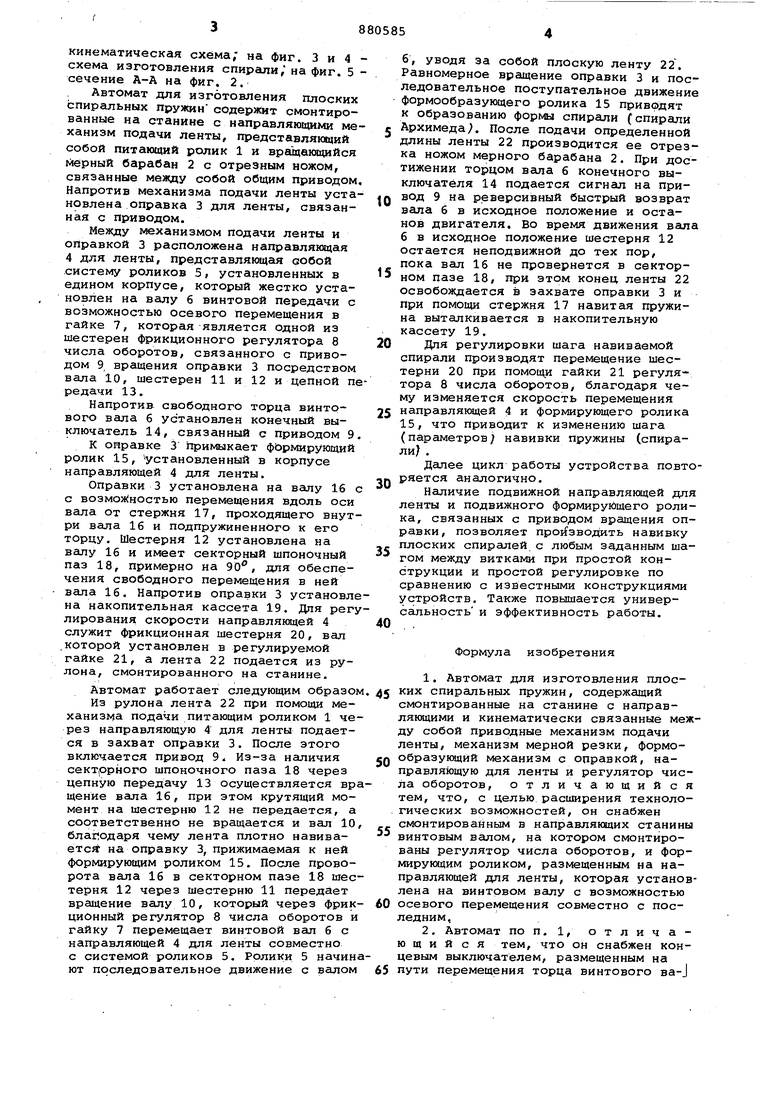
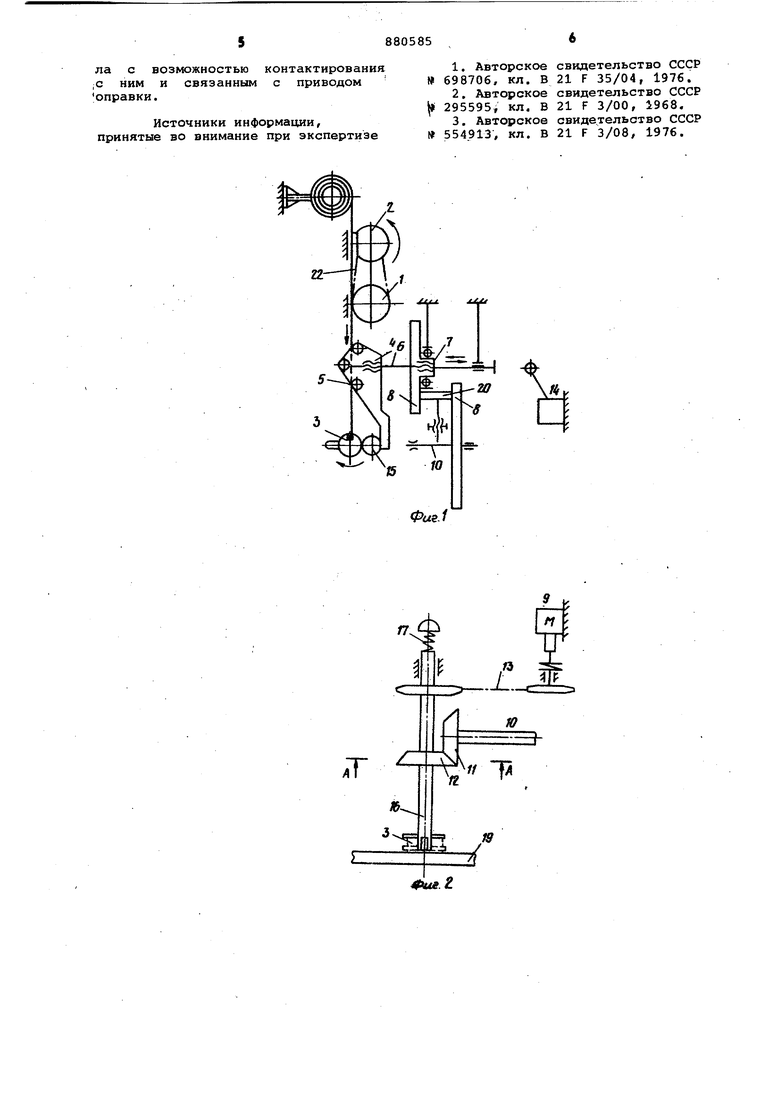
Изобретение относится к обработке материалов давлением, в частности, к оборудованию по изготовлению пружин из проволоки и ленты. Известен автомат для изготовления спиральных пружин, содержащий смонтированные на станине с направляющими механизм подачи ленты и профилирующий кулачок fl . Недостаток известного автомата состоит в том, что его технологические возможности ограничены. Известен автомат для изготовления из ленты плоских спиралей, содержащий смонтированные на. станине с направляю щей механизм подачи ленты, формообразующий механизм с оправкой и направляющую для ленты 2. Недостаток известного автомата заключается в его невысоких технологических возможностях. Наиболее близким к предлагаемому является .автомат для изготовления плоских спиральных пружин, содержащий смонтированные на станине с направляющими и кинематически связанные между собой приводные механизм подачи ленты, механизм мерной резки, фор мообразуквдий механизм с оправкой, на правляющую для ленты и регулятор числа оборотов з. Йсдостаток известного автомата заключается в его невысоких технологических возможностях. Цель изобретения - расширение технологических возможностей. Указанная цель достигается тем, что автомат, содержащий смонтированные на станине с направляющими и кинематически сзязаннЕле между собой .приводные механизмы подачи ленты, механизм мерной резки, формообразующий механизм с оправкой, направляющую для ленты и регулятор числа оборотов, снабжен смонтированным в направляющих станины винтовым валом, на котором смонтированы регулятор числа оборотов, и формирующим роликом, размещенным на направляющей для ленты, которая установлена на винтовом валу с возможностью осевого перемещения совместно с последним. Кроме того, автомат снабжен концевым выключателем, размещенным .на пути перемещения торца винтового вала с возможностью контактирования с ним и связанным с приводом оправки. На фиг. 1 показано предлагаемое устройство, общий фиг. 2 кинематическая схема; на фиг. 3 и 4 схема изготовления спирали, на фиг. 5 сечение А-А на фиг, 2. Автомат для изготовления плоских спиральных пружин содержит смонтированные на станине с направляющими механизм подачи ленты, представляющий собой питающий ролик 1 и вращакнцийся мерный барабан 2 с отрезным ножом, связанные между собой общим приводом Напротив механизма подачи ленты установлена оправка 3 для ленты, связанная с приводом. Между механизмом подачи ленты и оправкой 3 расположена направляющая 4 для ленты, представляющая собой систему роликов 5, установленных в едином корпусе, который жестко установлен на валу 6 винтовой передачи с возможностью Осевого перемещения в гайке 7, которая является одной из шестерен фрикционного регулятора 8 числа оборотов, связанного с приводом 9, вращения оправки 3 посредством вала 10, шестерен 11 и 12 и цепной пе редачи 13. Напротив свободного торца винтового вала б установлен конечный выключатель 14, связанный с приводом 9 К оправке 3 примыкает формирующий ролик 15, Установленный в корпусе направляющей 4 для ленты. Оправки 3 установлена на валу 16 с с возможностью перемещения вдоль оси вала от стержня 17, проходящего внутри вала 16 и подпружиненного к его торцу. Шестерня 12 установлена на валу 16 и имеет секторный шпоночный паз 18, примерно на 90, для обеспечения свободного перемещения в ней вала 16. Напротив оправки 3 установле на накопительная кассета 19. Для регу лирования скорости направлякяцей 4 служит фрикционная шестерня 20, вал .которой установлен в регулируемой гайке 21, а лента 22 подается из рулона, смонтированного на станине. Автомат работает следующим образо Из рулона лента 22 при помощи механизма подачи питающим роликом 1 че рез направляющую 4 для ленты подается в захват оправки 3. После этого включается привод 9. Из-за наличия секторного шпоночного паза 18 через цепную передачу 13 осуществляется вр щение вала 16, при этом крутящий момент на шестерню 12 не передается, а соответственно не вращается и вал 10 благодаря чему лента плотно навивается на оправку 3, прижимаемая к ней формирующим роликом 15. После проворота вала 16 в секторном пазе 18 шес терня 12 через шестерню 11 передает вращение валу 10, который через фрик ционный регулятор 8 числа оборотов и гайку 7 перемещает винтовой вал 6 с направляющей 4 для ленты совместно с системой роликов 5. Ролики 5 начин ют последовательное движение с валом б, уводя за собой плоскую ленту 22 Равномерное вращение оправки 3 и последовательное поступательное движение формообразующего ролика 15 приводят к образованию формы спирали (спирали Архимеда;. После подачи определенной длины ленты 22 производится ее отрезка ножом мерного барабана 2. При достижении торцом вала 6 конечного выключателя 14 подается сигнал на привод 9 на реверсивный быстрый возврат вала 6 в исходное положение и останов двигателя. Во время движения вала 6 в исходное положение шестерня 12 остается неподвижной до тех пор, пока вал 16 не провернется в секторном пазе 18, при этом конец ленты 22 освобождается в захвате оправки 3 и при помощи стержня 17 навитая пружина выталкивается в накопительную кассету 19. Для регулировки шага навиваемой спирали Производят перемещение шестерни 20 при помощи гайки 21 регулятора 8 числа оборотов, благодаря чему изменяется скорость перемещения направлякядей 4 и формирующего ролика 15, что приводит к изменению шага (параметров7 навивки пружины (спирали . Далее цикл работы устройства повторяется аналогично. Наличие подвижной направляющей для ленты и подвижного формирующего ролика, связанных с приводом вращения оправки, позволяет производить навивку плоских спиралей с любым заданным шагом между витками при простой конструкции и простой регулировке по сравнению с известными конструкциями устройств. Также повышается универсальность и эффективность работы. Формула изобретения 1.Автомат для изготовления плоских спирёшьных пружин, содержащий смонтированные на станине с направляющими и кинематически связанные между собой Приводные механизм подачи ленты, механизм мерной резки, формообразующий механизм с оправкой, направляющую для ленты и регулятор числа оборотов, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен смонтированным в направляющих станины винтовым валом, на котором смонтированы регулятор числа оборотов, и формирующим роликом, размещенным на направляющей для ленты, которая установлена на винтовом валу с возможностью осевого перемещения совместно с последним, 2.Автомат по п. 1, отличающийся тем, что он снабжен концевым выключателем, размещенным на пути перемещения торца винтового ва-J
ла с возможностью контактирования ;С ним и связанным с приводом оправки.
Источники информации, принятые во внимание при экспертизе
свидетельство СССР 21 F 35/04, 1976.
свидетельство СССР 21 F 3/00, 1968.
свидетельство СССР 21 F 3/08, 1976.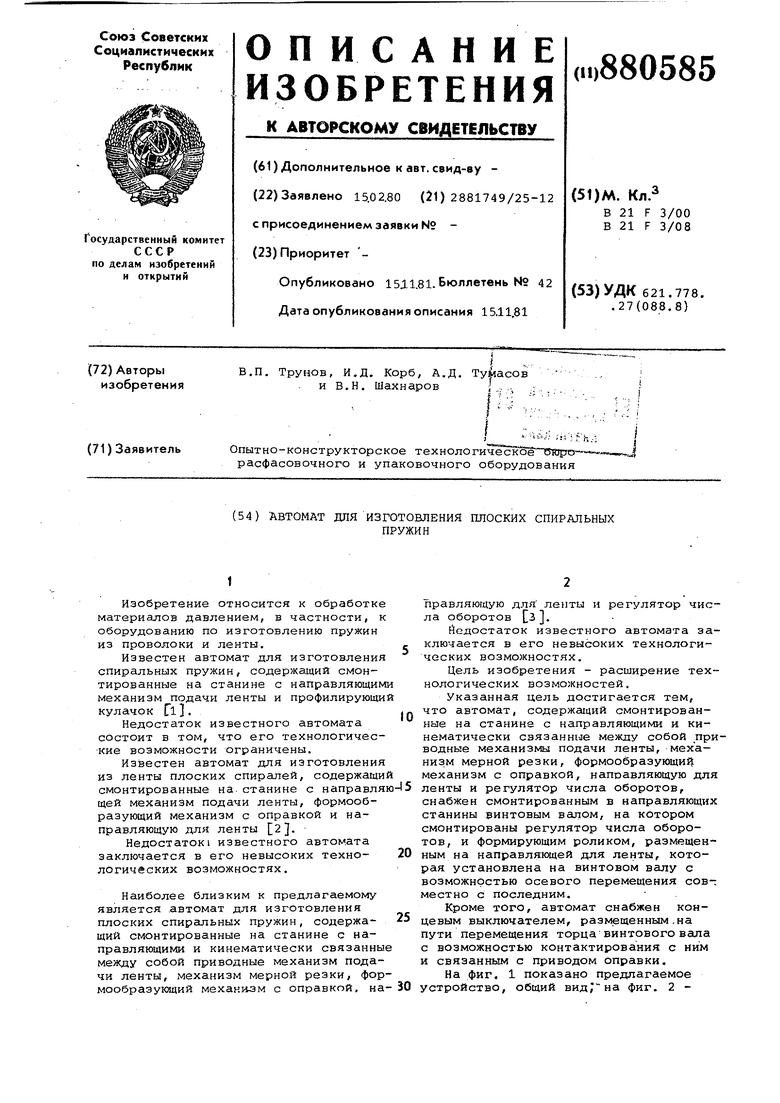
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU536871A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автомат для изготовления плоских спиральных пружин | 1972 |
|
SU440191A1 |
| Устройство для изготовления двухспиральных пружин | 1980 |
|
SU937090A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Шайбонавивочный автомат | 1981 |
|
SU956109A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНОГО ПОЛОГО ЦИЛИНДРА ИЛИ ПОЛЫХ ТЕЛ ИНОГО ВЫПУКЛОГО СЕЧЕНИЯ | 1995 |
|
RU2091232C1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| Автомат для изготовления обручей бондарной бочко-тары | 1975 |
|
SU553030A1 |
и
X ./.i
s.
иг.-5
