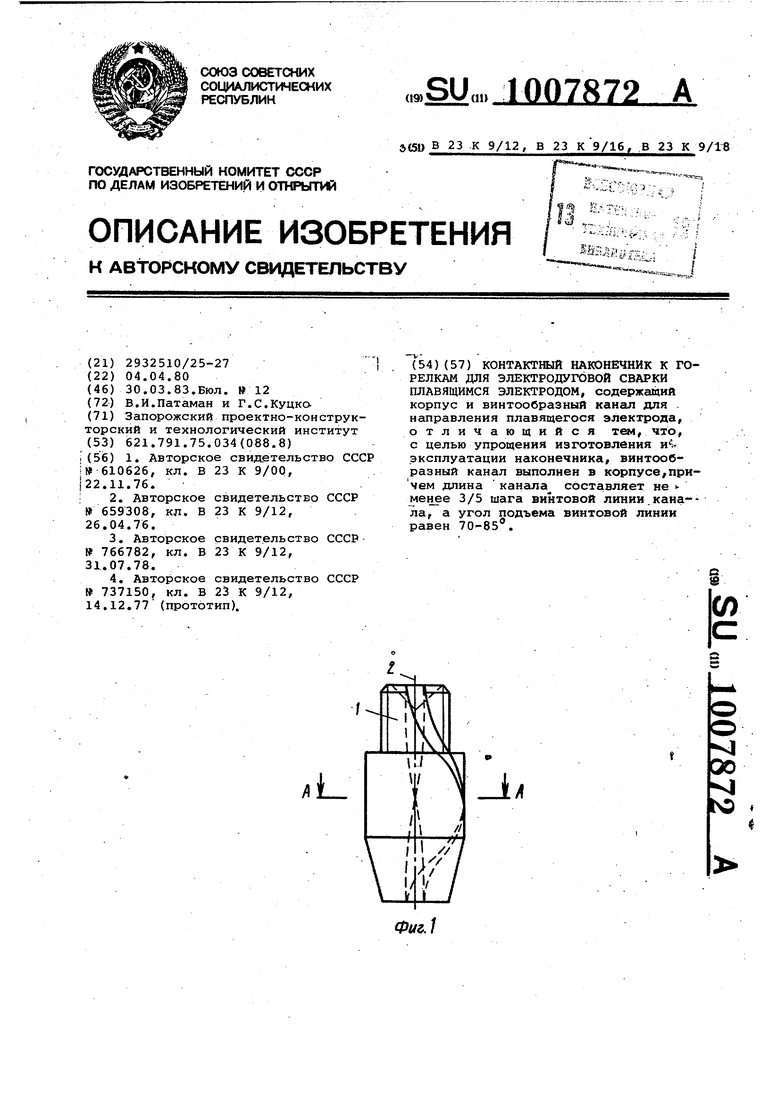
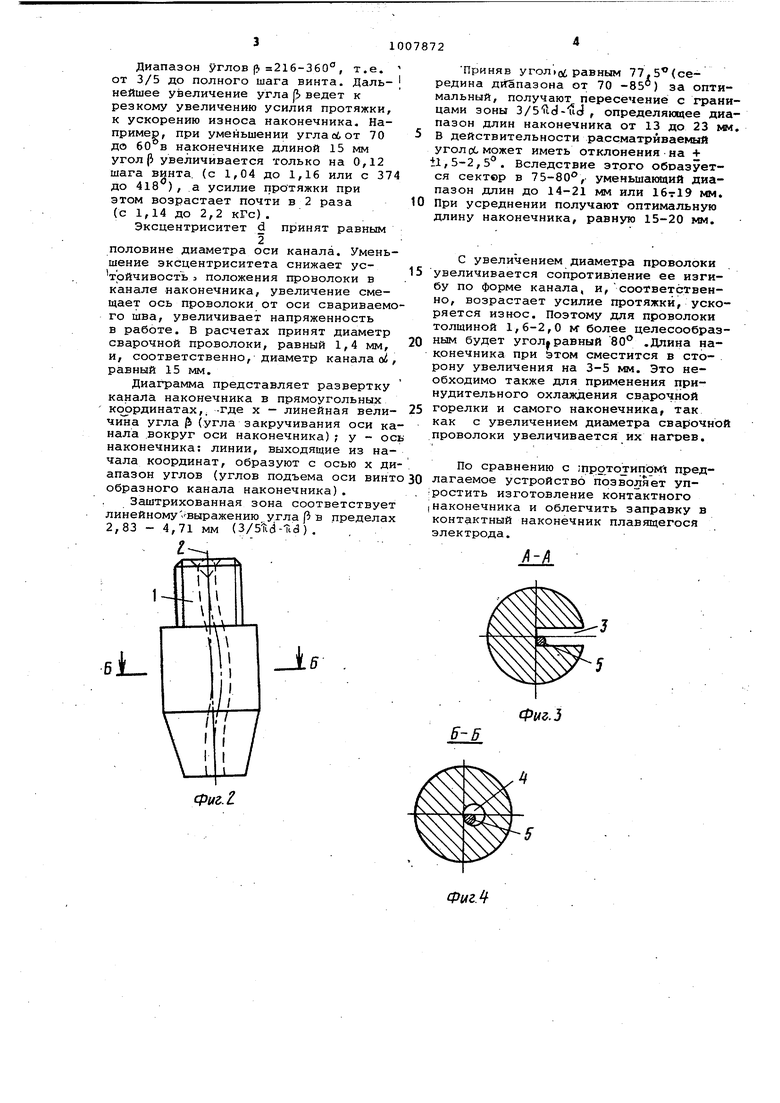
Изобретение относится к -оборудо нию для дуговой сварки в среде защитных газов и может найти широкое применение в головках и горелках с рочных полуавтоматов и другом обор довании. Известен контактный наконечник сварочным горелкам и головкам, выполненный в виде нескольких, установленных встык втулок, плоскости соприкосновения торцов.которых рас положены под углом к оси канала, отличным от прямого. При этом втул ки подпружинены относительно корпу са и установлены с зазором по отнршению к его стенкам, а оси прямолинейных участков канала смешены ГЛ . Недостаток такого наконечникасложность конструкции и ненадежность вследствие наличия перехо , ного контакта между корпусом и втулкой, соприкасающиеся поверхности которых окисляются и загрязняются в процессе эксплуа тации. Известен токоподводящи Й мундштук содержащий установленный в корпусе направляющий элемент и контактный наконечник, оси каналов Которых сме щены один относительно другого. При этом направляющий элемент выполнен в виде цилиндра с гладкой наружной поверхностью, установленного с возможностью осевого перемещения относительно корпуса и подпружиненнсгго в том же направлении 2 , Недостаток его также - сложность конструкции. Известен контактный наконечник к горелкам для электродуговой сварки плавящимся электродом,содержащий корпус и размещенный в нем с зазором токоподводящий элемент с выполненными по его наружной поверх ности продольными канавками, образующими совместно;-.: с внутренней поверхностью корпуса каналы для направления плавящегося электрода. Канавки на токоподводящем элементе выполне;ны синусоидальной формы с радиусом кривизны, выбранным в соот ветствии с соотношением - 25d 3. Недостатком данного устройства является сложность введения сварочной проволоки, для чего йеобходимо разобрать наконечник. Кроме TorOj при совпадении оси спирали подающего шланга с осью корпуса ось спирали не совпадает ни с одной из ;канавок, образующих каналы для направления плавящегося электрода, поэтому в собранный контактный наконечник проволоку ввести трудно. Изготовление наконечника является довольно сложным, требующим применения точного инструмента, процессом Наиболее близким по технической 1 сущности к предлагаемому является контактный йаконечник к горелкам для электродуговой сварки плавящимся электродом, содержащий корпус, в полости которого размещен токоподводящий элемент, выполненный с винтовыми канавками на его поверхности, образующими с корпусом, винтообразный канал для направления электрода. Токоподводящий элемент выполнен в виде усеченного конуса . Недостаток известного устройствасложность выполнения винтообразных канавок на конусном токоподводящем -элементе, кроме того,затруднен ввод плавящегося электрода в винтообразный канал, образованный внутренней поверхностью корпуса контактного наконечника и винтовыми канавками на поверхности токопроводящего элемента. Цель изобретения - упрощение изготовления и эксплуатации наконечника. Поставленная цель достигается тем, что в контактном наконечнике к горелкам для электродуговой сварки плавящимся электродом, содержащем корпус и винтообразный канал для направления плавящегося электрода, этот канал выполнен в корпусе, причем его длина составляет не менее 3/5 шага винтовой линии канала, а угол подъема винтоой линии равен 70-85 . На фиг. 1 показан контактный наконечник с прямоугольным сечением канала, вариант; на фиг, 2 - то же с круглым сечением канала на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 2;на фиг. 5 - диаграмма для определения оптимальной длины контактного наконекника. наконечник представляет собой деталь преимущественно цилиндрической формы с. резьбовым концом 1 для соединения с головкой сварочной горелки. Внутри наконечника имеется винтообразный относительно, напримерлОси 2 наконечника канал прямоугольного 3 или круглого 4 сечения для сварочной проволоки 5. При эксплуатации сварочную проволоку 5 проталкивают по каналу 3 или 4, которая .в силу, своей упругости стремится своей осью совместиться с осью 2 винтообразного канала в наконечнике.. Для определения оптимальной длины наконечника разработана диаграмма (фиг. 5). В основу диаграммы положены три параметра: угол подъема оси винтообразного к$.нала об, угол. закручивания оси канала вокруг оси наконечниками эксцентриситет оси Канала по отношению к оси наконечника d. 2 Диапазон угловр 216-360°, т.е. от 3/5 до полного шага винта. Дальнейшее увеличение угла Jb ведет к резкому увеличению усилия протяжки, к ускорению износа наконечника. Например, при уменьшении углаобот 70 до 60 в наконечнике длиной 15 мм угол (i увеличивается только на 0,12 шага винта, (с 1,04 до 1,16 или с 374 до 418 ) , а усилие протяжки при этом возрастает почти в 2 раза (с 1,14 до 2,2 кГс). Эксцентриситет d принят равным половине диаметра оси канала. Уменьшение эксцентриситета снижает устрйчивость 3 положения проволоки в канале наконечника, увеличение смещает ось проволоки от оси свариваемо го шва, увеличивает напряженность в работе. В расчетах принят диаметр сварочной проволоки, равный 1,4 мм, и, соответственно, диаметр канала, oi , равный 15 мм. Диаграмма представляет развертку канала наконечника в прямоугольных ксэррдинатах,. -где х - линейная величина угла |S (угла закручивания оси ка нала .вокруг оси наконечника) ; у - ос наконечника: линии, выходящие из начала координат, образуют с осью х ди апазон углов (углов подъема оси винт образного канала наконечника). Заштрихованная зона соответствует линейномуВыражению угла р в пределах 2,83 - 4,71 мм (3/5tid-Ttd) . , Приняв равным 77.5(середина диапазона от 70 -85°) за оптимальный, получают пересечение с границами зоны 3/5iLcJ-uc} , определяющее диапазон длин наконечника от 13 до 23 мм. В действительности рассматриваемый угол оС может иметь отклонения на + 1,5-2,5°. Вследствие этого обоазуется сектвр в 75-80, уменьшакядий диапазон длин до 14-21 мм или 16т19 мм. При усреднении получают оптимальную длину наконечника, равную 15-20 мм. С увеличением диаметра проволоки увеличивается сопротивление ее изгибу по форме канала, и,соответственно, возрастает усилие протяжки, ускоряется износ. Поэтому для проволоки толщиной 1,6-2,0 м более целесообразным будет угол равный 80° .Длина наконечника при 5ТОМ сместится в сто- . рону увеличения на 3-5 мм. Это необходимо также для применения принудительного охлаждения сварочной горелки и самого наконечника, так как с увеличением диаметра сварочной проволоки увеличивается их нагрев. По сравнению с шрото типоМ предлагаемое устройство позволяет уп ростить изготовление контактного (Наконечника и облегчить заправку в контактный наконечник плавящегося электрода.
а
6
Фиг. 2.
А
Фиг. 5
В-Б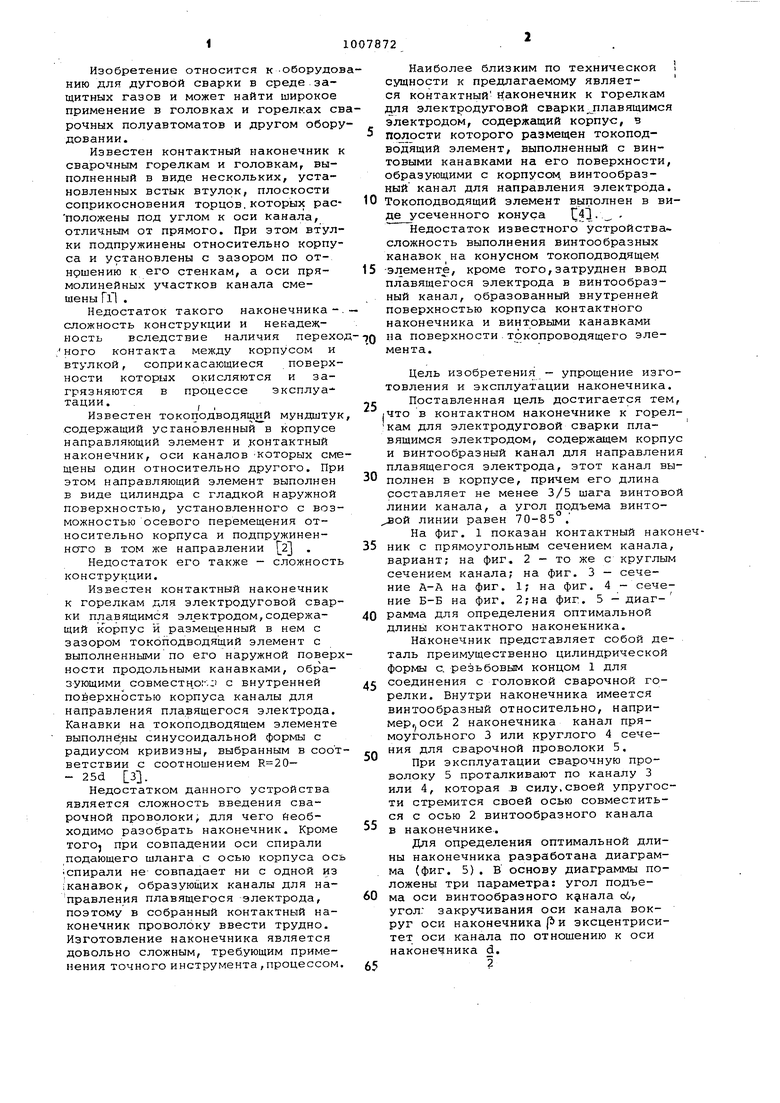
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактный наконечник к горелкам для электродуговой сварки | 1978 |
|
SU766782A1 |
| Контактный наконечник к горелкам для электродуговой сварки плавящимся электродом | 1977 |
|
SU737150A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1991 |
|
RU2023555C1 |
| Горелка для дуговой сварки | 1987 |
|
SU1488155A1 |
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Горелка для электродуговой сварки в защитных газах | 1988 |
|
SU1698000A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU1058732A1 |
| Мундштук к горелкам для электродуговой сварки плавящимся электродом | 1982 |
|
SU1123805A1 |

КОНТАКТНЫЙ НАКОНЕЧНИК К ГОРЕЛКАМ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ, содержащий корпус и винтообразный канал для . направления плавящегося электрода, отличающийся тем, что, с целью упрощения изготовления и эксплуатации наконечника, винтообразный канал выполнен в корпусе,причем длина канала составляет не менее 3/5 шага винтовой линии.кана-ла, а угол подъема винтовой линии равен 70-85. Фиг. 1