Изобретение относится к технологии термической обработки стали и может быть использовано для термической обработки деталей машин ответственного назначения.
Цель изобретения - повышение эксплуатационной стойкости.
Поставленная цель достигается тем, что согласно способу термической обработки крупных поковок, включающему закалку с температуры окончания горячей пластической деформации и высокий отпуск, нагрев и охлаждение после закалки ведут циклически около точки Ас с перегревом на 5-20 С, охлаждением до температур бейнитного превращения и количеством циклов, обеспечивающим первоначальное значение температур АС| для материала поковки.
Термоциклирование около точки Ас позволяет уменьшить размер действительного зерна, что ведет к увеличению ударной вязкости материала поковок. Перегрев более чём на 20 С выше точки Ас, снижает твердость и износостойкость изделий. Перегрев меньше чем на 5°С трудно достижим.
Переохлаждение аустенита до температур бейнитного превращения cnocgibcT- вует повышению прочности.
СЛ N9
Р
СО
эо
Термоциклирование ведет к изменению температуры Ас, причем через определенное количество циклов точка Ас имеет первоначальное значение. Это ко личество циклов соответствует максимальной ударной вязкости материала при данной обработке.
Поковку из стали 15ХСНД и 20ХГСА диаметром 300 мм и длиной 1500 мм ко- вали из слитка. Температура конца деформации 920-880 С, охлаждение в воде. Нагрев и охлаждение при термоциклической обработке проводили в шахтных печах путем поочередной загрузки.
Изменение положения точки Ас в процессе термоциклирования определялось предварительно методом дифференциального термического анализа с записью кривых нагрева, охлаждения и критических точек. При этом моделировались все технологические параметры при обработке поковок (обжатие, закалка, температуры нагрева и охлаждения, скорости нагрева и охлаждения и др.). Точность определения критичес ких точек ±1 ,5°С.
Пластическая деформация и закалка с температур конца пластической деформации определяли исходную СТруК- туру и исходное положение точки Ас. В процессе предварительных экспери - ментов определяли механические свойства и структуру.
Исходная температура Ас стали 15ХСНД , в процессе ТЦО она пада ла до и после пяти циклов вновь подымалась до 7 +5 С у стали 20ХГС
точки Ас составляла ТЦО падает до и
750° С
в процессе
после четырех
циклов подымается вновь до 750 С.
5
0 5
Q
0
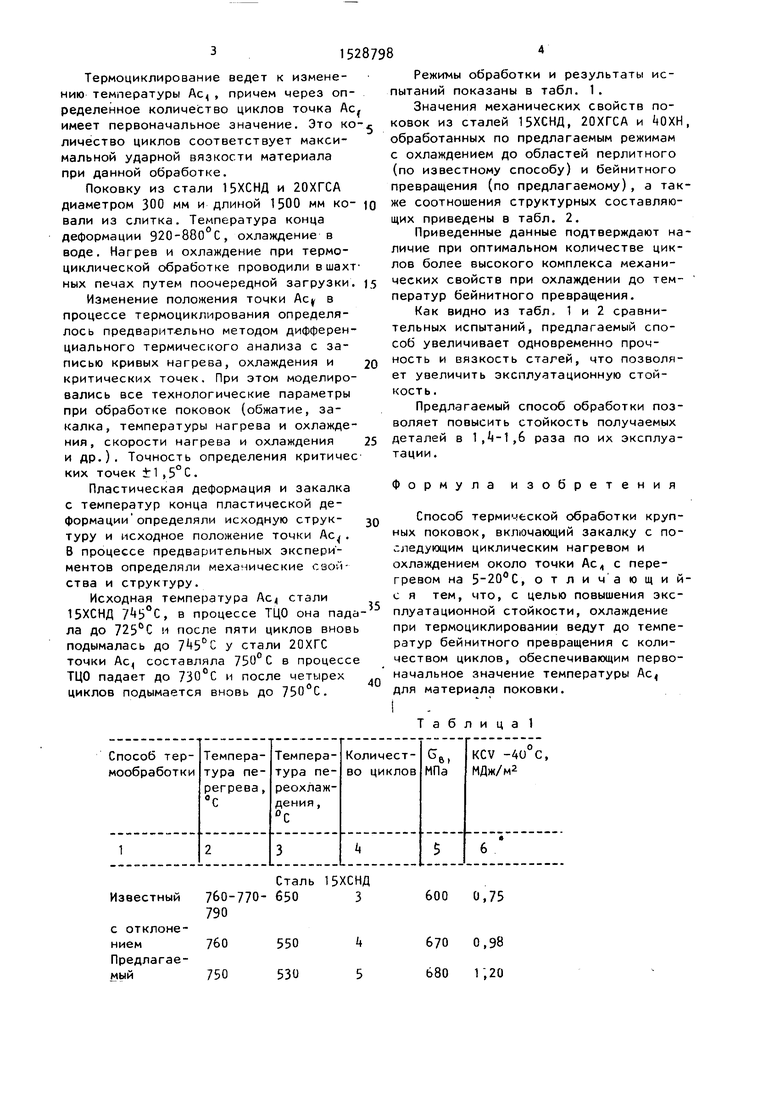
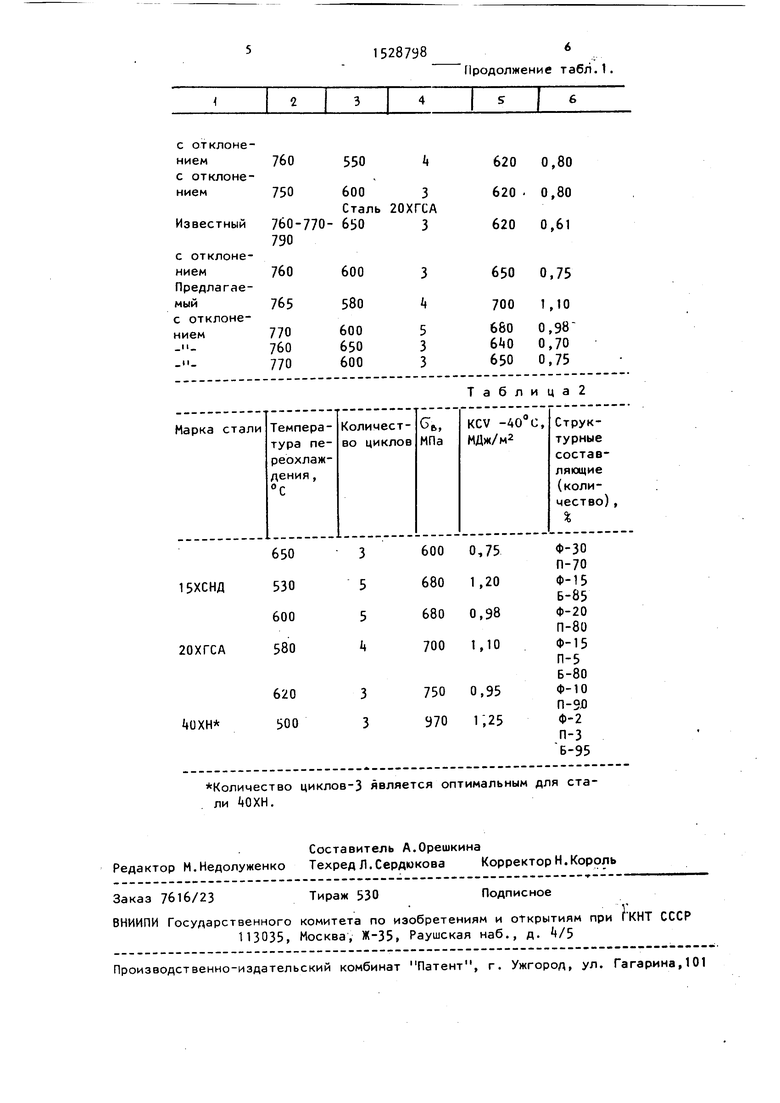
Режимы обработки и результаты испытаний показаны в табл. 1.
Значения механических свойств поковок из сталей 15ХСНД, 20ХГСА и 40ХН, обработанных по предлагаемым режимам с охлаждением до областей перлитного (по известному способу) и бейнитного превращения (по предлагаемому), а также соотношения структурных составляющих приведены в табл. 2.
Приведенные данные подтверждают наличие при оптимальном количестве циклов более высокого комплекса механических свойств при охлаждении до температур бейнитного превращения.
Как видно из табл. 1 и 2 сравнительных испытаний, предлагаемый способ увеличивает одновременно прочность и вязкость сталей, что позволяет увеличить эксплуатационную стойкость.
Предлагаемый способ обработки позволяет повысить стойкость получаемых деталей в 1,-1,6 раза по их эксплуатации.
Формула изобретения
Способ термической обработки крупных поковок, включающий закалку с по- г.ледующим циклическим нагревом и охлаждением около точки Ас с перегревом на 5-20°С, отлич ающий- с я тем, что, с целью повышения эксплуатационной стойкости, охлаждение при термоциклировании ведут до температур бейнитного превращения с количеством циклов, обеспечивающим первоначальное значение температуры Ас для материала поковки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2020 |
|
RU2738870C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ НИЗКОЛЕГИРОВАННЫХ И УГЛЕРОДИСТЫХ СТАЛЕЙ | 2015 |
|
RU2672718C2 |
| Способ закалки деталей из низкоуглеродистой борсодержащей стали | 2018 |
|
RU2690386C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГИЛЬЗ ЦИЛИНДРОВ АВТОТРАКТОРНЫХ ДИЗЕЛЕЙ ИЗ ЧУГУНА | 1998 |
|
RU2151678C1 |
| СПОСОБ И УСТАНОВКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2011 |
|
RU2487177C2 |
| СПОСОБ ПОДГОТОВКИ СТРУКТУРЫ СТАЛИ К ДАЛЬНЕЙШЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ | 2013 |
|
RU2526341C1 |
| Способ термической обработки крупных поковок | 1980 |
|
SU998541A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОГО ИНСТРУМЕНТА | 2007 |
|
RU2355787C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 1991 |
|
RU2017838C1 |
| Способ термической обработки заэвтектоидной стали | 1982 |
|
SU1102815A1 |
Изобретение относится к технологии термической обработки стали и может быть использовано для термической обработки деталей машин ответственного назначения. Цель изобретения - повышение эксплуатационной стойкости. Поковку из стали 15 ХСНД диаметром 300 мм и длиной 1500 мм куют из слитка. Температура конца деформации 920°С, охлаждение в воде. Затем поковки подвергают термоциклической обработке около точки Ас1. Обработка ведется таким образом, что перегрев относительно точки Ас1 осуществляется на 5 - 20°С, а охлаждение - до температур выше начала мартенситного превращения. При этом количество циклов должно обеспечивать первоначальное значение температуры Ас1. 2 табл.
760 730
550 530
Таблица 1
670 680
0,98 Г, 20
| Термическая обработка крупных роторных поковок за рубежом | |||
| М.: НИИинформмаш, 1975, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Способ получения едкого барита из силикатов бария | 1927 |
|
SU9985A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Дубинская В.Г., Астафьев А.А | |||
| Предварительная термическая обработка крупных поковок | |||
| Технология, организация и механизация процессов термической, химической обработки и покрытия металлов | |||
| М., 1983, сер | |||
| Насос | 1917 |
|
SU13A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| I- | |||
| Металловедение и термическая обработка металлов | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| () СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУПНЫХ ПОКОВОК | |||
