Изобретение относится к переработке термопластов в изделия методом литья под давлением и может использоваться на литьевых машинах в химической промышленности, в машиностроении.
Цель изобретения - повышение производительности и надежности устройства.
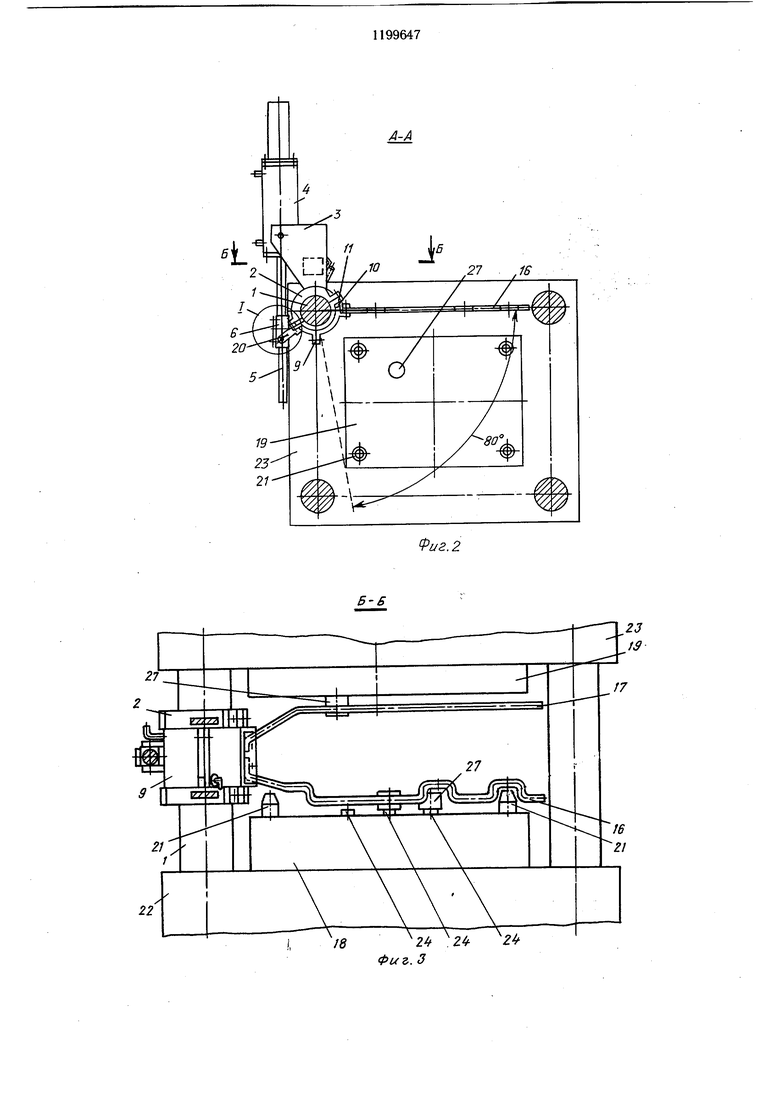
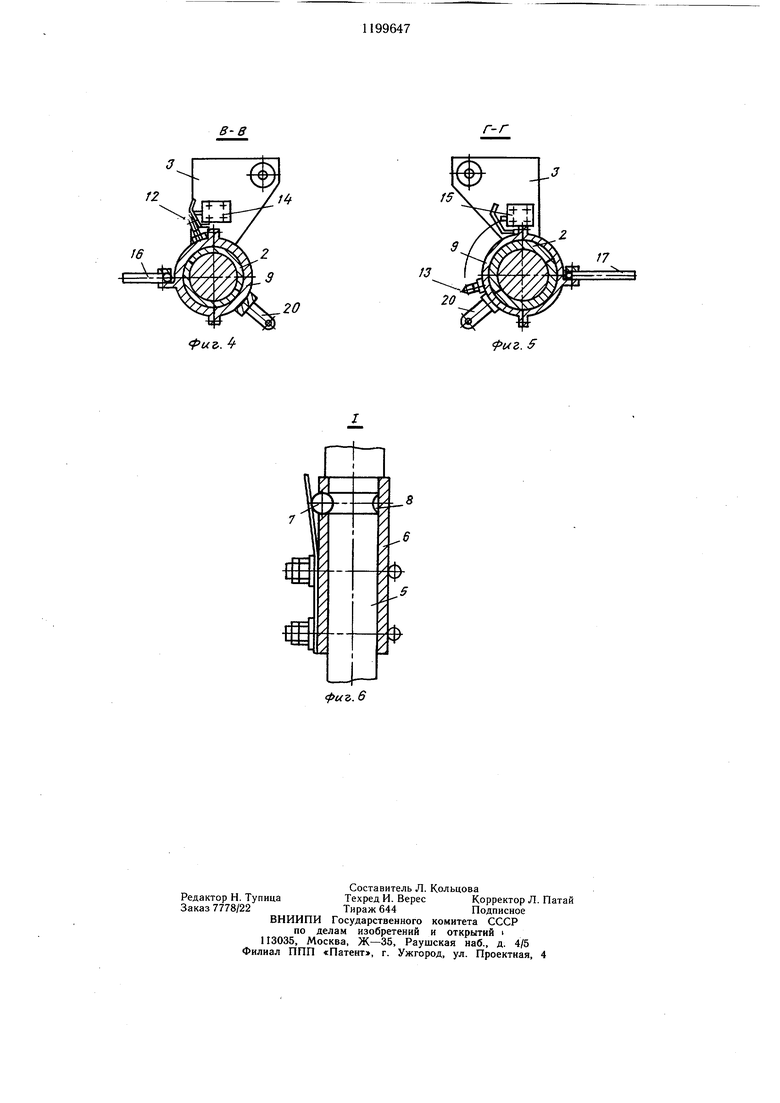
На фиг. 1 изображено устройство, обший вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - узел I на фиг. 2.
Устройство для сбрасывания пластмассовых изделий содержит закрепленную на верхней направляющей 1 литьевой машины разъемную неподвижную втулку 2 со стойками 3, на которых шарнирно установлен дифференциальный пневмоцилиндр 4, на штоке 5 которого размешен фиксатор 6 с подпружиненным шариком 7, входяшим в канавку 8 штока 5. На неподвижной втулке 2 с возможностью поворота размешена охватывающая втулку 2 разъемная втулка 9, снабженная упором 10, контактирующим в исходном положении с выступом 11 на неподвижной втулке 2, рычагами 12 и 13, взаимодействующими соответственно с микропереключателями 14 и 15, которыми снабжена втулка 2 и которые закреплены на стойках 3, и сбрасывателями 16 и 17, имеюшими конфигурацию, соответствующую выступам и впадинам на подвижной 18 и неподвижной 19 полуформах. Разъемная втулка 9 соединена с дифференциальным пневмоцилиндром 4 посредством поводка 20, шарнирно соединенного с фиксатором 6. Дифференциальный пневмоцилиндр 4, неподвижная втулка 2, разъемная втулка 9, фиксатор 6 являются элементами механизма перемещения сбрасывателей 16 и 17. Полуформы 18 и 19 снабжены для точного их соединения направляющими колонками 21, закреплены соответственно на подвижной 22 и неподвижной 23 плитах литьевой машины и имеют выталкиватели 24.
На верхней направляюшей 1 литьевой машины закреплена разъемная втулка 25 с конечным выключателем 26, контактирующим с подвижной плитой 22 в исходном положении.
Устройство работает следующим образом.
При включении литьевой машины происходит смыкание полуформ 18 и 19, впрыск расплавленного полимерного материала, выдержка, размыкание полу форм 18 и 19 и подвижная плита 22, перемещаясь в исходное положение, замыкает конечный выключатель 26, который дает команду на включение устройства. При этом шток 5 дифференциального пневмоцилиндра 4 через фиксатор 6 и поводок 20 осуществляет поворот разъемной втулки 9 со сбрасывателями 16 и 17. Последние проходят в плоскостях полуформ 18 и 19 и, огибая направляющие с колонки 21, благодаря заданной конфигурации сбивают задержавшиеся на выталкивателях 24 изделия 27. В момент поворота разъемной втулки 9 рычаг 12 отходит от микропереключателя 14 и при достижении сбрасывателями 16 и 17 крайнего положения рычаг 13 замыкает микропереключатель 15, который дает команду на обратный ход штока 5 дифференциального пневмоцилиндра 4. При возврате сбрасывателей 16 и 17 в исходное положение рычаг 13 отходит от микропереключателя 15, а рычаг 12 замыкает микропереключатель 14, давая команду на повторный цикл работы литьевой машины.
В случае, когда сильно залипшие изделия 27 на подвижной 18 или неподвижной 19
0 полуформах не позволят сбрасывателям 16 и 17 достичь крайнего положения, шарик 7 фиксатора 6 при дальнейшем движении штока 5 выйдет из канавки 8. Сбрасыватели 16 и 17 остаются при этом в промежуточном положении и рычаг 13 не замкнет микропереключатель 15, что по истечении определенного времени обеспечит включение аварийного сигнала.
После удаления вручную налипшего изделия 27 нажимается кнопка «Повторный
0 контроль. Шток 5 дифференциального пневмоцилиндра 4 поворачивает разъемную втулку 9 с упором 10 до выступа 11 на неподвижной втулке 2, что позволяет штоку 5 при его дальнейшем перемешении обеспечить западание подпружиненного шарика 7
5 в канавку 8. Происходит повторный поворот разъемной втулки 9 со сбрасывателями 16 и 17 в крайнее положение и возврат их в исходное. Рычаг 12, замыкая микропереключатель 14, дает команду на движение подвижной плиты 22, обеспечивая смыкание полуформ. Затем цикл повторяется.
Использование предлагаемого устройства позволит осуществлять работу литьевых мащин в автоматическом цикле, обслуживать одному оператору несколько литьевых машин одновременно, исключить поломки и сократить вспомогательное время на обслуживание. Предлагаемое решение обеспечивает надежное удаление изделий, залипших на выталкивателях, и съем изделий с подвижной полуформы сложной конфигурации, в которой направляющие колонки выступают за габариты отлитых изделий. Изобретение обеспечивает также остановку литьевой машины в случае, если изделие осталось на выталкивателе, что исключает
5 при этом смыкание полуформ и, следовательно, их поломку.
/}-Л
иг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сбрасывания пластмассовых изделий с выталкивателей литьевой машины | 1975 |
|
SU552210A1 |
| Устройство для удаления изделий из формующей оснастки литьевой машины | 1987 |
|
SU1431949A1 |
| Литьевая машина для переработки полимеров | 1981 |
|
SU1030186A1 |
| Литьевая форма для изготовления полимерных изделий с внешней резьбой | 1984 |
|
SU1219394A1 |
| Пресс-форма для изготовления изделий из пластмасс методом прямого прессования | 1980 |
|
SU903145A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИНЖЕКЦИОННЫМ ФОРМОВАНИЕМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2006 |
|
RU2330756C1 |
| Устройство для изготовления изделий из вспененных материалов | 1978 |
|
SU749676A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
УСТРОЙСТВО ДЛЯ СБРАСЫВАНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ С ВЫТАЛКИВАТЕЛЕЙ ЛИТЬЕВОЙ МАШИНЫ, содержащее сбрасыватели и механизм их перемещения, отличающееся тем, что, с целью повыщения производительности и надежности устройства, механизм перемещения сбрасывателей выполнен в виде дифференциального пневмоцилиндра, щарнирно соединенного со стойками неподвижной втулки, установленной на направляющей литьевой мащины и снабженной микропереключателями, и в виде обхватывающей неподвижную втулку разъемной втулки, смонтированной с возможностью поворота, ограниченного упором, и шарнирно соединенной с фиксатором, размещенным на щтоке дифференциального пневмоцилиндра, причем сбрасыватели установлены на разъемной втулке и выполнены в виде жестких прутков с конфигурацией, соответствующей конфигурации полуформ литьевой мащины, а разъемная втулка снабжена рычагами для взаимодействия с микропереключателями неподвижной втулки размещенными на ее д стойках. (Л со со О) 
Г2
| Узел выталкивания литьевой машиныдля пластмасс | 1973 |
|
SU509445A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сбрасывания пластмассовых изделий с выталкивателей литьевой машины | 1975 |
|
SU552210A1 |
| Солесос | 1922 |
|
SU29A1 |
