Изобретение относится к станкостро нию, а именно к автоматическим станкам для чистовой обработки ципинарических де талей. Известны автоматические станки, соде жащие магазин с отсекателем, питатель, оправку с выталкивателем и отводящий ло ток И. Указанные станки предназначены для деталей простой формы и не могут быть использованы для обработки фасонных вту лок, рмеющих бурты на наружной поверхности. Известны также автоматические станки, содержащие цанговый патрон с подпру жиненным выталкивателем, магазин с ОРсекателем, питатель и приемный лоток с Неподвижным упором для сбрасывания деталей 2. Указанные автоматы также не лишены вышеуказанных недостатков. Для расширения технологических возможностей автоматических станков при чистовой обработке деталей типа втулок предлагаемый автомат снабжен установленными в магазине ограничителями-ориентаторами, а выталкиватели выполнены в ви-де шарнирно закрепленных на цанговых патронах випок, причем приемный лоток содержит ловителе, взаимодействующий с неподвижным у-пором в момент сбрасывания детали. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - сечение, В-В на фиг. 2; на фиг. 5 - виц по стрелке Г на фиг. 3; на фиг. 6 - модификация одного из элементов узла на фиг. 5; на фиг. .7 вид по стрелке Д на фиг. 2; на фиг. 8 сечение Е-Е на фиг. 7; на фиг. 9 - сечение Ж-Ж на фиг. 7; на фиг. 1О - сечение цангового патрона. На станине 1 автомата закреплен корпус 2, в подшипниках 3 которого установлен барабан 4, а в пощципниках 5 смонтированы шпиндели 6 с цанговыми патронами 7 и выталкивателями 8 в виде вилок,
37
нагруженных пружинами 9. В двух верхних цанговых патронах 7 детали 10 уаерживаются в положении обработки.
На станине 1 закреплена стойка 11с питателем в вице полого штока 12 и толкателя 13, причем шток 12 несет загружатель 14, а толкатель - головку 15.
На входе и выходе магазина 16 устаг новлены ограничители-ориентаторы 17 и 18, а отсекатель 19, связанный штырем 2О через упругий элемент 21 с рычагом 22, взш МО действует всрою очередь с регулируемым упором 23 на кронштейне 24, загружателе 14,
Приемный лоток 25 установлен с возможностью поворота и снижен ловителем 26, неподвижным упором 27 и козырьком 28.
При необходимости ловитель 26 может быть выполнен в виде поворотной призмы 29, подпружиненной пружиной 30.
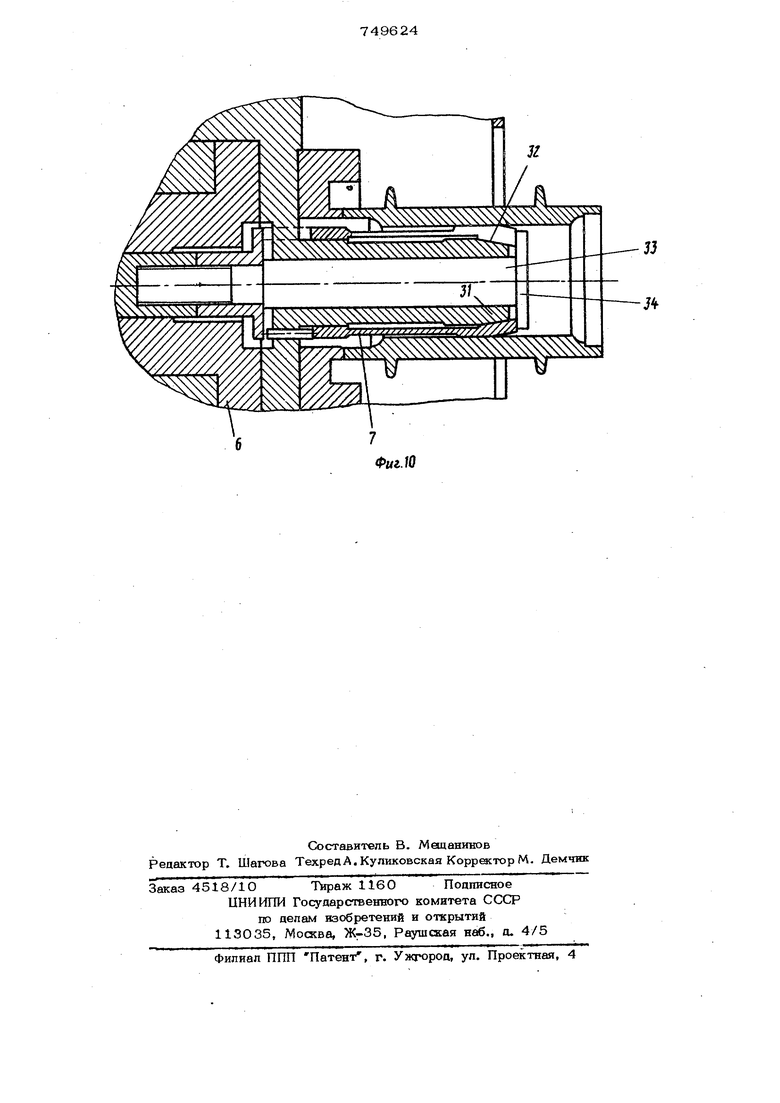
Цанговый патрон 7 снабжен внутренним конусом 31, взаимодейст ющим с неподвижно закрепленным в шпинделе 6 разжимным конусом 32 при помощи тяги 33 и головки 34. Инструмент 3S в виде суперф1тишных брусков закреплен в качающихся аер жателях 36 рабочих головок.
Автомат работает следующим образом. При обработке деталей 10 в двух верхних цанговых патронах 7 инструментом 35, в нижнем .патроне обработанная деталь снимается вилками выталкивателя 8 и сбрасывается в ловитель 26 (иливпризму 29) приемного лотка 25. При повороте приемного лотка 25 неподвижный упор 27 выталкивает деталь Ю из ловителя 26 (или призмы). Одновременно шток 12 перемещает загружатель 14с необработан ной деталью 10 к торцу нижнего патрона 7, а толкатель 13 досыпает ее в него; При ВТОМ вилки выталкивателя 8 отжимаются.
244
Поспе зажима детали 1О в цанговом патроне 7 шток 12с толкателем 13 перемещаются вправо, а кронштейн 24 через винт 23, рычаг 22 и штырь 20 взаимодействует с отсекателем 19, который пропускает очередную деталь из магазина 16 в загружатель 14. Ограничители ориентаторы 17 и 18 препятствуют попаданию в магазин 16 неправильно ориентированных деталей и ограничивают осевое смещение их при выдаче в загружатель 14.
После окончания обработки деталей 10 в верхних цанговых патронах 7 инструмент 35 отводится, барабан 4 поворачивается на угол 120, а приемный лоток 25 поднимается в исходное положение. Цикл работы автомата повторяется.
формула изобретения
Автомат для обработки деталей типа втулок, содержащий цанговые патроны с подпружиненными выталкивателями, магазин с отсекателем, питатель, приемный лоток и неподвижный упор для сбрасьюания деталей, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен установленными в магазине ограничителями - ориентаторами, а вытш1киватели вьтопнены в виде шарнирно закрепленных на цанговых патронах, вилок, причем приемный лоток содержит ловитель, взаимодействующий с неподвижным упором в момент сбрасывания детали.
Источники информации, принятые во внимание при экспертизе
1.Аннотированный перечень работ, выполненных СКВ шлифовального оборудования. Л., 1970, 1971, с. 8.
2.Малов А. Н. Загрузочные устройства для металлорежущих станков. М., 1965, с. 143, ф. 83.
ITФи2.2 20 21 Фиг.5
30
БидД
./7
оехср
т
-т
Фиг.б
-IS

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для нарезания резьбы в круглых шлицевых гайках | 1977 |
|
SU707763A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Станок для армирования металлическими кольцами бумажных патронов прядильных и крутильных машин | 1959 |
|
SU130340A1 |
| АВТООПЕРАТОР ДЛЯ ЗАГРУЗКИ И РАЗГРУЗКИ ДЕТАЛЕЙ12 | 1969 |
|
SU258003A1 |
| Загрузочное устройство | 1978 |
|
SU764936A1 |
| Автооператор для токарного многошпиндельного автомата для двусторонней обработки колец | 1987 |
|
SU1505750A1 |
| Загрузочно-разгрузочное устройство | 1977 |
|
SU667379A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| МАНИПУЛЯТОР | 2002 |
|
RU2228259C2 |




-
LX
-ь
Э
//
Фиг. 7
Ж-Ж
/5
.
