4
оо
др
Изобретение относится к переработке пластических масс и может быть использовано в литьевых машинах для литья под давлением.
Цель изобретения - увеличение произ- 5 водительности литьевой машины за счет сокращения времени удаления изделий.
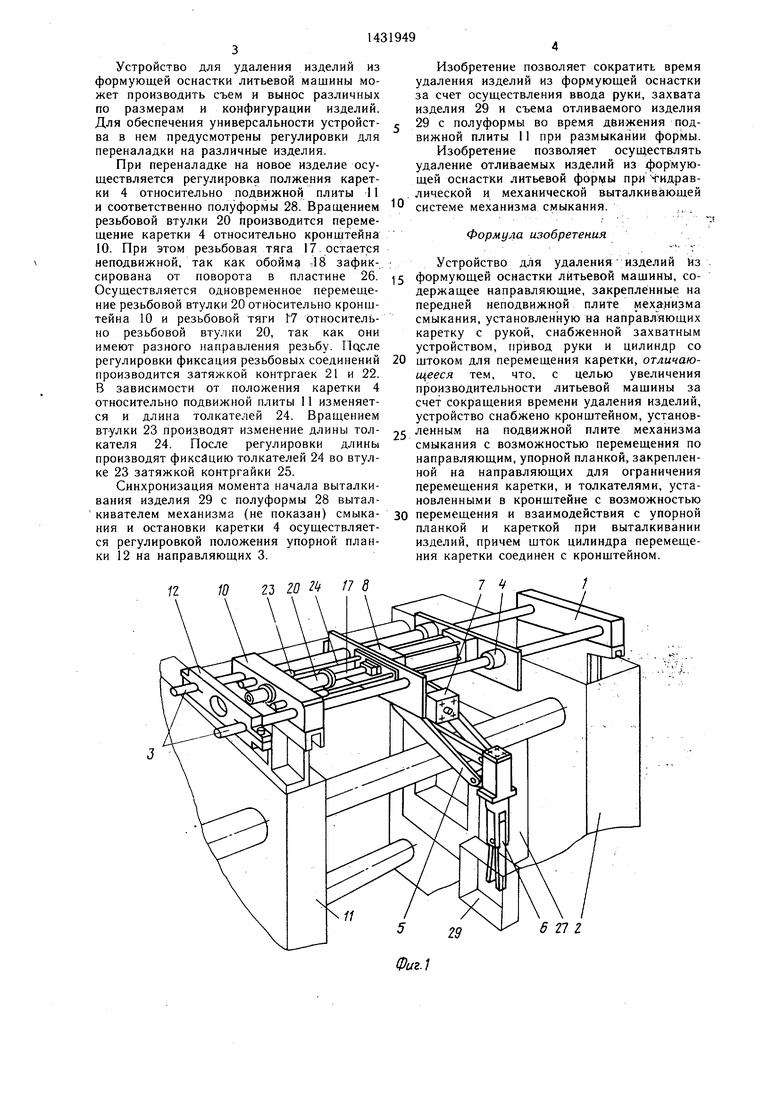
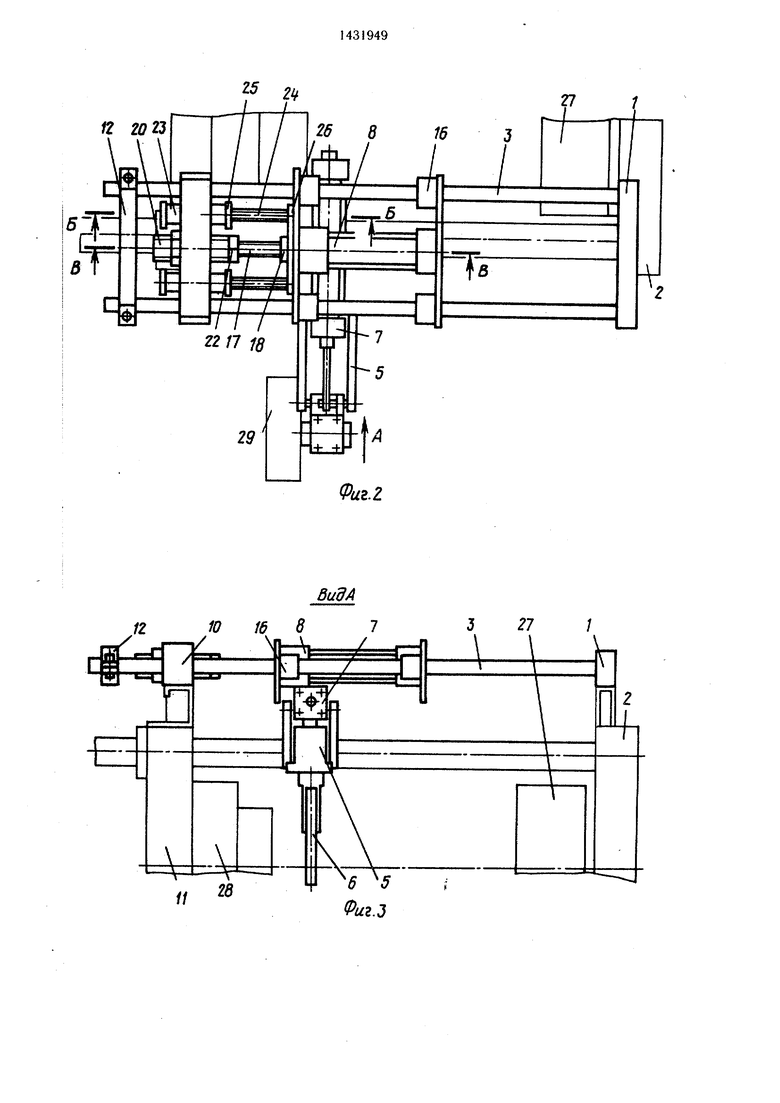
На фиг. 1 изображено устройство для удаления изделий из формуюш.ей оснастки, общий вид; на фиг. 2 - то же, вид сверху; . на фиг. 3 - вид А на фиг. 2; на фиг. 4 - раз- рез Б-Б на фиг. 2; на фиг. 5 - разре В-В на фиг. 2. Устройство для удаления изделий из
формующей оснастки литьевой машины содержит кронштейн 1 (фиг. 1), установлен- 15 ный на передней неподвижной плите 2 механизма смыкания литьевой машины. Кронштейн 1 соединен с направляющими 3, на которых установлена каретка 4 с рукой 5, снабженной захватным устройством 6. Ру- на 5 снабжена также приводом 7, а ка- 20 ретка 4 - цилиндром 8 ее перемещений со штоком 9. Кронштейн 10 установлен на подвижной плите 11 механизма смыкания с возможностью перемещения по направляющим 3. Упорная план- 25 ка 12 закреплена на направляющих 3 и предназначена для ограничения перемещений каретки 4.
Цилиндр 8 перемещений каретки 4 , содержит, крыщки 13 и 14 (фиг. 5) и поршень Г5. Каретка 4 содержит опоры 16 30 скольжения (фиг. 2), по которым она перемещается по направляющим 3. Шток 9 соединен с кронштейном 10 с помощью резь- бовой тяги 17, обоймы 18 и штифта 19. Резьбовая тяга 17 ввинчена в резьбовую втулку 20, ввинченную в кронштейн 10. 35 Резьбовые соединения кронштейна 10, резьбовой втулки .20 и резьбовой тяги 17 фиксируются контргайками 21 и 22.
В кронштейне 10 установлены втулки 23 (фиг. 4) с толкателями 24. Резьбовое соединение втулок 23 и толкателей 24 зафиксировано контргайкой 25. Толкатели 24 соединены с пластиной 26 и установлены в кронштейне 10 с возможностью взаимодействия с упорной планкой 12 и кареткой при выталкивании изделий.45
На передней неподвижной плите 2 и подвижной плите 11 установлена формующая оснастка, состоящая из полуформ 27 и 28, в которых формуется изделие (фиг. 2 и 3).
Устройство для удаления изделий из 50 формующей оснастки литьевой машины работает следующим образом.
После окончания формования изделия 29 в формующей оснастке производится раскрытие механизма смыкания и подвижная плита 11 движется назад, раскры- вая полуформы 27 и 28. Кронштейн 10 движется совместно с подвижной плитой 11 и тянет каретку 4 через резьбовую втулку 20, резьбовую тягу 17 и шток 9. Так как в процессе перемещения каретки 4 давление подается в штоковую полость цилиндра 8, то каретка прижата к подвижной плите 11. Каретка 4 перемещается опорами 16 скольжения по направляющим 3, транспортируя руку 5 с приводом 7 и захватным устройством 6. В процессе раскрытия полуформ 27 и 28 рука 5 с захватным устройством б вводится в разъем между полуформами 27 и 28 приводом 7. Захватное усройство 6 производит зажим изделия 29. В момент сталкивания изделия 29 с полуформы 28 выталкивателем механизма смыкания (не показан) толкатели 24 втулками 23 наезжают на упорную планку 12, которая зафиксирвана на направляющих 3. В процессе дальнейшего движения подвижной плиты 1I на участке механического выталкивателя механизма смыкания кронштейн 10 через резьбовую тягу 17 тянет шток 9. Но толкатели 24, взаимодействуя с упорной планкой 12 через втулки 23, взаимодействуют также с кареткой 4 через пластину 26. При этом каретка 4 останавливается, а шток 9 выдвигается из цилиндра 8.
Принудительное выдвижение штока 9 из цилиндра 8 в процессе выталкивания изделия 29 является командой на подачу рабочей жидкости под давлением в поршневую полость цилиндра 8. При этом поршень 15 через QJTOK 9 упирается в резьбовую тягу 17, резьбовую втулку 20. Кронштейн 10 остается неподвижным, а каретка 4 опорами 16 скольжения перемещается по направляющим 3. Происходит отвод каретки 4 от подвижной плиты 1 1 и тем самым производится съем изделия 29 захватным устройством 6 с полуформы 28. В конце хода каретки 4 производится вывод руки 5 с захватным устройством 6 и изделием 29 из разъема между полуформами 28 и 27. После вывода руки 5 производится смыкание полуформ 28 и 27. Подвижная плита 11 движется к передней неподвижной плите 2 и кронштейн 10 через резьбовую втул;:у 20, резьбовую тягу 17 и шток 9 производит перемещение каретки 4 по направляющим 3. После смыкания полуформ 27 и 28 каретка 4 и, соответственно, рука 5 с захватным устройством 6 и изделием 29 находятся в зоне выгрузки изделия 29. Захватное устройство 6 освобождает изделие 29, которое падает на транспортер или в тару. Устройство для удаления изделий из формующей оснастки переключением давления рабочей жидкости в штоковую полость цилиндра 8, подготавливается к следующему циклу. При этом каретка 4 подводится к подвижной плите 11. Перемещением подвижной плиты il при размыкании полуформ 27 и 28 начинается следующий цикл.
Устройство для удаления изделий из формующей оснастки литьевой машины может производить съем и вынос различных по размерам и конфигурации изделий. Для обеспечения универсальности устройства в нем предусмотрены регулировки для переналадки на различные изделия.
При переналадке на новое изделие осуществляется регулировка полжения каретки 4 относительно подвижной плиты 11 и соответственно полуформы 28. Вращением резьбовой втулки 20 производится перемещение каретки 4 относительно кронштейна 10. При этом резьбовая тяга 17 остается неподвижной, так как обойма -IS зафиксирована от поворота в пластине 26. Осуществляется одновременное перемещение резьбовой втулки 20 относительно кронштейна 10 и резьбовой тяги Г7 Относительно резьбовой втулки 20, так как они имеют разного направления резьбу. Пцсле регулировки фиксация резьбовых соединений производится затяжкой контргаек 21 и 22. В зависимости от положения каретки 4 относительно подвижной плиты 11 изменяется и длина толкателей 24. Вращением втулки 23 производят изменение длины толкателя 24. После регулировки длины производят фиксацию толкателей 24 во втулке 23 затяжкой контргайки 25.
Синхронизация момента начала выталкивания изделия 29 с полуформы 28 выталкивателем механизма (не показан) смыкания и остановки каретки 4 осуществляется регулировкой положения упорной планки 12 на направляющих 3.
Изобретение позволяет сократить время удаления изделий из формующей оснастки за счет осуществления ввода руки, захвата изделия 29 и съема отливаемого изделия 29 с полуформы во время движения подвижной плиты 11 при размыкании формы.
Изобретение позволяет осуществлять удаление отливаемых изделий из формующей оснастки литьевой формы при Ч-и драв- лической и механической выталкивающей системе механизма смыкания.
Формула изобретения
Устройство для удаления изделий из формующей оснастки литьевой машины, содержащее направляющие, закреплённые на передней неподвижной плите меха.низма смыкания, установленную на направляющих каретку с рукой, снабженной захватным устройством, привод руки и цилиндр со штоком для перемещения каретки, отличающееся тем, что, с целью увеличения производительности литьевой мащины за счет сокращения времени удаления изделий, устройство снабжено кронщтейном, установленным на подв;ижной плите механизма смыкания с возможностью перемещения по направляющим, упорной планкой, закрепленной на направляющих для ограничения перемещения каретки, и толкателями, установленными в кронштейне с возможностью перемещения и взаимодействия с упорной планкой и кареткой при выталкивании изделий, причем шток цилиндра перемещения каретки соединен с кронштейном.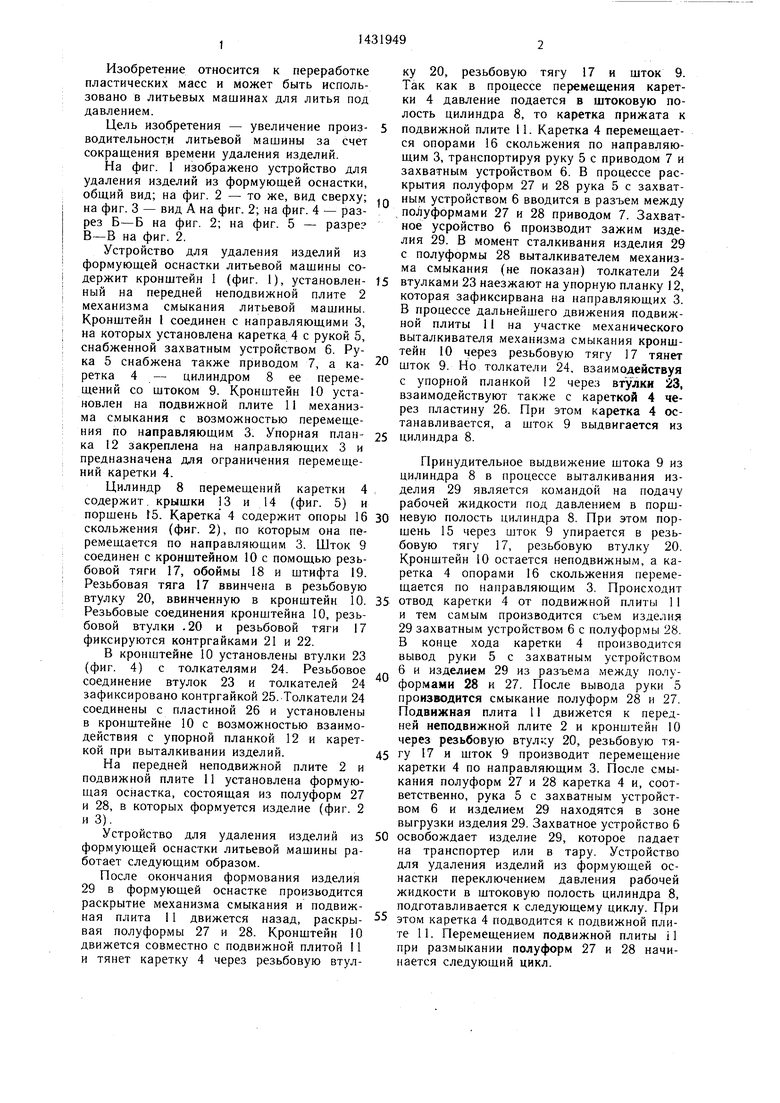
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1985 |
|
SU1329989A2 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1987 |
|
SU1498622A1 |
| Роторная литьевая машина для изготовления изделий из полимерных материалов | 1990 |
|
SU1771980A1 |
| Выдувная форма для изготовления полых изделий из полимерных материалов | 1991 |
|
SU1799746A1 |
| Пресс-форма для изготовления изделий из пластмасс методом прямого прессования | 1980 |
|
SU903145A1 |
| Универсальный блок для литьевого прессования изделий из реактопластов | 1984 |
|
SU1242391A1 |
Изобретение относится к переработке пластических масс. Оно м. б. использовано в литьевых машинах для литья под давлением. Цель изобретения - увеличение производительности литьевой машины за счет сокращения времени удаления изделий. Для этого на передней неподвижной плите, механизма смыкания смонтированы направляющие с установленной на них кареткой. Каретка снабжена рукой с захватным устройством и приводом. Цилиндр перемещения каретки снабжен UITOKOM. На подвижной плите механизма смыкания установлен кронштейн с возможностью перемещения по направляющим. На направляющих закреплена упорная планка. В кронштейне установлены толкатели с возможностью перемещения и взаимодействия с упорной планкой и кареткой. Шток цилиндра перемещений каретки сообщен с кронштейном. Цри раскрытии полуформ толкатели взаимодействуют с упорной планкой и кареткой. При этом каретка останавливается, а шток цилиндра перемещений продолжает движение. В порщневую полость цилиндра перемещений подается под давлением рабочая жидкость. При этом кронштейн остается неподвижным, а каретка перемещается в обратном направлении со снятым изделием. В конце хода каретки происходит вынос изделия рукой с захватным устройством из зоны формующей оснастки. 5 ил. о (Л
23 20 2i Л 8
29
6 27 2
/г 2023
Фаг.1
Ю 16 8
J 27
fe.J
20
агЛ
14Фиг. 5
| Литьевая машина | 1976 |
|
SU648426A1 |
| Солесос | 1922 |
|
SU29A1 |
| Машина ударного действия | 1978 |
|
SU789272A1 |
| Солесос | 1922 |
|
SU29A1 |
