Изобретение относится к сварке, в частности к дуговой сварке плавящимся электродом в защитных газах, и может быть использовано в конструкциях мундштуков сварочных головок и горелок для сварки плавящимся электродом с увеличенным вылетом.
Известен мундштук для дуговой сварки с увеличенным вылетом электро да, содержащий нетокопроводящую вставку со сквозным цилиндрическим каналом I.
Недостатками этого устройства является то, что при износе цилиндрического канала в нетокопроводящей вставке, вставку заменяют новой, т.е. невелик срок службы вставок, и мундштук рассчитан на работу с определенной величиной вылета электрода .
Известен мундштук для дуговой сварки, содержащий токопроводящую свечу со сквозньм прямоугольньм отверстием в ее нижней части, в котором установг ен сменный наконечник в диска. Диск выполнен разрезным по диаметра.пьной плоскости а на каждой половинке на разных -ее сторонах выполнены взаимно перпендикулярные канавки для образования канала
для направления плавящегося электрода 2.
В известном устройственедостаточно увеличен срок службы наконечника, и кроме того, устройство применимо только при сварке с нормальным вылетом электрода.
Наиболее близким по технической
10 сущности и достигаемому эффекту к изобретению является устройство для дуговой сварки в защитных газах плавящимся электродом с увеличенные вылетом, содержащее токоподводящий
15 мундштук, на котором через изоляционную втулку установлено сопло с выходным каналом, а также нетокопроводящую вставку с каналом для направления электрода, ь нетокопро20водящей BCTaBKie канал для направления электрода выполнен коническим с большим сечением у входного отверстия, а его ось смещена относительно канала мундштука 3.
25
Недостатком известного устройства является невозможность регули.рования вылета электрода, что приводит к снижению качества сварных
30 шв-ов.
Целью изобретения является повышение качества сварных швов путем регулирования вылета электрода.
Цель достигается тем., что в устройстве для дуговой сварки в защитных газах плавящимся электродом с увеличенным вылетом, содержащем токоподводящий мундштук, на котором через изоляционную втулку установлено сопло с выходным каналом, а также нетокопроводящую вставку с каналом для направления электрода, вставка установлена в выходном канале сопла, а сопло установлено с возможностью перемещения относительно мундштука.
Кроме того, для повышения срока службы вставки, она выполнена ввиде двух прямоугольных пластин с пазами, образующими каналы для направления электрода, расположенными на противоположных сторонах каждой из пластин, и с отверстиями для прохода защитного газа.
При этом вста,вка может быть установлена с возможностью перемещения в направлении, перпендикулярном продольной оси мундштука.
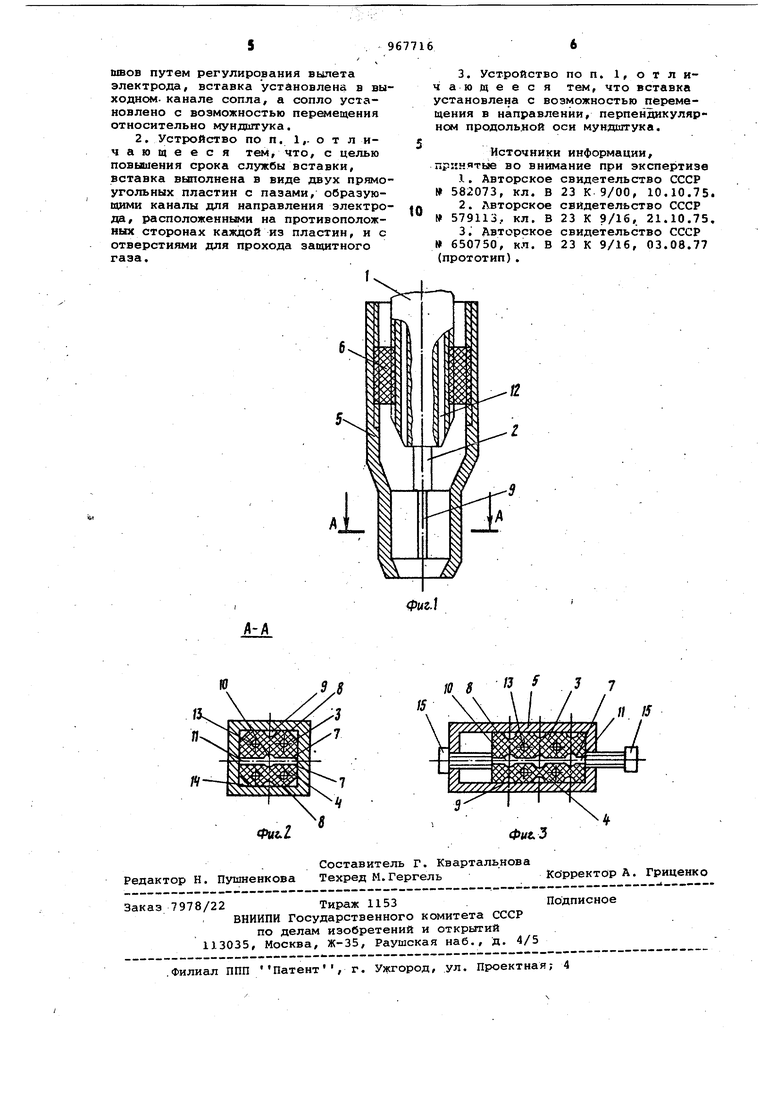
На фиг.1 изображено устройство для дуговой сварки, разрез; на фиг. 2 разрез А-А на фиг.1; на фиг.З вариант исполнения устройства с количеством пар пазов во вставках, более двух, поперечный разрез.
Устройство для дуговой сварки содержит мундштук 1 с токоподводящим наконечником 2, две вставки 3 и 4 из нетокопроводного материала, установленные в выходном канале conjta 5. Сопло 5 навинчивается на изоляционную втулку 6, закрепленную.на мундштуке- 1. Сопло 5 в месте размещения вставок 3 и 4 имеет прямоугольное сечение и завальцовано. Вставки выполнены в виде прямоугольных пластин.
На внутренних 7,и внешних 8 поверхностях вставок 3 и 4 расположены пазы 9, образующие в сборе сквозной цилиндрический канал 10 (фиг.2) или каналы 10 для направления электрода (фиг.З). Вставки 3 и 4 могут быть установлены в сопле 5 с зазором 11 между внутренними поверхностями 7, образрванньм за счет того, что высота пазов 9 меньше половины диаметра подаваемой электродной проволоки (электрода). Мундштук 1 выполнен с (Каналами 12 для подачи газа, во вставках 3 и 4 также выполнены каналы 13 для подачи газа. На вставках 3 и 4 выполнены скосы, создающие при установке в сопло 5 дополнительные каналы 14 для подачи газа.
При наличии во вставках 3 и 4 (фиг.З) более двух пар пазов 9 указанные вставки 3 и 4 фиксируются и перемещаются в направлении, .перпендикулярном продольной оси мундштука 1 при помощи винтов 15.
Перед работой электродную проволоку (электрод) направляют из токоподводящего наконечника 2.в цилиндрический канал 10, образованный пазами 9 вставок 3 и 4, размещенных в сопле 5. Сопло & навинчивают на изоляционную втулку 6, закрепленную на мундштуке 1, до соприкосновения вставок 3 и 4 с токоподводом 2, Мундштук готов к работе.
При необходимости увеличения вылета электродной проволоки сопло 5 свинчивают с изоляционной втулки 6 на определенную.величину и тем самьм увеличивают расстояние от токоподводящего наконечника 2 до выхода проволоки из вставок 3 и 4.
При износе пары направляющих tiaэов 9, образующих каналы 10, сопло 5 свинчивают с мундштука 1, вставки 3 и 4 вынимают из сопла 5 и совмещают с ранее не работавшими пазами 9 (фиг. 2 и 3) или же перемещают винты 15 вместе со вставками 3 и 4 в сопле 5 до совмещения ранее не работавших каналов 10 с направлением подачи проволоки (электрода) (фиг.З).
В процессе работы защитный газ в зону сварки подается по каналам 12 мундштука 1, каналам 13 во вставках 3 и 4, пазам 9 и дополнительньм каналам 14..
Расположение в устройстве для дуговой сварки в защитных газах плавящимся электродом вставки в выходно канале сопла, а также установка сопла с. возможностью перемещения относительно мундштука, позволяет повысить качество сварных швов путем регулирования вылета электрода без изменения линейных размеров вставок.
Выполнение вставки в виде двух прямоугольных пластин с пазами, образующими каналы для направления электрода, расположенными на противоположных сторонах каждой из пластины, и с отверстиями для прохода защитного газа, а также то,что вставка установлена с возможностью перемещения в направлении, перпендикулярнсж продольной оси мундштука, увеличивает срок службы вставок.
Формула изобретения
1. Устройство для дуговой сварки в защитных газах плавящимся электродом с увеличенным вьшетом, содержащее токоподводящий мундштук, на котором через изоляционную втулку установлено сопло с выходным каналом, а также нетокопроводящую вставку с каналом для направления электрода, отличающеес я т&л, что, .с целью повышения качества сварных
швов путем регулирования вылета электрода, вставка установлена в выходном, канале сопла, а сопло установлено с возможностью перемещения относительно мундштука.
2, Устройство по п. 1,- о т л ичающееся тем, что, с целью повышения срока службы вставки, вставка выполнена в виде двух прямоугольных пластин с пазами, образующими каналы для направления электрода, расположенными на противоположных сторонах каждой из пластин, и с отверстиями для прохода защитного газа.
3. Устройство по п. 1, о т л ич ающе е с я тем, что вставка установлена с возможностью перемещения в направлении, перпендикулярном продоль.ной оси мундштука.
Источники информации, принятые во внимание при экспертизе
-I. Авторское свидетельство СССР 582073, кл. В 23 К 9/00, 10.10.75.
2.Авторское свидетельство СССР
W 579113, кл. В23 К 9/16, 21.10.75,
3.Авторскоесвидетельство СССР 650750, кл. В23 К 9/16, 03.08.77 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Токоподводящий мундштук к устройствам для дуговой сварки | 1986 |
|
SU1428542A1 |
| Устройство для электродуговой сварки плавящимся электродом с увеличенным вылетом | 1981 |
|
SU1030121A1 |
| Горелка для дуговой сварки | 1980 |
|
SU925575A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Горелка для дуговой сварки | 1983 |
|
SU1119805A1 |
| Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода | 1975 |
|
SU549287A1 |
| Мундштук к горелкам для дуговой сварки | 1976 |
|
SU692706A1 |
12
I
