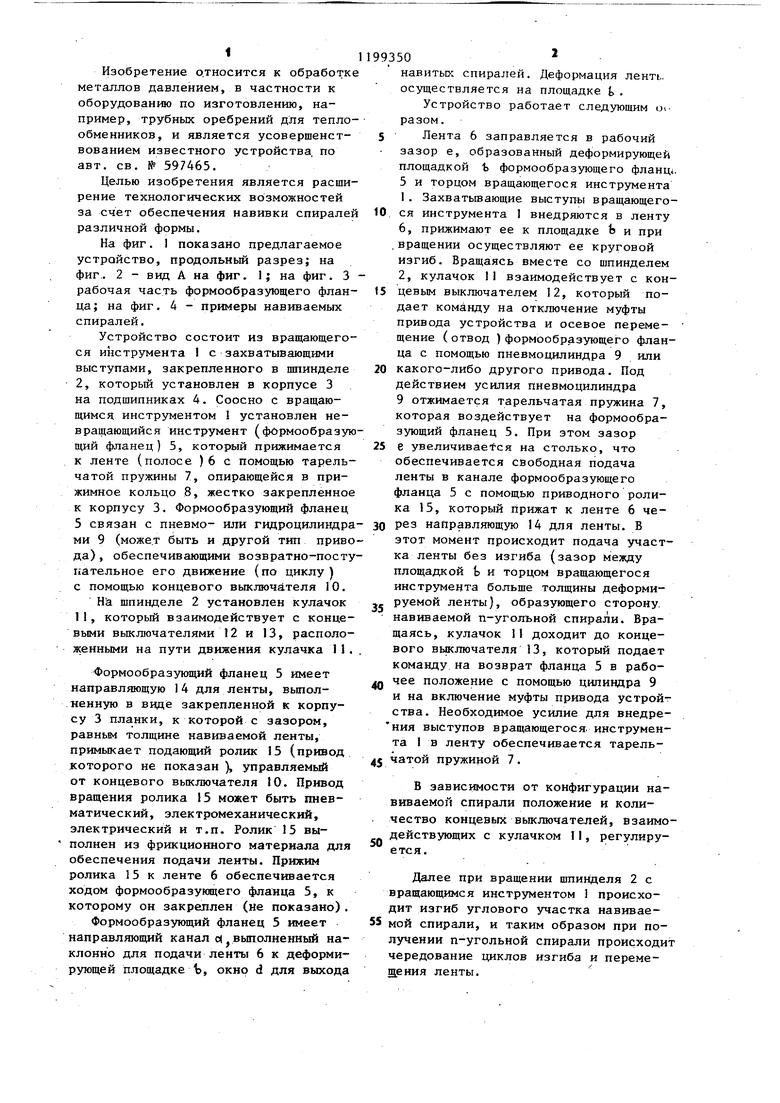
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки ленты в спираль | 1991 |
|
SU1766557A1 |
| Станок для спирального оребрения труб лентой L -образного профиля | 1987 |
|
SU1433570A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ С KLM-РЕБРАМИ | 2012 |
|
RU2574146C2 |
| Линия для спирального оребрения труб лентой | 1990 |
|
SU1752468A1 |
| Устройство для навивки ленты в спираль на ребро | 1986 |
|
SU1433549A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| Автомат для изготовления плоских спиральных пружин | 1980 |
|
SU880585A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ЛЕНТЫ В СПИРАЛЬНА РЕБРО | 1972 |
|
SU435887A1 |
| Устройство для навивки спирали | 1987 |
|
SU1625567A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU536871A1 |
УСТРОЙСТВО ДЛЯ НАВИВКИ ЛЕНТЫ В СПИРАЛЬ по авт. св. №597465, - отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения навивки спиралей различной формы, оно снабжено приводом осевого перемещения невращающегося инструмента и приводным подающим роликом, закрепленным наЭТОМ инструменте и размещенным над направляющей для ленты.