со со со
о
со
со
ll.io6 H renne относится к оо(;рудоианик) д. 1я сиарочных работ и может найти применение в различных отраслях машино- сгроения, в том чис-ле и : нергома1нино- строения, при осучцествлении иронессов на- нлавки плоскостей различного профиля.
Целью изобретения является регу. 1нрова- ние конфигурации наплавляемого слоя при многоулектродной наплавке путем реглли- рования количества плавяпшхся алектро- дов и обеспечения возможности поочеред- пой замены нлавяпи1хся -электродов.
На фиг. 1 токонодводящий узел мунд нтука, разрез А- А на фиг. 2; на ()И1. 2 - ТОКОПОДВОДЯП1ИЙ узе.т мундштука, вид све|)ху; на фиг. 3 - 5 - некоторые варианты взаимного положения канавок для направления плавящегося электрода.
Мундн1тук содержит токоподводящий узе.1, СОСТОЯШ.ИЙ из двух элемептов, а имен- |о наконечника 1 п корнуса 2, соеди- nenniiix пакидпой крьппкой 3 для фиксапин токоподводящего узла в сборе.
Наконечник 1, имеющий форму усечеп- конуса, размещен в конусообразпой полости корпуса 2 (фиг. 1 и 2). Наконеч- П1К 1 вьп1ол}{ен с хвостовиком 4.
К|)Ы1пка 3 имеет окружные прорези 5 для свободного пропускания плавящихся элек- гродов (электродных нроволок) 6 к токопод- водяп1им каналам 7.
Корпус 2 жестко связан с накидной к|)ын1кой 3 и шдпружинен относительно наконечника I посредством пружины 8, которая размещена между верхним торцом конической части наконечника 1 и внутренним нижним торпом крышки 3.
В токоподводящем узле один из эле- .ментов (наконечник 1 или корпус 2) имеет возможность нлосконараллельпого переме- П1еппя и фиксированио1 о поворота относи- Tc.ibHO другого элемента. Крыщка 3 с корпусом 2 вьпюлнена поворотной относительно наконечника 1 (фиг. 1 и 2). В этом случае хвостовик 4 наконечника 1 закрепляет- ся на мунд|нтуке и несет на себе опорную планку 9, к которой прикреплено полукольцо 10 с ;1унками 11. Полукольцо 10 связано 11ос)едством фиксатора 12 с рычагом 13 крын1ки 3. Рычаг 13 служит для поворота связанной с ним крын1ки 3 относительно оси наконечника 1 в горизонтальной n. HJCKOCTH.
Кроме того, крышка 3, а значит и корпус 2, под действием пружины 8 обеспечены возможностью плосконараллельного (вертикального) перемещения относительно наконечника I но его хвостовику 4.
Полукольцо И) и.меет два высту 1а 14, ограничивающие крайние перемещения ры- ча1 а 13 при его повороте.
Паконечник 1 на конусной поверх- пости имеет сквозные продольные канавки 15. Корпус 2 на своей внутренней пг)- верхности также и.меет продо,тьные канав
5
5
0
s 0
0
5
0
5
кп И), которые заданным (л ))азом сориентированы (jTHOcme.ibno канавок 15 и .между собой (фиг. 3, 4).
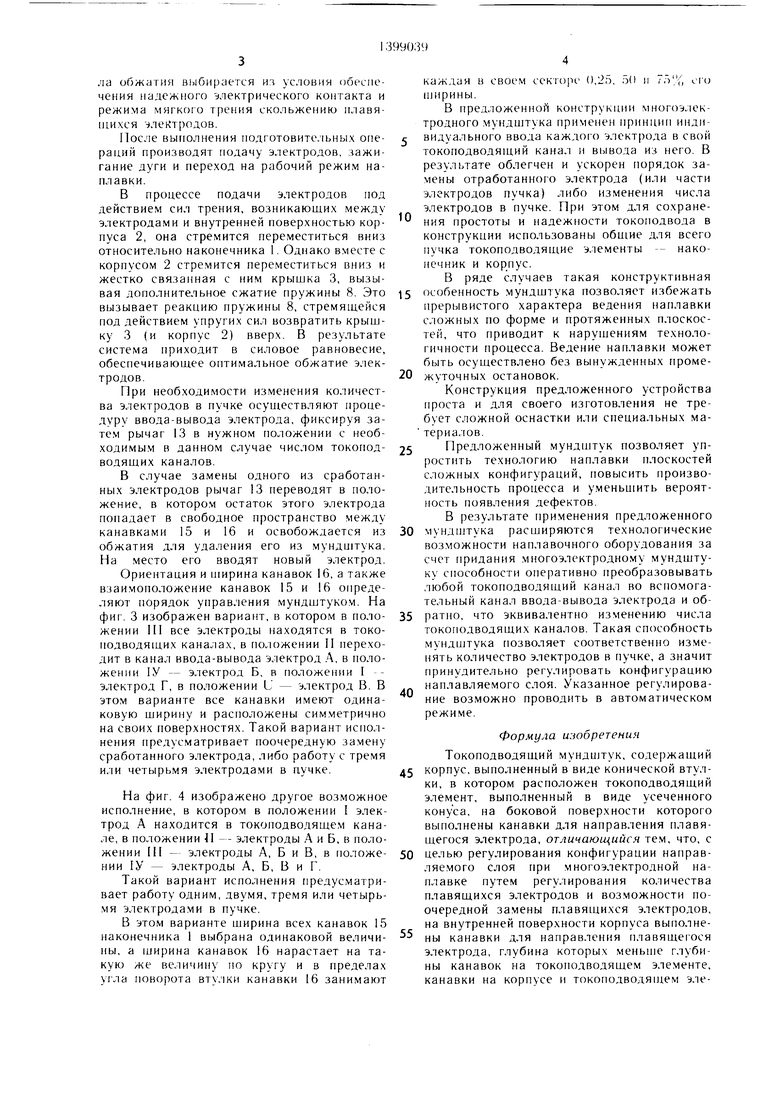
Каждая из канавок 15 наконечника 1 участвует в образовании либо токоподводя- щего кана.та 7, либо канала ввода- вывода 17 плавящегося электрода 6. В тех положениях рычага 13, когда параллельно канавке 15 расположена часть смежной внутренней поверхности корпуса корпуса 2 без канавки,образован токоподводящий канал 7, обжимающий и, 1авяц1.ийся э.тектрод 6.
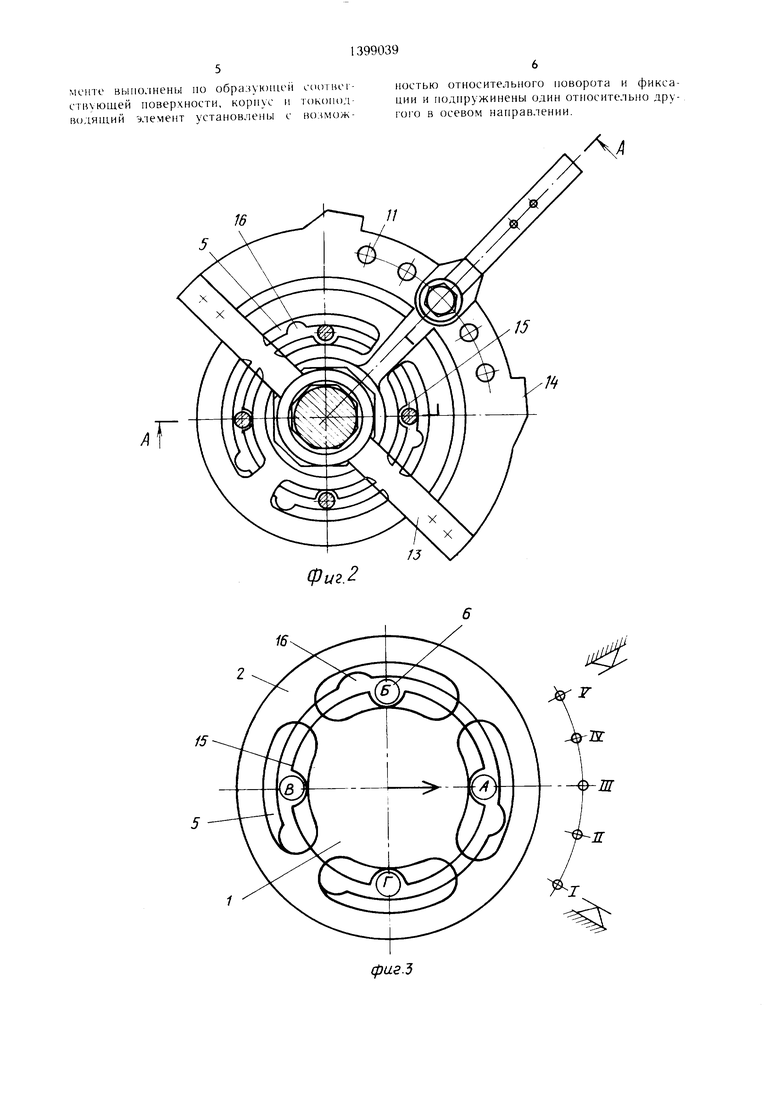
В других ноложениях рычага 13, когда па- ра. 1лельно канавке 15 расноложе}|а канавка 16 корпуса 2, образуется канал ввода - вывода 17 (фиг. 5). Такое совмеп1енное no;io- жение канавок 15 и 16 служит для свободного прохождения плавяпаегося электрода 6 при его заправке или удалении.
Глубина канавок 15 наконечннка 1 выби- )ается несколько болыпе глубины канавок 16 корнуса 2.
Когда хотя бы один электрод 6 поджат в токоподводящем канале 7, соблюдается сле- дуюп1ее пеобходимое условие: величина зазора 18 между поверхностью наконечника 1 и внутренней новерхностью корнуса 2 но канавке 16 меньше диаметра электрода. При этом любой другой электрод не может выйти из каиавки 15, нереместив1нись но зазору влево пли внраво, если напротив канавки 15 рас полагается канавка 1(з, т. е. в том случае, ес- лн этот электрод в данном положении ры- 4ai a 13 вошел в капал ввода- -вывода 17 п освободился из поджатия.
Паконечник и корпус изготавливаются из материала с хорон1ей электрогтровод- постью, например износостойкого медного сплава.
В мундп1туке вынолняются нанравляю- П1ие каналы д.тя подачи плавяпцгхся электродов в токоподводящий узел (не пока- запы).
Устройство работает следующим образо%.
Мундштук закрепляют в сварочной головке. Осуществляют проталкивание плавящихся электродов через направляющие каналы .мундштука в каналы ввода -вывода 17, д.1я чего выбирают ноложение рыча1-а 13, нрн котором совмещаются нужные нары канавок 15 и 16. Затем при повороте рычага 13 канавки 16 смен1аются в сторону, а электрод входит в зазор между новерхностью канавки 15 и внутренней поверхностью корпуса 2. Далее таким же образом поочередно в токонодводящие каналы 7 вводят остальные электроды нучка. Пск ле заправок электродов 13 оставляют в таком положении, когда все электроды номещены в токоиодводящие каналы 7. Под действием пружины 8, ст)емя1цейся отжать крьпцку 3, а вместе с пей и корпус 2 вверх относи- гельпо наконечпика 1, достигается прижатие Э-лектродов в гокопсздводящих капалах 7. (л1ла обжатия выбирается ия условия обеспечения надежного электрического контакта и режима мягкого трения скольжению плавя- Н1ИХСЯ электродов.
После выполнения подготовительных оне- раций производят подачу электродов, зажигание дуги и переход на рабочий режим наплавки.
В процессе подачи электродов под действием сил трения, возникающих между электродами и внутренней поверхностью корпуса 2, она стремится переместиться вниз относительно наконечника 1. Однако вместе с корпусом 2 стремится переместиться вниз и жестко связанная с ним крышка 3, вызывая дополнительное сжатие пружины 8. Это вызывает реакцию пружины 8, стремящейся под действием упругих сил возвратить крышку 3 (и корпус 2) вверх. В результате система приходит в силовое равновесие, обеспечивающее оптимальное обжатие электродов.
При необходимости изменения количества электродов в пучке осуществляют процедуру ввода-вывода электрода, фиксируя затем рычаг 13 в нужном положении с необходимым в данном случае числом токопод- водящих каналов.
В случае замены одного из сработанных электродов рычаг 13 переводят в положение, в которо.м остаток этого электрода попадает в свободное пространство между канавками 15 и 16 и освобождается из обжатия для удаления его из мундн1тука. На место его вводят новый электрод.
Ориентация и нирина канавок 16, а также взаимоноложение канавок 15 и 16 определяют порядок управления мундштуком. На фиг. 3 изображен вариант, в котором в положении III все электроды находятся в токо- НОДВОДЯ1ЦИХ каналах, в положении II пере.хо- дит в канал ввода-вывода электрод А, в положении 1У - электрод Б, в положении I электрод Г, в положении U - электрод В. В этом варианте все канавки имеют одинаковую ширину и расположены симметрично на своих поверхностях. Такой вариант исполнения нредусматривает поочередную замену сработанного электрода, либо работу с тремя или четырьмя электродами в пучке.
На фиг. 4 изображено другое возможное исполнение, в которо.м в положении I электрод А находится в токоподводящем канале, в положении И - электроды А и Б, в положении III - электроды А, Б и В, в положении 1У - электроды А, Б, В и Г.
Такой вариант исполнения нредусматривает работу одним, двумя, тремя или четырьмя электродами в пучке.
В этом варианте щирина всех канавок 15 наконечника 1 выбрана одинаковой величины, а ширина канавок 16 нарастает на такую же величину но кругу и в пределах угла поворота втулки канавки 16 занимают
0
каждая в своем секторе 0,25, э(1 и 7Г)(, oi o ширины.
В нредложенной конструкции многоэлектродного мундштука применен прннцип индивидуального ввода каждого электрода в свой токоподводящий канал и В1)1вода из него. В результате облегчен и ускорен порядок замены отработанного электрода (или части электродов пучка) либо изменения числа электродов в пучке. При этом для сохранения простоты и надежности токоподвода в конструкции использованы общие для всего пучка токоподводящие элементы -- наконечник и корпус.
В ряде случаев такая конструктивная
5 особенность мундщтука позволяет избежать прерывистого характера ведения наплавки сложных по форме и протяженных плоскостей, что приводит к нарущениям технологичности процесса. Ведение нанлавки может быть осуществлено без вынужденных проме0 жуточных остановок.
Конструкция предложенного устройства нроста и для своего изготовления не требует сложной оснастки или специа,льных ма- териалов.
5 Предложенный мундштук позволяет упростить технологию наплавки плоскостей сложных конфигураций, повысить производительность процесса и уменьшить вероятность появления дефектов.
В результате применения предложенного
0 мундп тука расширяются технологические возможности наплавочного оборудования за счет придания многоэлектродному мундштуку способности оперативно преобразовывать любой токоподводящий канал во вспомогательный канал ввода-вывода электрода и об5 ратно, что эквивалентно изменению числа токоподводящих каналов. Такая способность мундштука позволяет соответственно изменять количество электродов в пучке, а значит принудительно регулировать конфигурацию наплавляемого слоя. Указанное регулирование возможно проводить в автоматическом режиме.
Формула изобретения
Токоподводящий мундштук, содержащий 5 корпус, выполненный в виде конической втулки, в котором расположен токоподводящий элемент, выполненный в виде усеченного конуса, на боковой поверхности которого выполнены канавки для направления плавящегося электрода, отличающийся тем, что, с 0 целью регулирования конфигурации направляемого слоя при многоэлектродной наплавке путем регулирования количества плавящихся электродов и возможности поочередной замены плавящихся электродов, на внутренней поверхности корпуса выполне0
5
ны канавки для направления плавящегося электрода, глубина которых меньше г,1уби- ны канавок на токонодводящем элементе, канавки на корпусе и токоподводящем элемеито выгю. шены по образующей чшпим- ствующей поверхности, корпус и токопол- иодяпшй элемент установлепы с нозможпостью относительпого поворота и фпкса- цни и подпружинены один отпосительпо другого в осевом пагфавлепии.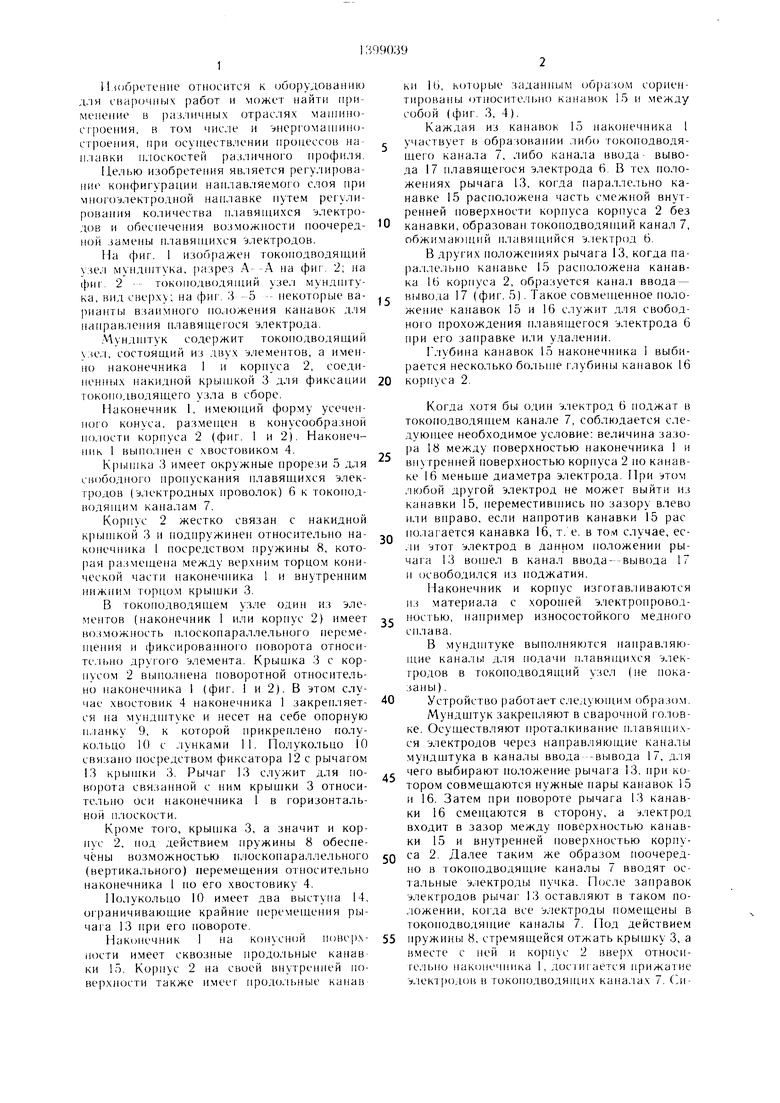
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук для двухдуговых сварочных горелок | 1982 |
|
SU1055600A1 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |
| Токоподводящий контакт | 1983 |
|
SU1152745A1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Токоподводящий мундштук к устройствам для дуговой сварки | 1986 |
|
SU1428542A1 |
| Мундштук для многоэлектродной дуговой сварки | 1976 |
|
SU670401A1 |
| Мундштук к горелкам для электродуговой сварки плавящимся электродом | 1982 |
|
SU1123805A1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Контактный наконечник к горелкам для электродуговой сварки | 1978 |
|
SU766782A1 |
Изобретение относится к оборудованию для сварочных работ и .может найти применение в различных отраслях машиностроения, в том числе и энергомаширю- строении, при осуществлении процессов наплавки плоскостей различного профиля. Цель - регулирование конфигурации на- нлавляемого слоя при многоалектродно наплавке путем регулирования количества ii.ia- вящихся электродов и обеспечения во.мож- ности поочередной замены плавящихся электродов. Заправку п.тавящегося электрода осуществляют в каналы ввода- вывода, образованные совмеи1ением канавок 1Г и 16. Нри повороте рычага канавки 16 смеп1ак)гся в сторону. Электрод входит в зазор между поверхностью канавки 15 и внутренней поверхностью корпуса. Благодаря действию пружины, стремяп1ейся отжать крьипку, жестко связанную с корпусом, вверх относительно наконечника 1,обеспечивается надежный электрический контакт электродов с то- коподводящим узлом. При необходимости и.з- менения количества электродов в пучке 1цеств,тяют процедуру ввода --вывода э.чек- трода, фиксируя рычаг в нужном положении с необходимым числом токоподводящих каналов. 5 ил. А /i « сл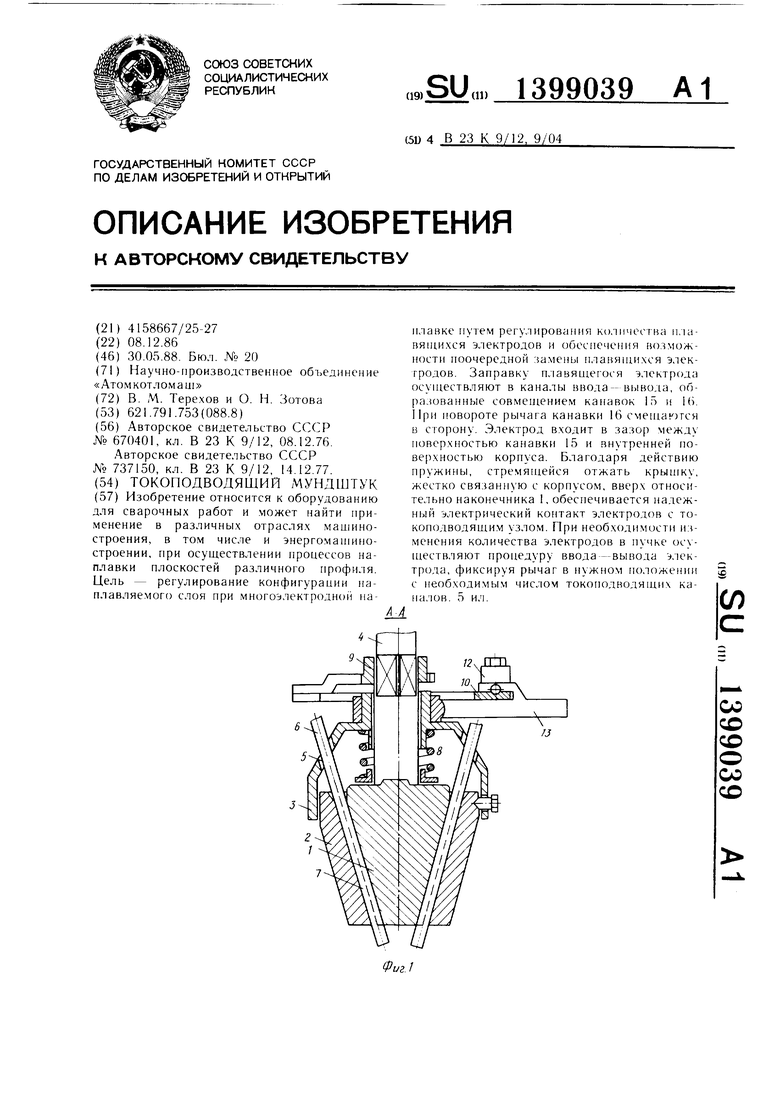
ю
16
/
фие.З
16
фаг. 5
| Мундштук для многоэлектродной дуговой сварки | 1976 |
|
SU670401A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Контактный наконечник к горелкам для электродуговой сварки плавящимся электродом | 1977 |
|
SU737150A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
