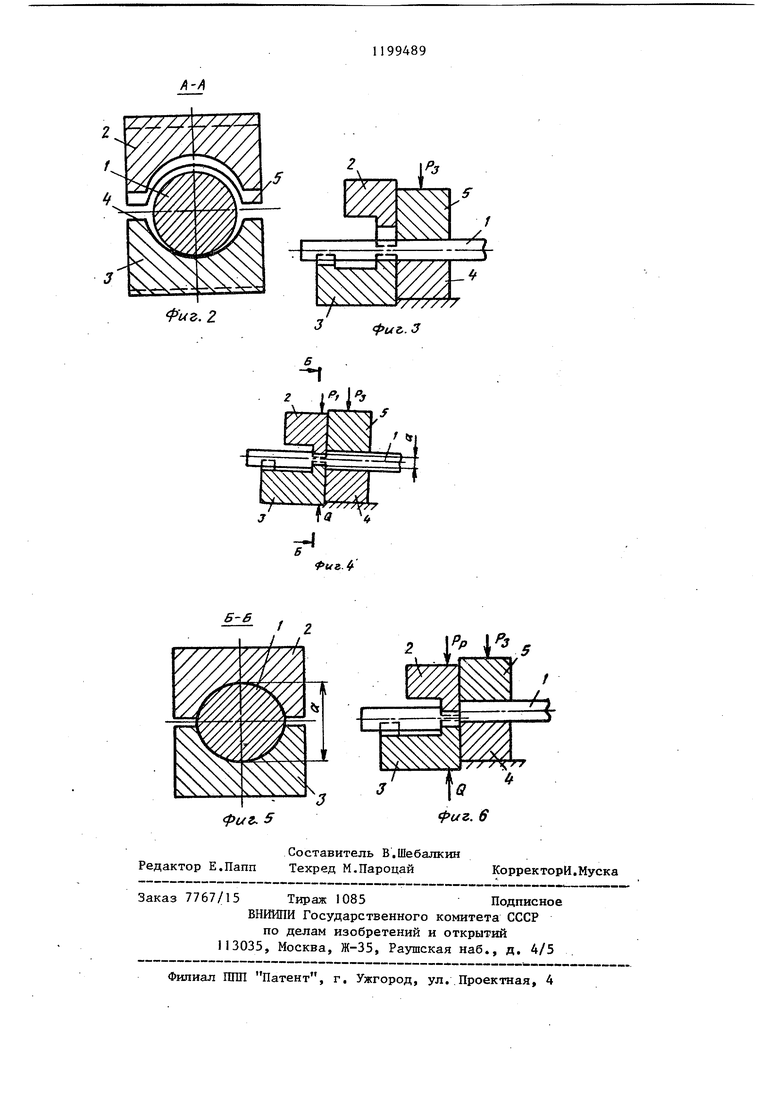
Изобретение относится к обрабо ке металлов давлением, а именно к заготовительному производству машиностроительньпс предприятий, и может быть использовано для пол чения точных заготовок по объему при резке пруткового материала. Цель изобретения ,-, повьшение точности объема отрезаемых загото вок .. На -фиг. I изображена схема под чи в штамп пруткового материала , фиг. 2 - разрез А-А на фиг-г i , на фиг. 3 - приложение усилия зажима Р и зажим прутка в полувтулке за жима и неподвижном ноже;на фиг. 4 приложение усилия формования Р и противодавления Q; на фиг. 5 разрез Б-Б на фиг. 4j на фиг. 6 приложение усилия резания Р„ и от деление заготовки от прутка. Штамп, осуществляющий способ резки пруткового материала 1, содержит полувтулочный подвижный нож 2, полувтулку 3 противодавления, неподвижный полувтулочный нож 4, полувтулку 5 зажима, осевой упор 6, установленный в рабочем по ложении, которое обеспечивается ки нематической связью 7 упора 6с полувтулочным ножом 2 и полувтулкой 3 противодавления. Пример. На гидравлическом прессе, снабженном подушкой противодавления, пруток 1 диаметром 38.(, из стали 45 подается до осевого упора 6 (фиг. 1 и 2). Подается давление,, равное ПО кг/см, в цилиндр зажима и пр ток I зажимается между полувтулка ми 5 зажима и неподвижного ножа 4 с силой Р,.5 тс (фиг. 3). Упор 6 вьшодится из контакта с прутком 1. 92 Подается .давление, равное Г10 кг/см , в цилиндр подушки противодавления и в две секции четырехсекдионного цилиндра подвижного ножа, обеспечивающее усилие противодавления Q 185 тс и переформования Р 185 тс (фиг. 4). Происходит переформование поперечного сечения прутка из номинального круглого в чечевицеобразное с некоторым частным размером а в направлении приложенных сил Q и Р, (фиг. 5). Замеряется S - отклонение размера а от номинального - косвенно, по двум базовым точкам, одна из KOIторых находится на подвижном ноже 2, а другая на полувтулке 3 противодавления.. Для прутка, имеющего номинальный диаметр d, мм, величина 37,375 мм. При допуске на диаметр от +0,4 мм до -0,7 мм величинаS колеблется от +0,63 до -1 ,0.99 мм. По измеренной величине Б корректируется с учетом знака положение осевого упора 6 на величину , где рассматриваемом примере при длине Е 100 мм и 38 мм передаточное отношение 1 -3,35. Фиксируется положение основания упора 6. Подается давление ПО кг/см в остальные две секции четырехсекционного цилиндра ножа и происходит отделение заготовки с усилием Ppei 355 тс и противодавления Q 185 тс (фиг. б).. Отведенный в нерабочее положение упор возвращается в рабочее поло жение и цикл повторяется. По сравнению с известным устройством использование предлагаемого изобретения позволяет повысить точность объема отрезаемых заготовок от пруткового материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки пруткового материала | 1983 |
|
SU1199491A1 |
| Штамп для резки проката | 1982 |
|
SU1085705A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1103966A1 |
| Упор для отмера длины заготовки | 1981 |
|
SU1100053A2 |
| Штамп для резки пруткового материала | 1985 |
|
SU1303290A1 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
| Штамп для резки проката | 1981 |
|
SU965639A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2007 |
|
RU2339489C1 |
| Штамп для резки проката на заготовки | 1983 |
|
SU1199488A2 |
| Ножницы для резки проката | 1988 |
|
SU1668061A1 |
СПОСОБ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА, включающий подачу материала до упора, зажим материала, его формование по поперечному сечению, отрезку заготовки и корректирование положения упора под следующую заготовку по размерам поперечного сечения материала после его формования, отличающийся тем, что, с целью повьшения точности объема отрезаемых заготовок, корректирование положения упора под следующую отрезаемую заготовку осуществляют после формования до отрезки заготовки. (Л 2 X-J Г1 /S / 2221 ч Vx Х N XX 4 т фиг.1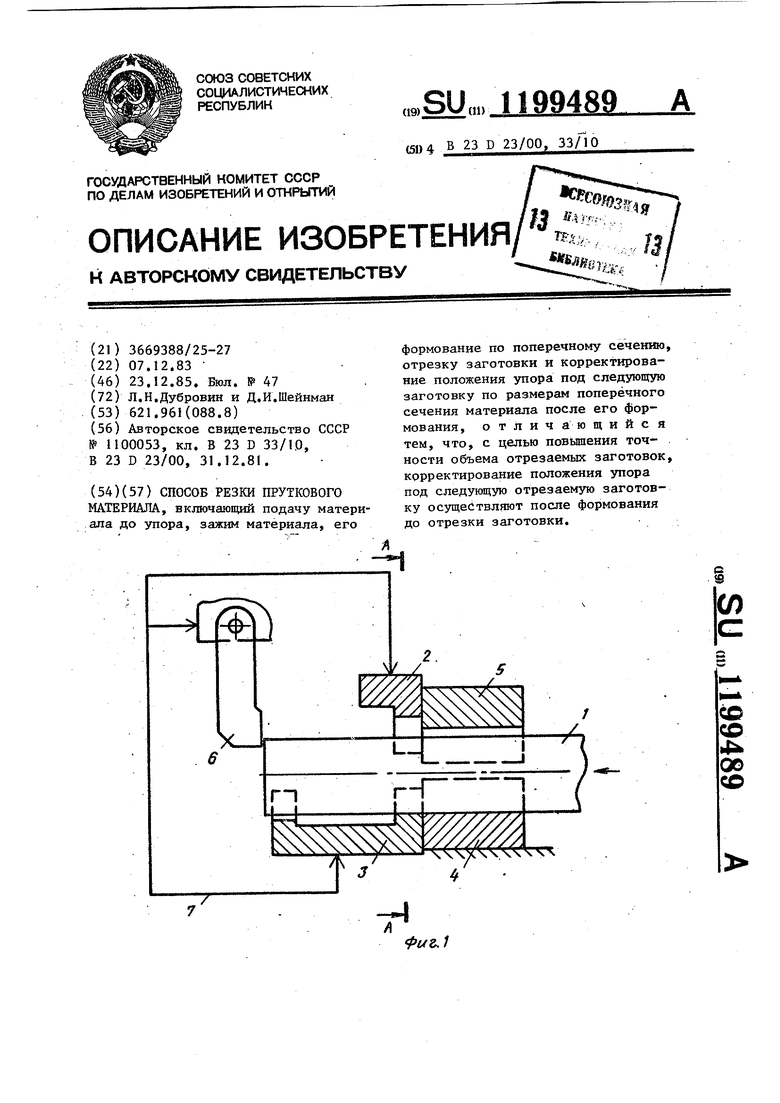
| Упор для отмера длины заготовки | 1981 |
|
SU1100053A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
