Изобретение относится к обработке метеллов давлением и может быть использовано, например, при штамповке стержневых деталей с утолщениями, в частности болтов.
Известны способы штамповки деталей в закрытых штампах, в которых для комйенсации неточности объема заготовок переменный излишек металла вытесняют при штамповке в компенсационную полость, выполненную в ручье штампа, и затем удаляют I.
Недостатками известных способов являются повышенный расход металла, идущего в рблой, а также снижение качества деталей в местах удаления облоя. Известен способ закрытой штамповки, заключающийся в деформировании зоготовки в штампе с приложением усилия ftpoтиводавле.ния и вытеснении излишков металла заготовки в компенсационную .полость (2. .
. .Недостатками способа являются повышенный расход- металла и низкое качество получаемых деталей.
Цель изобретения - снижение расхода металла и повышение качества получаемых изделий..
Поставленная цель достигается тем, что согласно способу штамповки деталей, заключающемуся в деформировании . заготовки в штампе с приложением усилия противодавления и вытеснении излишков металла заготовки в компенсационную полость, компенсационную полость формируют в заготовке в процессе деформирования, а усилие противодавления прилагают со стороны полости в течение всего процесса деформирования.
Способ поясняется на примере изготовления стержневых деталейс утол1цеяиями, в частности болтов - - - .
На чертеже представлена схема осу ществления способа: а - после установки заготовки; б - после получения компенсационной полости; в - в конце формообразования головки болта.
Способ реализуется следующим образом. , .
Заготовку 1 в виде цилиндрического стержня устанавливают в матрице 2 на выталкивателе 3 и осуществляют высадку утолщения с помощью пуансона 4, содержащего знак 5, который опирается на пружины
бив начальный период процесса формирует компенсационную (технологическую) полость в заготовке I.
После заполнения полости матрицы 2 вследствие резкого возрастания в ней контактных напряжений знак 5, преодолевая сопротивление пружин б, перемещается в осевом направлении на величину, обеспечи,вающую компенсацию колебания объема ме- . талла заготовки.
Пример. Изгото1влена партия болтов в, ко.л1ичестве 200 шт из цилиндрической заготовки диаметром 14,8 мм и длиной 108 мм, имеюи ей наклонение ± 1,5 мм. Мате риал заготовки - сталь 40Х. Детали получают за один ход на прессе КАООЗО усилием 100 т. с. Конец заготовки, подлежащий
высидке, подвергают нагреву с помощью| ТВЧ до 8бО°С. rtpH высадке утолщения в заготовке образуют цилиндрическую по лость диаметром 9 мм и глубиной 10± 1,0 мм; | с помощью продпруж.инеяногв знака пуансо- i на. В момент завершения процесса высадки утолщения возросшие контактные напряжения, воздействуя на знак пуансона, про-:
изводят его перемещение на величину 4,5± 1,0 мм, обеспечи1аая тем самым компенсацию излишка металла, при этом происхо.дит соответствующее уменьшение глубины полости. Полученные детали имеют высокое качество и не требуют дополнительных операций обработки.
Изобретение по сравнению с базовым
объектом, в качестве которого принят прототип, имеет следующие преимущества: Обеспечение экономии металла, так к§к на- ..
личиё компенсационной полости в самой детали позволяет уменьшить расчетный объем заготовки на 5-10% по сравнению с объемом заготовки, используемой для получения той же детали известными способами; штамповки; меньшую трудоемкость иЗго-1 товления детали за счет исключения допол-; нительной операции «удаления излии1ка ме:талла,так как он влияет лишь на конечный объем технологической полости, получаемой в детали, а также повышение качества деталей благодаря наличию технологической полости, улучшающей процесс формообразования, иотсутствия излишка металла в виде облоя, удаление которого неизбежно ухудшает поверхность в месте среза и вызывает перере зание волокон металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОПЕРЕХОДНОЙ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ПОЛОСТЬЮ В УТОЛЩЕНИИ | 2009 |
|
RU2391172C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| Способ штамповки стержневых деталей с головкой | 2023 |
|
RU2840861C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С МАССИВНОЙ ГОЛОВКОЙ, СОДЕРЖАЩЕЙ ПОЛОСТЬ | 1991 |
|
RU2083312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ КОНЦЕВОГО РЕЖУЩЕГО И СТЕРЖНЕВОГО ШТАМПОВОЧНОГО ИНСТРУМЕНТОВ | 2007 |
|
RU2359776C2 |
| Способ штамповки поковок шаровых опор | 1980 |
|
SU1013077A1 |
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ в закрытых штампах, заключающийся в деформироваййи заготовки в штампе с приложейием усилия противодавлеяия и вытесйения излишков металла заготовки в компенсациояйую полость, отличающийся тем, что, с целью сйижейия расхода металла и повышейия качества получаемых изде ЛИЙ, компейсациоййую полость формируют в заготовке в процессе деформировайия, ; а усилие иротиводавлейия прилагают со стороны полос и в течение всего процесса Деформировайия.. (Л О5 00 сл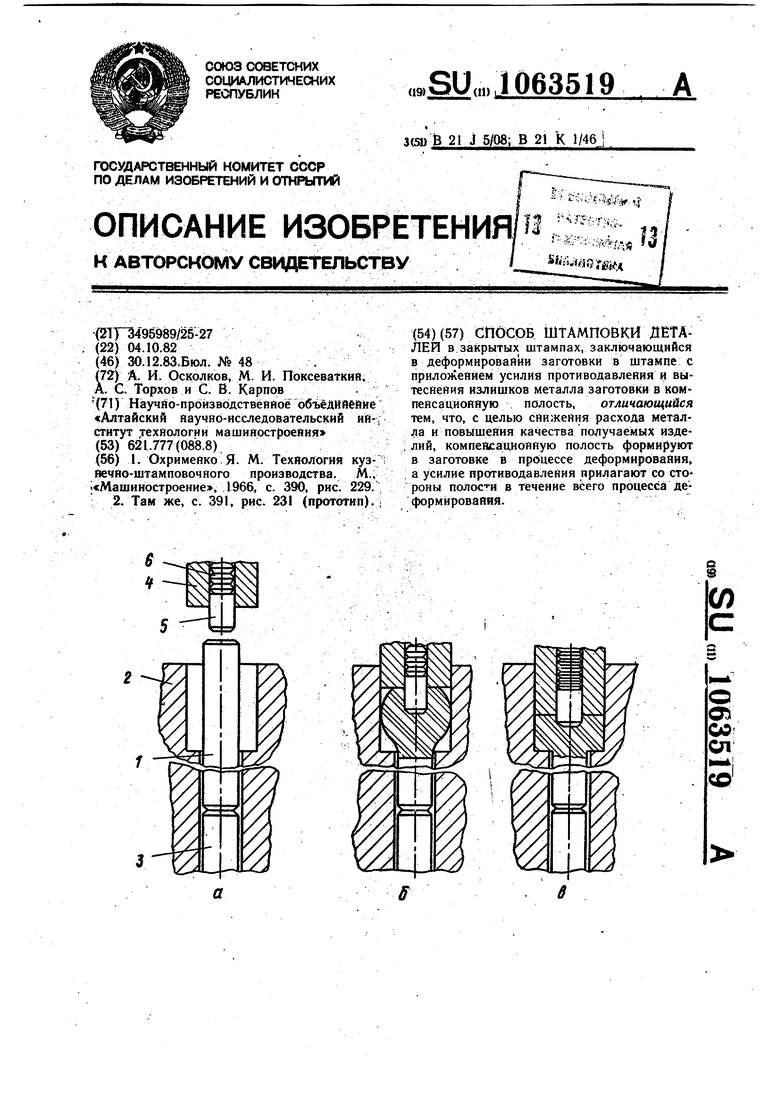
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Охримейко Я | |||
| М | |||
| Техйология куз- Т йечяо-штамповочйого производства | |||
| М., ;«Машииостроение, 1966, с | |||
| Поливное приспособление для паровозов | 1922 |
|
SU390A1 |
| Приспособление для подачи воды в паровой котел | 1920 |
|
SU229A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Ситценабивная машина | 1922 |
|
SU391A1 |
| Машина для удаления камней из почвы | 1922 |
|
SU231A1 |
