1
Изобретение относится к черной металлургии и может быть использовано при разливке стали для отливки слитков с закрытой усадочной раковиной, прокатьшаемых на лист.
,Цель изобретения;;- повьшение выхода годного металлй и улучшение захвата за прибыль. .
Предлагаемая форма слитка позволяет снизить обрезь по сравнению с известной на 2-2,5% и увеличить выход годной стали из слитка.
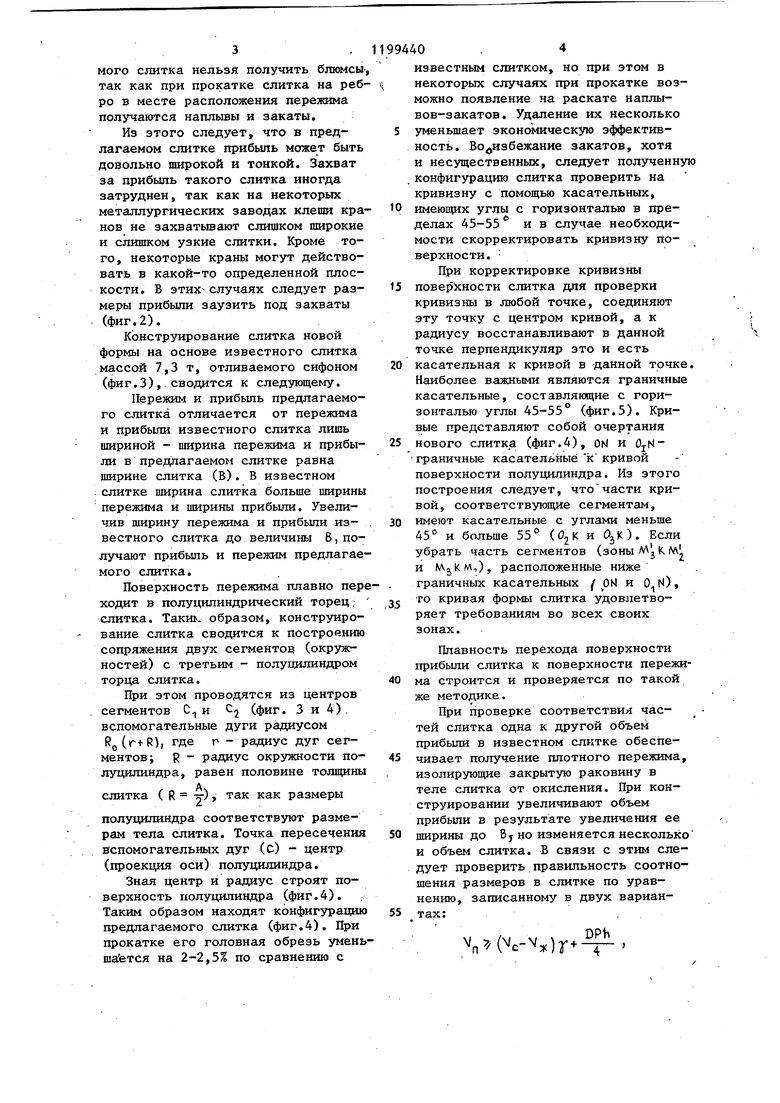
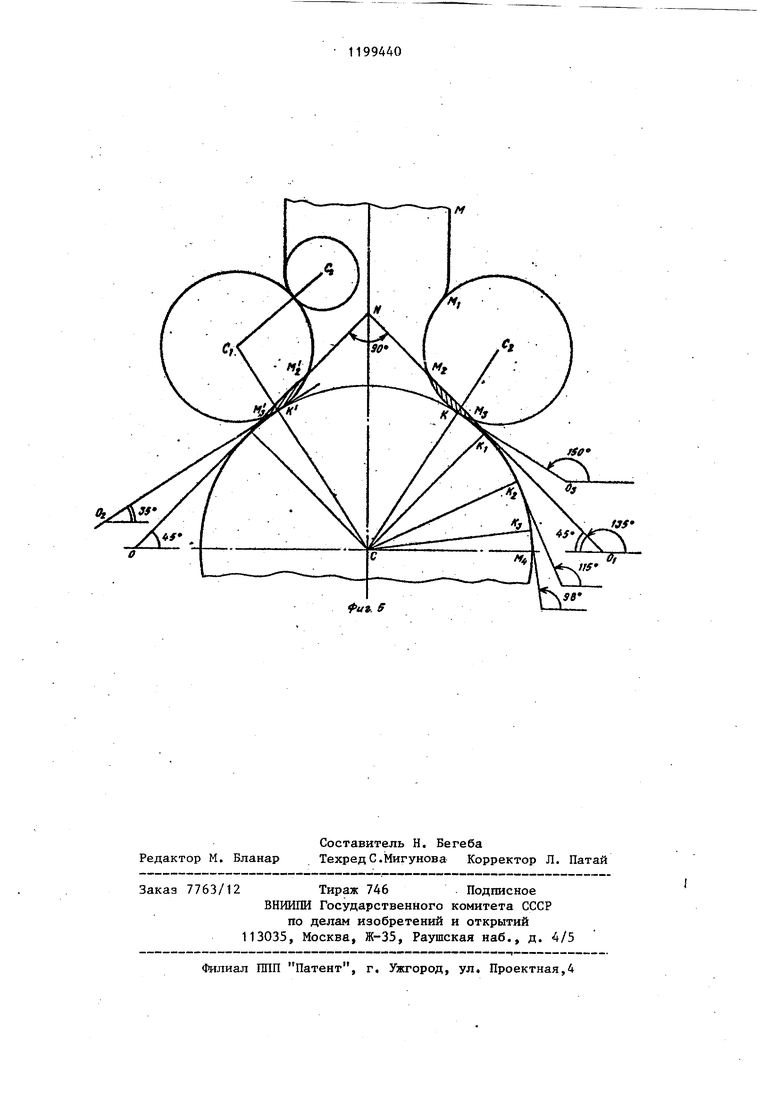
На фиг.-1 показан слиток-,на фиг.2 - то же, с зауженной прибыпью на фиг.З - известньй слиток; ;;на фиг. 4 и 5 - пример построения мест перехода от пережима к прибыли и к телу слитка, .
Поверхность пережима слитка в вертикально-фронтальном -. разрезе имеет форму поверхности сегмента или трапеции с закругленными углами и плавно переходит в прибыльную часть и к граням тела слитка.
Благодаря пережиму между прибьшь и телом слитка при затвердевании возникает мост твердого металла. Над мостом усадочная раковина слитка оказьшается открытой, под мостом, т.е. в теле слитка - закрытой Стенки закрытой раковины свариваются при прокатке, стенки открытой равокины не свариваются и отводятся р обрезь. Но если жидкий металл израсходуется из прибыли раньше, чем возникнет в пережиме .мост; твердого металла, то вся раковина слитка получается открытой, стенки ее при прокатке не свариваются. Обрезь со слитка возрастает до 3040 мас.%. Во избежание этого следует объем прибыли выбирать из соотношения:
.
где ( - объем прибыли, м ; Vc - объем слитка, м объем слитка, уменьшенного CQ всех сторон на толщину половины пережима слитка, м i
тр - относительный объем усадочной раковины слитка; В - минимальная толщина пережима слитка. Mi . - высота прибыли, м;
9440
Р - периметр прибыли на половине ее высоты, м. Наличие полуцилиндрической фор, мы поверхности торца слитка, соответствие этой формы и размеров в месте касания с гранями тела слитка их форме и размерам, плавные переходы с кривизной, касательные к которой во фронтальной проекции
® слитка имеют углы с горизонталью в пределах 45-55 ,обеспечивает при прокатке отсутствие на раскате слитка наплывов и: разрывы металла. Напльш и разрыв устраняются формой
5 слитка. Ввиду этого, линию головной обрезки можно переместить ближе к концу раската, месту, соответствующему верхней части пережима. Металл верхней части тела слитка и всего
20 пережима оказьшается не в обрези, а в годной части раската. В обрезь отводится лишь металл, затвердевший в прибыли (вьш1е пережима), , что оказывается возможным только при одинаковой ширине пережима и тела слитка по высоте (без учета конусности). Это позволяет получить без значительных поперечных деформаций раскат одинаковой ширины по
30 длине, что необходимо при производстве сляб. При различной ширине тела слитка, пережима и полусферического торца первая сляба (включающая металл пережима и полуцилин35 дрической зоны) получается клиновидной, т.е. не годной для дальнейше- . го передела. Таким образом, металл пережима и верхняя часть слитка оказывается в обрези, а поставленная задача нерешенной, так как обрезь со слитка не только не утленъшается, но даже увеличивается из-за непригодности первой слябы для дальнейшего передела.
45 Опыты на слитках из пластилина и свинца, а также кривизна в данной части на гранях существующих стальных слитках показывают, что наплыва металла при прокатке не
50 получается,если касательные во
фронтальной проекции слитка к криволинейной поверхности имеют углы с горизонталью в пределах 45-55. В противном случае в указанных местах возможен наплыв, переходящий в закат. Его следует отводить в обрезь, и поставленная задача оказывается нерешенной. Из предлагае3.
мого слитка нельзя получить блюмсы так как при прокатке слитка на ребро в месте расположения пережима получаются напльшы и закаты.
Из этого следует, что в предлагаемом слитке прибыль может быть довольно широкой и тонкой. Захват за прибыль такого слитка иногда затруднен, так как на некоторых металлургических заводах клеши кранов не захватьшают слишком широкие и слишком узкие слитки. Кроме того, некоторые краны могут действовать в какой-то определенной плоскости. В этих-случаях следует размеры прибыли заузить под захваты (фиг.2).
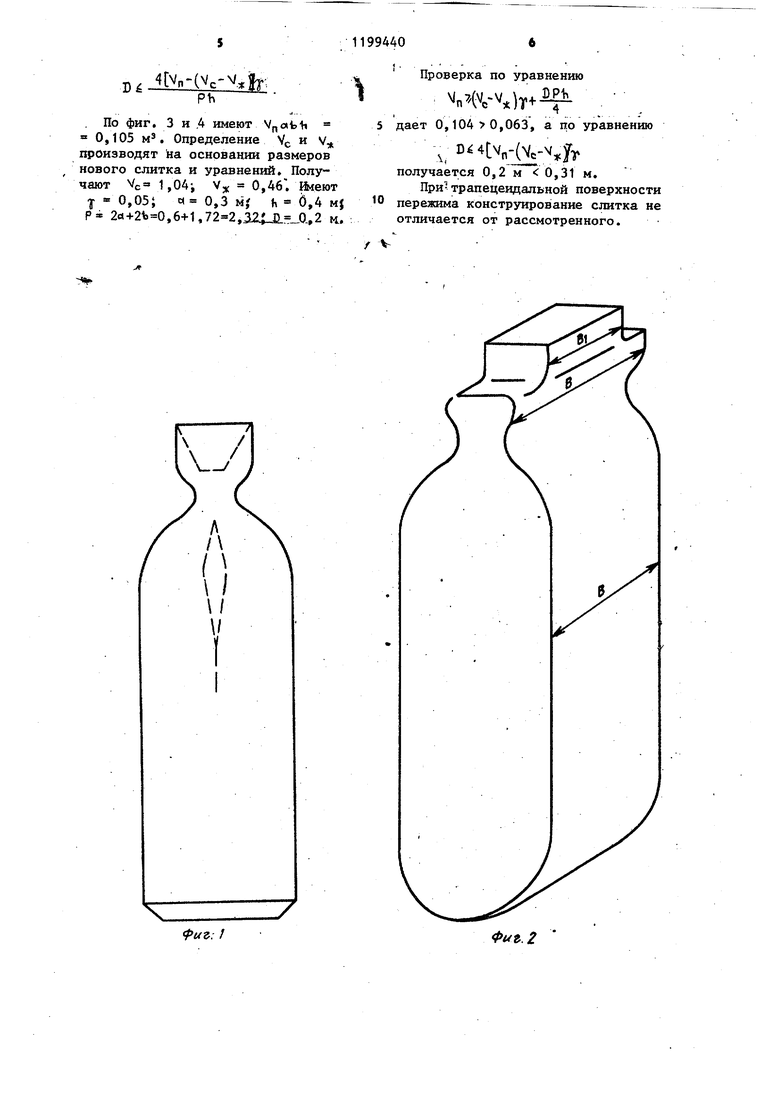
Конструирование слитка новой формы на основе известного слитка массой 7,3 т, отливаемого сифоном (фиг.З),.сводится к следующему.
Пережим и прибыль предлагаемого слитка отличается от пережима и прибьши известного слитка лишь шириной - ширина пережима и прибыли в предлагаемом слитке равна ширине слитка (В). В известном : слитке ширина слитка больше ширины пережима и ширины прибыли. Увеличив ширину пережима и прибыли известного слитка до величины 6, получают прибыль и пережим предлагаемого слитка.
Поверхность пережима плавно перходит в полуцилиндрический торец; слитка. Такш.. образом, конструирование слитка сводится к построению сопряжения двух сегментов (окружностей) с третьим - полуцилиндром торца слитка.
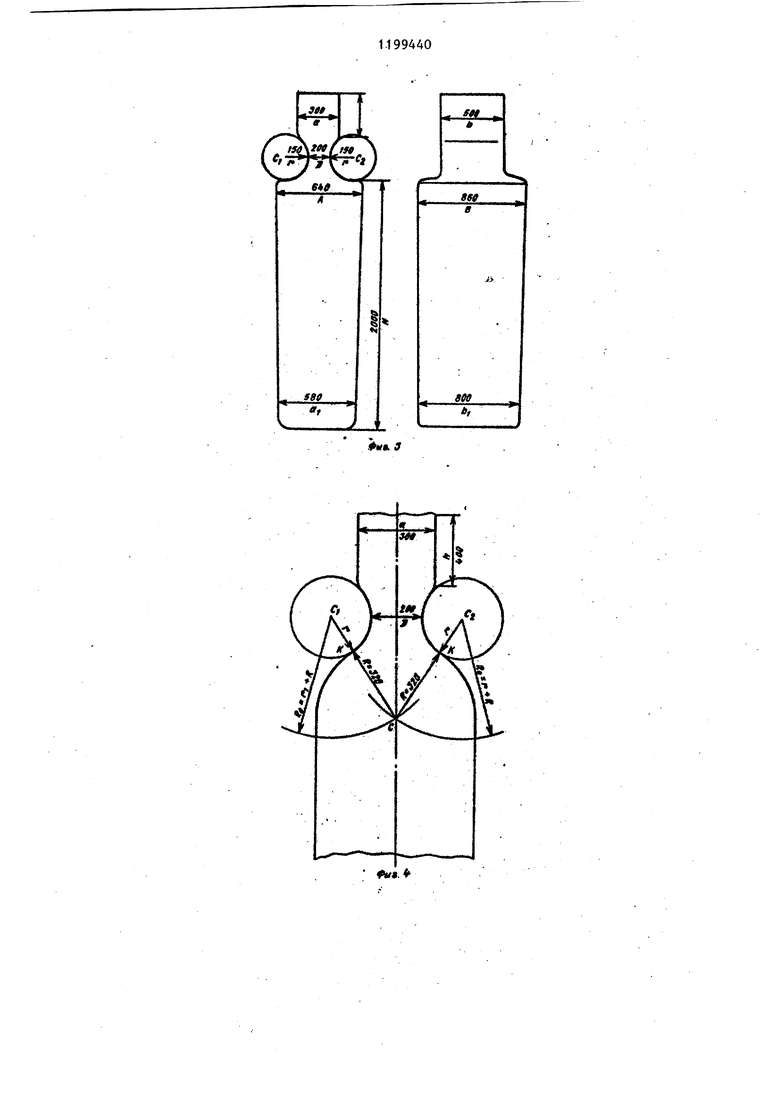
При этом проводятся из центров сегментов С и С (фиг. 3 и 4). вспомогательные дуги радиусом
КУ сегментов; R - радиус окружности полуцилиндра, равен половине толщины
слитка (R у) , так как размеры
полуцилиндра соответствуют размерам тела слитка. Точка пересечения вспомогательных дуг (с) - центр (проекция оси) полуцилиндра.
Зная центр и радиус строят поверхность полуцилиндра (фиг.4). Таким образом находят конфигурацию предлагаемого слитка (фиг.4). При прокатке его головная обрезь уменьша тся на 2-2,5% по сравнению с
199440 . 4
известным слитком, но при этом в
некоторых случаях при прокатке возможно появление на раскате наплывов-закатов. Удаление их несколько 5 уменьшает эконоЗмическую эффективность. Во избёжание закатов, хотя и несущественных, следует полученную конфигурацию слитка проверить на кривизну с помощью касательных.
имеющих углы с горизонталью в пределах 45-55 ив случае необходимости скорректировать кривизну поверхности.
При корректировке кривизны
поверхности слитка для проверки кривизны в любой точке, соединяют эту точку с центром кривой, а к радиусу восстанавливают в данной точке перпендикуляр это и есть
касательная к кривой в данной точке. Наиболее важными являются граничные касательные, составляющие с горизонталью углы 45-55° (фиг.5). Кривые представляют собой очертания
нового слитка (фиг.4), ОМ и OjN граничные касательные к кривой поверхности полуцилиндра. Из этого построения следует, что части кривой, соответствующие сегментам,
имеют касательные с углами меньше 45° и больше 55° ( и ). Если убрать часть сегментов (зоны Mj к и ,), расположенные ниже граничных касательных f W и 0 N),
то кривая формы слитка удовлетворяет требованиям во всех своих зонах.
Плавность перехода поверхности прибыли слитка к поверхности пережима строится и проверяется по такой же методике.
При проверке соответствия частей слитка одна к другой объем прибыли в известном слитке обеспечивает получение плотного пережима, изолирующие закрытую раковину в теле слитка от окисления. При конструировании увеличивают объем прибыли в результате увеличения ее
ширины до БJ но изменяется несколько и объем слитка. В связи с этим следует проверить правильность соотношения размеров в слитке по уравнению, записанному в двух вариантах:
ОРЬ
)Г (.. По фиг .ЗиЛ имеют Vpafcli 0,105 м . Определение Vc и V производят на основании размеров нового слитка и уравнений. Получают Vc 1,04-, Vjf 0,46. Имеют у 0,05i 0,3 Mj h 6,4 Mj P 2й+2Ъ 0,6+1,,32ХЛ.а,2 и Проверка по уравнению .Jn . дает О,,063, а по уравнению получается 0,2 м 0,31 м. При-трапецеидальной поверхности пережима конструирование слитка не отличается от рассмотренного.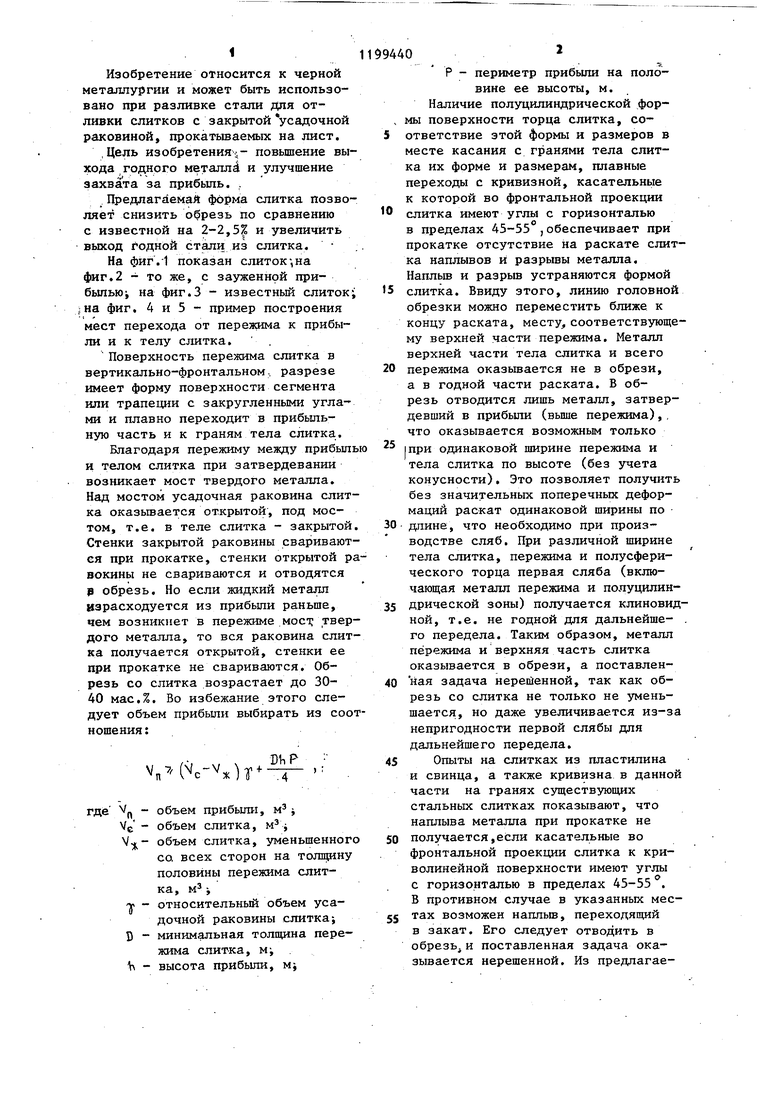
| название | год | авторы | номер документа |
|---|---|---|---|
| Слиток | 1984 |
|
SU1186367A1 |
| Надставка к изложнице для отливки слитков с закрытой усадочной раковиной | 1981 |
|
SU1006048A1 |
| Слиток | 1984 |
|
SU1303254A1 |
| Способ производства прокатных заготовок | 1979 |
|
SU799225A1 |
| Способ изготовления цилиндрических поковок | 1987 |
|
SU1442315A2 |
| Слиток для деформирования | 1983 |
|
SU1097399A1 |
| Способ заливки литейных форм | 1986 |
|
SU1411099A1 |
| Стальной слиток спокойной стали | 1983 |
|
SU1194567A1 |
| Литейная форма | 1980 |
|
SU999340A1 |
| Способ прокатки сортового металла и катанки | 1989 |
|
SU1729646A1 |
1. СЛИТОК СПОКОЙНОЙ СТАЛИ, состоящий из тела, прибыли, пережима с поверхностью сегментообразной или трапецеидальной форйы и переходных участков между ними, о т л и-. чающийся тем, что, с целью увеличения выхода годного металла, переходные участки выполнешл с вьтуклой кривизной, касательная к которой образует угол 45-55 с горизонталью, а объем прибьти Vj, определяют по следующей зависимости: DKP n4V)T где Vji - объем слитка, м ,3. V,- объем слитка, уменьшенного со всех сторон на половину толщины пережима (D/L), - относительный объем усадочной раковины в слиткеi В - толщина пережима; 1 - высота прибьти слитка выше пережима, м; Р - периметр прибьши на половине ее высоты, м. i 2.Сл ;ток по п.1, отл и ч а ю(Л щ и и с я тем, что ширина пережима равна ширине тела слитка, а верхний торец слитка выполнен в форме полуцилиндра. 3.Слиток по п.1, отличающийся тем, что, с целью улучшения захвата за прибыль, верхняя часть прибыли вьтолнена зауженной со со под захваты. 4
fM
w.
К,
u.ff
| Надставка к изложнице для отливки слитков с закрытой усадочной раковиной | 1981 |
|
SU1006048A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
