2. Мундитук по п. i, о т л и чающийся тем, что элемент для защиты рабочей части мундштука
от механического износа выполнен в виде металлического пояска, установленного на рабочем конце мунйшту|(а. 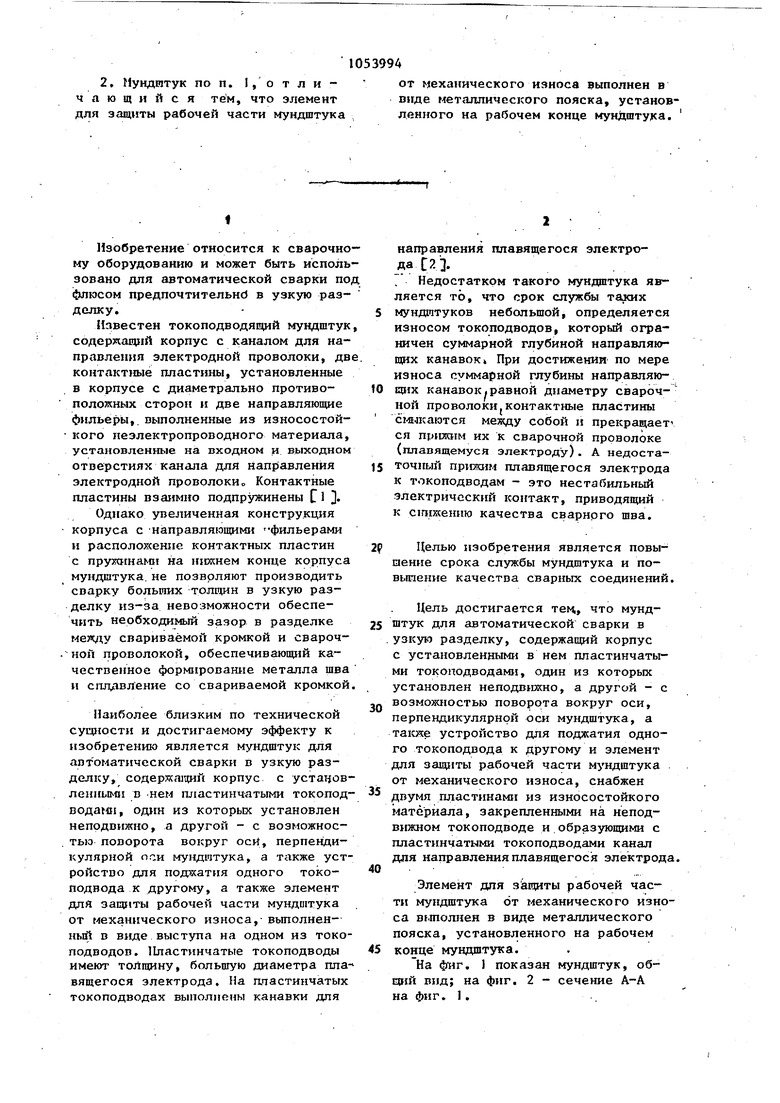
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук для дуговой сварки плавящимсяэлЕКТРОдОМ | 1979 |
|
SU841843A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1138274A1 |
| Устройство для сварки в узкую разделку деталей больших толщин | 1982 |
|
SU1078756A1 |
| Устройство для подвода сварочногоТОКА K плАВящЕМуСя элЕКТРОду | 1979 |
|
SU846159A1 |
| Мундштук для двухдуговой сварки | 1987 |
|
SU1540980A1 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В УЗКУЮ РАЗДЕЛКУ | 2012 |
|
RU2521166C2 |
| Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода | 1975 |
|
SU549287A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
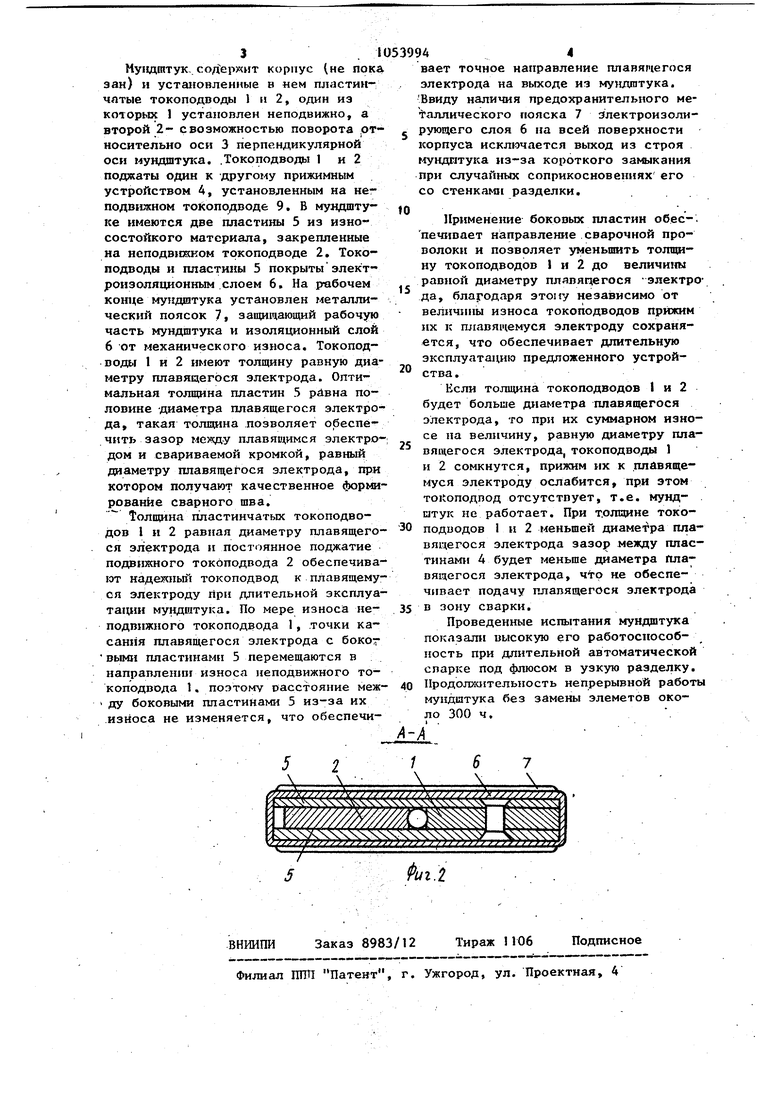
) 1. НУНтОТУК ДЛЯ АВТОМАТИЧЕС КЙ1 СВАРЮ в узкую разделку, содержа. Е корпус с установленными в нем пластинчашми токоподводами, один / из которых установлен неподвижно, Л (Л ел 00 со со 4 а другой- с возможностью поворота вокруг оси, перпендикулярной оси . V мундштука, а также устройство для поджатия одного токоподвода к другому и элемент .для защиты рабочей,части -гундштука от механического и носа, о т л и.ч аю и и и с я тем, что, с целью повышения срока службы мундштука и повышения качества сварны;с соединений, мундштук снабжен двумя пластинами из износостойкого материала, закрепленшлми на неподвижном токоподводеи образующими с пластинчатыми токоподводами канал i для направления плавящегося электрода.
Изобретение относится к сварочно му оборудованию и может быть исполь зовано для автоматической сварки по флюсом предпочтительнб в узкую разделку. Известен токоподводящий мундштук содержащий корпус с каналом для направления электродной проволоки, дв контактные пластины, установленные в корпусе с диаметрально противоположных сторон и две направляющие фильеры,, выполненные из износостой кого неэлектропроводного материала, установленные на входном и выходном отверстиях канала для направления электродной проволокио Контактные пластины взаимно подпружинены С 1 }. Однако увеличенная конструкция корпуса с Направляющими фильерами и расположение, контактных пластин с пруж1ша№1 на ншкнем конце корпуса мундштука, не позврляют производить сварку больших толщин в узкую разделку из-за невозможности обеспечить необходимый зазор в разделке свариваемой кромкой и свароч ной проволокой, обеспечивающий качественное формирование металла шва и сштдвление со свариваемой кромкой Наиболее близким по технической сущности и достигаемому эффекту к изобретению является мундштук для автоматической сварки в узкую разделку, содержащий корпус с устацовленнь&о в нем пластинчатыми токоподводаш, один из которых установлен неподвижно, а другой - с возможностью поворота вокруг оси, перпендикулярной пси мундштука, а также устройство для поджатия одного токоподвода к другому, а также элемент для защиты рабочей части мундштука от механического износа, вьшолненньй в виде выступа на одном из токоподводов. Пластинчатые токоподводы имеют толщину, большую диаметра плавящегося электрода. На пластинчатых токоподводах выполнены канавки дпя направления плавящегося злектрода С2. Недостатком такого мундштука является то, что срок службы тажих мундштуков небольшой, определяется износом токоподводов, который ограничен суммарной глубиной направляю щих канавок При достижении по мере износа суммарной глубины направляющих канавокравной диаметру свароч- ной проволокиJконтактные пластины сшлкаются между собой и прекращает ся прижим их к сварочной проволоке (плавящемуся электроду). А недостаточный прижим плавящегося электрода к токоподводам - это нестабильный электрический контакт, приводящий к сшрхешш качества сварного щва. Целью изобретения является повышение срока службы мундштука и повыпение качества сварных соединений. Цель достигается теп, что мундштук для автоматической сварки в узкую разделку, содержащий корпус с установленными в нем пластинчатыми токоподводами, один из которых установлен неподвижно, а другой - с возможностью поворота вокруг оси, перпендикулярной оси мундштука, а та1сяе устройство для поджатия одного токоподвода к другому и элемент для защиты рабочей части мундштука от механического износа, снабжен двумя пластинами из износостойкого материала, закрепленными на неподвижном токоподводе и образзпощими с пластинчатыми токоподводами канал для направления плавящегося электрода. Элемент дпя защиты рабочей части мундштука от механического износа вьтолнен в виде металлического пояска, установленного на рабочем конце мундштука. На фиг. 1 показан мундштук, обofifi вид; на фиг. 2 - сечение А-А на фиг. 1. Мундштук, содерхшт корпус (не пока эан) и установленные в нем пластинчатые токоподводы 1 и 2, один из которых 1 устаноплен неподвнжно, а второй 2- с возможностью поворота .относительно оси 3 перпендикулярной оси мундшту1са. .Токоподводы 1 и 2 поджаты один к другому прижимным устройством А, установленным на неподвижном токоподводе 9. В муидштуке имеются две пластины 5 из износостойкого материала, закрепленные на неподвижком токоподводе 2, Токоподводы и пластины 5 покрыты электроизоляционным слоем 6, На рабочем конце мундштука установлен металлический поясок 7 защищающий рабочую часть мундштука и изоляционный слой 6 от механического износа. Токоподводы 1 и 2 имеют толщину равную диаметру плавящегося электрода. Оптимальная толщина пластин 5 равна половине -диаметра плавящегося электро да, такая толщина .позволяет обеспечить зазор между плавящимся электро дом и свариваемой кромкой, равный диаметру плавящегося электрода, при котором получают качественное форми рование сварного шва. Толщина пластинчатых токоподводов 1 и 2 равная диаметру плавящего ся электрода н постоянное поджатие подвижного токоподвода 2 обеспечива ют надежньп токоподвод к плавящему ся электроду при длительной эксплуа тации мундштука. По мере износа неподвижного токоподвода 1, .точки касания плавящегося электрода с боког выми пластинами 5 перемещаются в направлении износа неподвижного токоподвода 1. поэтому расстояние меж ду боковыми пластинами 5 из-за их износа не изменяется, что обеспечи..ГГДи
У ух/УХУ ХХУ л /Т|Г/XХ|У / f //i// f j jL /
6
7 А.
вает точное направление плавящегося электрода на выходе из мундштука. Ввиду наличия предохранительного меаллического пояска 7 злектроизолиующего слоя 6 на всей поверхности орпуса исключается выход из строя ундптука из-за короткого замыкания ри случайных соприкосновениях его о CTeHKaNoi разделки. Применение боковых пластин обес-. печивает н&правление сварочной проволоки и позволяет уменьшить толщину токоподводов I и 2 до величины равной диаметру плавящегося -электрода, благодаря этому независимо от величины износа токоподводов прижим пх к плавя1чемуся электроду сохраняется, что обеспечивает длительную эксплуатацию предложенного устройства. Если толщина токоподводов I и 2 будет больше диаметра плавящегося электрода, то при их суммарном износе на величину, равную диаметру плавящегося электрода, токоподводы 1 и 2 сомкнутся, прижим их к плавящемуся электроду ослабится, при этом тоКоподпод отсутствует, т.е. мундштук не работает. При толщине токоподводов 1 и 2 меньшей диаметра плавящегося электрода зазор между пластинами 4 будет меньше диаметра Плавящегося электрода, что не обеспечивает подачу плавящегося электрода в зону сварки. Проведенные испытания мундштука показаш высокую его работоспособность при длительной автоматической с:парке под флюсом в узкую разделку. Продолжительность непрерывной работы мундштука без замены элеметов около 300 ч.
| I | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США 4213025, кл, 219-73,2, 15.07.80 (прототип). | |||
