1 1
Изобретение относится к тер &1ческой обработке сварных соедьнений.
Uejib изобретения - улучшение качества и сокращение времени обработки.
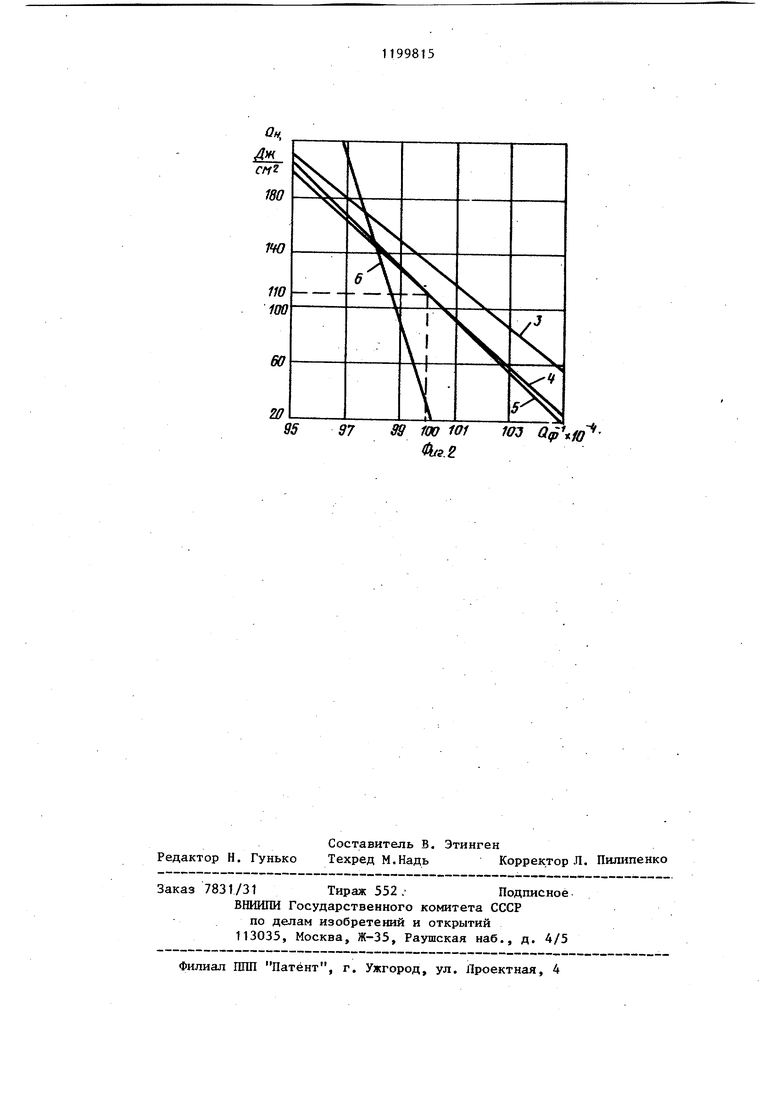
На фиг. 1 изображена зависимость фона внутреннего трения от количества термоциклов; на фиг. 2 - зависимость между ударной, вязкостью и внутренним трением.
Измерение величины .фона внутреннего трения ведется с помощью установки их стандартньк приборов: .кварцевого преобразователя, измерителя обротности и электронно-счетного часотомера в диапазоне частот 5-10 МГц.
Способ реализуется следующим образом.
В зоне сварного соединения подготавливается механической обработкой измерительная плоскость с площадью 1 - 5 мм. После проведения определенного количества термоциклов на измерительную плоскость с помощью акустически проницаемой склейки, устанавливается кварцевый преобразоатель, соединенней с измерителем добротности, и измеряется величина фона внутреннего трения. Экспериментально установлено, что величина амплитудонезависимого высокочастотного фона внутреннего трения в сварных соединениях уменьшается с увеличением количества термоциклов. Это связано с процессами существенной структурной перестройки различных зон во время термоциклирования, измельчения зерна, полигонизации, интенсивным перемещением дислокаций в энергетически выгодные зоны, к границам зерен. Периодически, вьшолняя указанные измерения, нри увеличении количества термоциклов определяют момент достижения минимального значения величины фона внутреннего трения, а соответствукяцее этому значению количество термоциклов считают оптимальным. При необходимости установления численных значений стандартных параметров, например ударной вязкости, используют экспериментально полученные зависимости, такие как фон внутреннего
99815 ,
трения - ударная вязкость для исследуемых материалов.
Так, например, термоциклической обработке подвергают сварное соединение из стали 40, выполненное электрошлаковой сваркой. Качество термоциклической обработки контролируют по фону внутреннего трения, Полученная зависимость фон внутреннего трения - количестро термоциклов для шва (кривая 1) и зоны перегрева (кривая 2) показала (фиг. 1), что минимум величины фона внутреннего трения достигают при пяти тер15 моциклах. Дальнейшее увеличение количества термоциклов (до 7-8) приводит к возрастанию величины внутреннего трения, а следовательно, к ухудшению механических свойств сварного соединения. Проведение испытаний образцов на ударный изгиб в аналогичных условиях термообработки показало, что оптимальным количеством термоциклов является 7-9. Это
25 связано с меньшей структурной чувствительностью ударной вязкости и достоверности результатов испытаний. С целью получения стандартных параметров механических свойств устанавливают зависимость между стандартными параметрами, например ударной вязкостью, и величиной внутреннего трения для ряда марок свариваемых материалов (сталь 3-кривая 3, сталь 40-кривая 4, сталь 40х-кривая 5, сталь 23Г-кривая 6). Это позволяет, при необходимости, определять величины стандартных параметров без проведения разрушакмцих испытаний.
дд Так, в приведенном случае, значению (фона внутреннего трения зоны перегрева 0 100 соответствует ударная вязкость а ц 110 Дж/см. Таким образом, высокая структурная чувстви,, тельность внутреннего трения, простота проведения экспериментов и возможность оценки свойств отдельных зон сварного соединения позволяют снизить трудоемкость и повысить достоверность получения результатов
50 контроля качества термоциклической обработки без проведения разрушающих испытаний специально изготовленных образцов.
97 99 100 101 1O3 Q(p 1.10
9S (fkj3.2.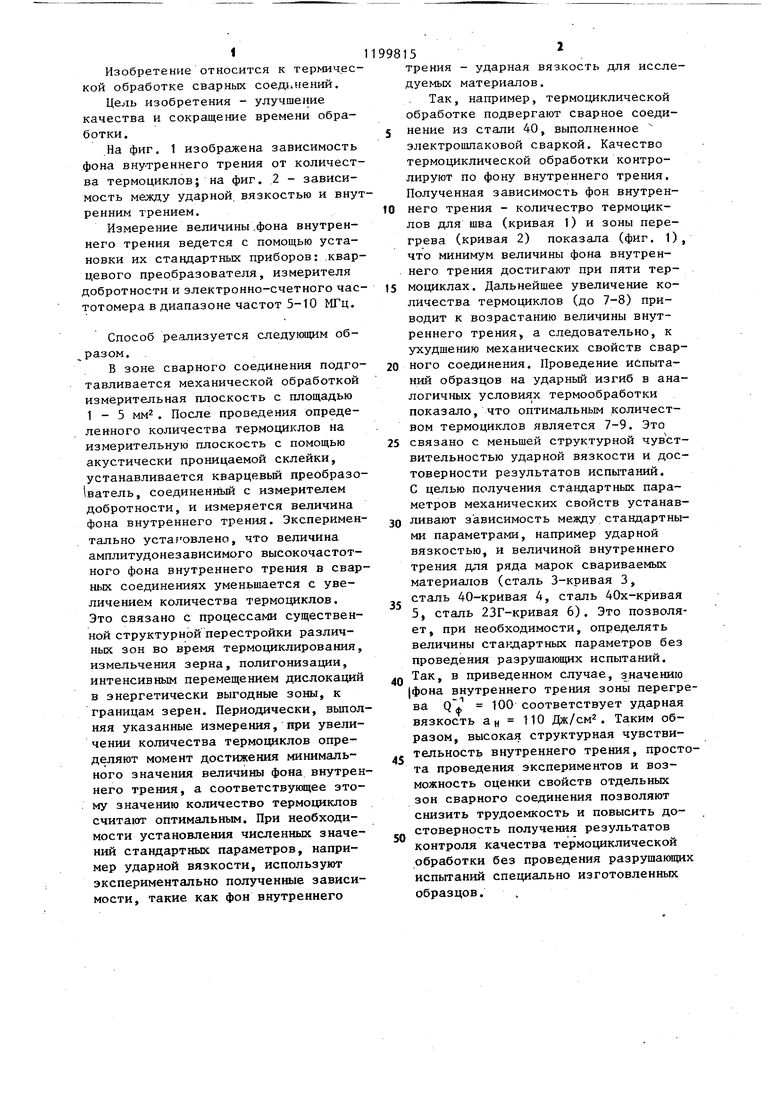
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения стойкости режущего инструмента | 1982 |
|
SU1033929A1 |
| Способ термической обработки сварных соединений из аустенитных коррозионностойких сталей | 1983 |
|
SU1168620A1 |
| Способ устранения дефектов в сварных соединениях | 1981 |
|
SU1020448A1 |
| СПОСОБ УПРОЧНЕНИЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ | 2008 |
|
RU2399684C2 |
| Способ термоциклической обработки изделия | 1990 |
|
SU1782246A3 |
| Способ термической обработки двухслойных чугунных валков | 1990 |
|
SU1770405A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2020 |
|
RU2738870C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОГО ИНСТРУМЕНТА | 2007 |
|
RU2355787C2 |
| Способ сварки трением | 1981 |
|
SU1000199A1 |
| Способ термической обработки крупных поковок | 1987 |
|
SU1528798A1 |
СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ, включаняций термоциклирование сварного соединения с измерением фона внутреннего трения различных его зон до и после обработки и сравнение полученных результатов, отличающийся тем, что, с целью улучшения качества и сокращения времени обработки,периодически измеряют величину амплитудонезависимого высокочастотного фона,внутреннего трения и по достижении им минимального значения прекращают термообработку. (Л со со 00 У Ч.}
| Федюкин В.К | |||
| Термоциклическая обработка сталей и чугунов | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Клюсс В.В | |||
| и др | |||
| Оценка влияния термоциклической обработки на физико-механические характеристики сварных соединений методом внутреннего трения | |||
| - Республиканский междуведомственный научно-технологически сборник | |||
| Конструирование и технология производства сельскохозяйственных машин | |||
| Киев: Техника, 1981, вып | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Qrto о г , If 68 Ho/iui/ecmSo термоциклоб | |||
