to
Изобретение относится к автоматическому регулированию, в частности к регулированию технологических гфодессов, и может быть использовано при производстве проводов, кабе-- 5 лай, полимерных пленок и труб.
Цель изобретения - повышение точности, уст-ройства для регулирования
толщины-,ИЗД;ёЛИЯ,
На чертеже иаоб|эажена блок-схема 10 предлагаемого у Пфйства для регули;,4рвания толщины . Устройство «содержит подающий механизм 1, экструзибй11ый механизм 2 и тянущий механизм 3, электропривод 4 15 подающего механизма 1, электропривод 5 экструзионного механизма 2, электропривод 6 тянущего механизма 3, первый регулятор 7 толщины, второй регулятор 8 толщины, первый измери- 20 тель 9 толщины, второй измеритель 10 толщины, потенциометр 11, блок 12 задержки, первый фильтр 13, второй фильтр 14, блок 15 сравнения, блок 16 определения коэффициента усадки, 25 блок 17 умножения.
При этом dD - величина требуемого смещения диаметра изделия от номинального значения (iD О или ДД ; 0) , Если dD О, то регуляторы 7 и 8 30 толщины работают по отклонению от нуля, т.е. на номинальный диаметр (толщину), так как первый 9 и второй 10 датчики толщины настроены-так, что при толщине изделия, равной номи- jj нальному значению, сигнал на его выходах равен нулю.
Устройство работает следующим образом.
Заготовка подается подающим меха- до низмом 1 к экструзионному механизму 2, где осуществляется наложение изоляции. Далее готовое изделие проходит через зону охлаждения и сматывается тянущим механизмом 3 на прием- 45 ный барабан. В результате случайных и регулярных помех толщина изделия отклоняется от номинального значения, что фиксируется измерителем 9 толпщны, компенсационный сигнал от которо- JQ го поступает через блок 17 умножения
и блок 15 сравнения на входы первого 7 и второго 8 регуляторов толщины. Действие регуляторов 7 и 8 направлено на изменение скорости электропривдов А и 5 для устранения отклонения толщины изделия по изоляции от номинального значения. При этом в силу свойств механизмов 1 и 2 и выбранных заранее параметров регуляторов 7 и 8 электропривод 4 воздействует на высокочастотную, а электропривод 5 на низкочастотную составляющие процесса изменения толщины изделия. В зоне охлаждения происходит осадка толщины, причем величина усадки зависит от параметров технологического режима и от свойств сырья, атакже от окружающих условий среды. За счет задержки в блоке 12 и фильтрации в блоках 13 и 14 на блок 16 определения коэффициента усадки одновременно подаются усредненные значения толщины изделия по изоляции одного и того же участка изделия. до и после зоны охлаждения. Значение толщины изделия после зоны охлаждения измеряется измерителей 10 толщины. Коэффициентусадки (число положительное и мень:щее единицы) подается в блок 17 умножения, где сигнал от измерителя. 9 толщины через потенциометр 11 умножается на этот коэффициент и поступает через блок 15 сравнения на входы регуляторов 7 и 8. Таким образом, работа регуляторов 7 и 8 осуществляется без запаздывания на прогнозируемое значение истинной толщины изделия после зоны охлаждения. Коэффициент усадки определяется с запаздыванием. Считая, что на длине интервала запаздывания процесс изменения толщины является квазистационарным, можно с достаточной для практических случаев точностью считать на этом участке коэффициент усадки неизменHbw. При достаточно большом, но конечном времени работы устройства при выпуске изделия конечной длины оценка коэффициента усадки стремится к его математическому ожиданию и дисперсия - к нулю.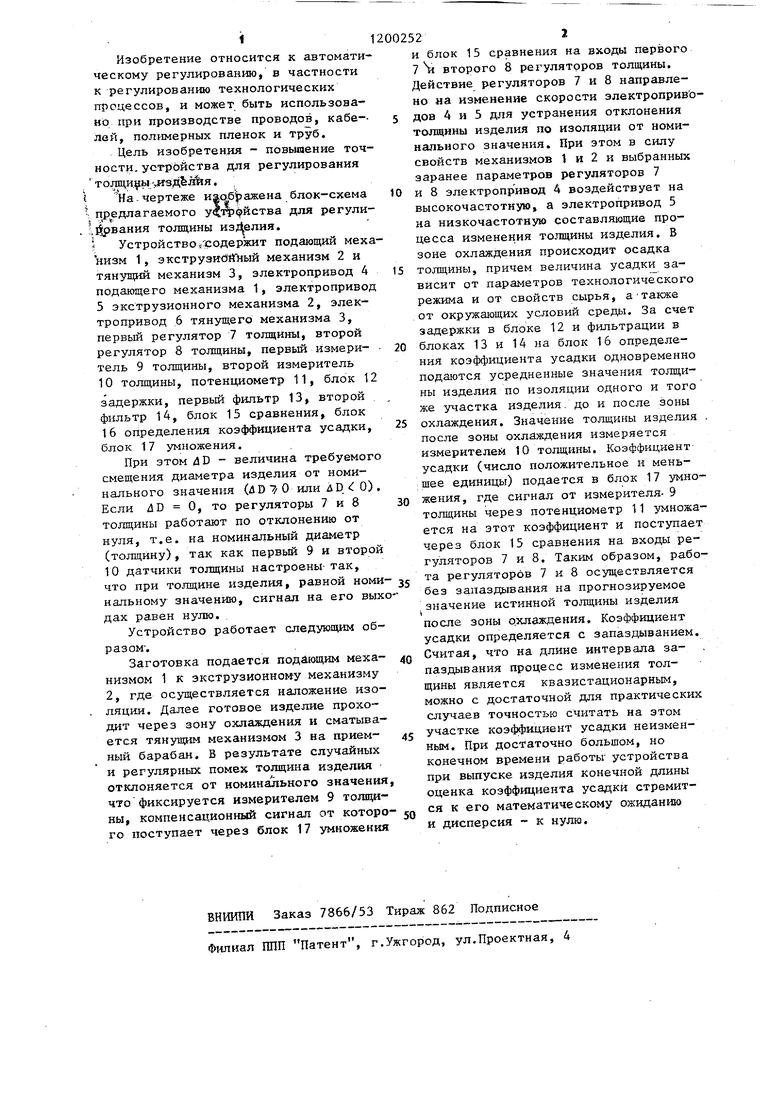
УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ИЗДЕЛИЯ, содержащее подающий, экструзионный и тянущий механизмыJ связанные с соответствующими электроприводами, последовательно соединенные блок сравнения, первьй регулятор толщины и электропривод подающего электромеханизма, последовательно соединенные второй регулятор толщины и электропривод экструзионного механизма, последовательно соединенные первый измеритель толщины, установленньш перед ванной охлаждения, потенциометр, блок задержки и первый фильтр, последовательно соединенные второй измеритель толщины, установленньпЧ после ванны охлаждения, и второй фильтр, причем вход второго регулятора толщины подк почен к выходу блока сравнения, отличающееся тем, что, с целью повьшения точности устройства, оно содержит последовательно соединенные блок определения коэффициента усадки и блок умножения, выход которого подключен к входу i блока сравнения, а второй вход к выходу потенциометра, первый вход (Л блока определения коэффициента усадки подключен к выходу первого фильтра, а второй вход - к выходу второго фильтра.
| Система автоматического регулирования размерных параметров экструдируемых заготовок | 1976 |
|
SU587449A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для регулирования толщины изоляции кабеля | 1980 |
|
SU941944A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
