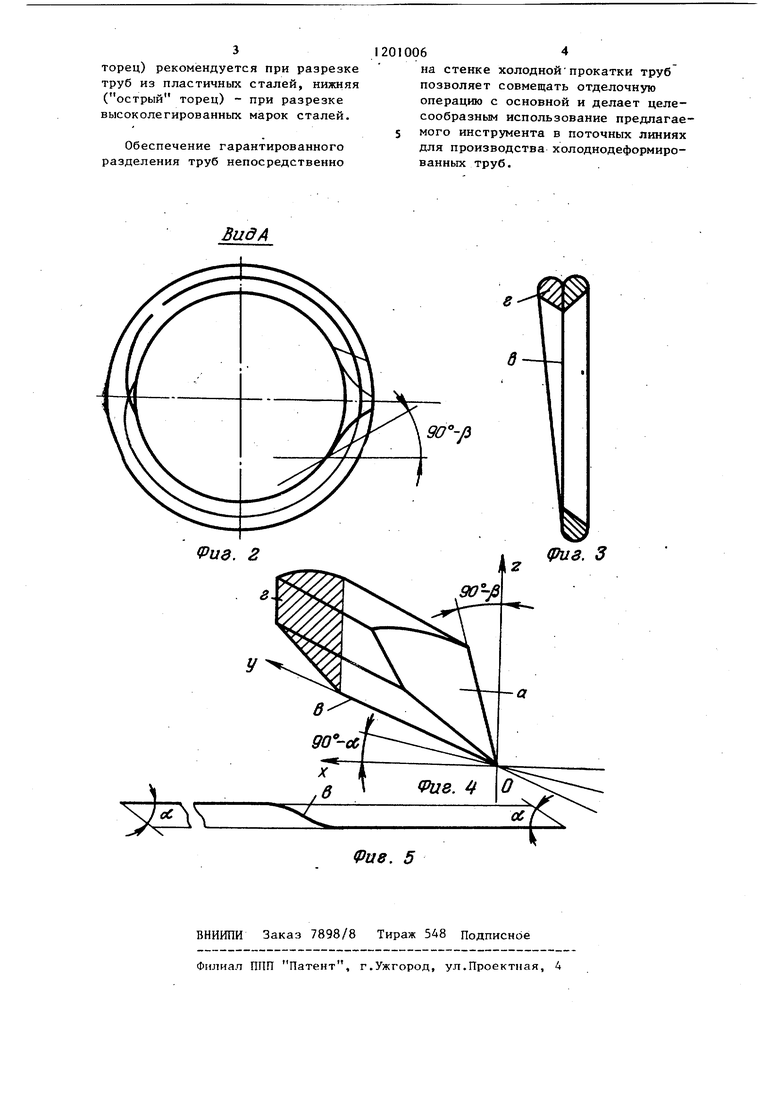
Изобретение относится к трубопрокатному производству и направлено на усовершенствование процесса резки труб на мерные длины при холодной прокатке труб. Цель изобретения - снижение себе стоимости процесса. На фиг. 1 схематически показан инструмент, общий вид; на фиг. 2 вид по А на фиг. ; на фиг. 3 разрез Б-Б на фиг. 1; на фиг. 4 профиль плоскости разреза на торцовом участке; на фиг. 5 - инструмент развертка. Пример осуществления способа. Разрезное кольцо одевается на рабочий конус и удерживается на нем силами трения. При входе трубы с разрезным кольцом в калибр и последующем его замыкании происходит уменьшение периметра замкнутого контура инструмента (разрезного кольца), он внедряется в трубу своей режущей кромкой и осуществляет ее рарезку непосредственно в про цессе деформирования. После выхода инструмента из очага деформации он восстанавливает свои размеры под действием упругих сил и готов к повторному использованию. Наличие на инструменте замкнутой кромки резания на внутреннем контуре и пло костей реза на торцовых участках обеспечивает разделение прокатываем на стане трубы по схеме: внедрение: резанием в условиях растягивающих усилий, направленных вдоль про дольной оси разделяемой трубы с сох ранением использования усилия подпо ра со стороны оправки. Осевые усил создаются при внедрении плоскостей реза на торцах инструмента в стенку трубы в процессе уменьшения перимет ра внутреннего контура инструмента. Такая схема обеспечивает минимальные усилия резания труб. Этому такж спосрбствует создание наиболее благоприятных силовых условий на то цовых участках инструмента при их внедрении в стенку трубы, что дости гается специальной ориентацией плос кости реза относительно кромки резания. Режущий инструмент представляет собой кольцо, которое вьшолнено раз резным (типа щайбы PpoBepaJ, причем торцовые участки кольца а плотно вза имодействуют друг с другом внахлест 6. I по боковой плоскости инструмента , в которой находится кромка резания {г, обеспечивая инструменту замкнутый по периметру контур касания с заготовкой. На зтом контуре выполнена кромка резания J фиг.. 3 и 4 таким образом, как это показано на развертке инструмента |(фиг.5), , т.е. переходя от одной боковой плоскости 6 кольца к другой, режущая кромка Ь образует на внутренней поверхности инструмента замкнутый контур резания, замыкающийся посредством торцовых участков, на которых режущая кромка выполнена на противоположных боковых плоскостях (фиг. 3) . Непосредственно на торцовых, участках U выполнена плоскость реза, сориентированная к кромке резания следующим образбм. Ориентация плоскости реза Л может -быть охарактеризована в прямоугольной системе координат . тремя взаимно перпендикулярными плоскостями: плоскостью поперечного сечения шайбы г и пересекающимися , по кромке резания (ось У, фиг. 3) боковой и меридиональной плоскостями инструмента. Для того, чтобы при внедрении торцовых участков в стенку трубы при уменьшении периметра замкнутого контура инструмента обеспечивались минимальные силовые условия на границе: плоскость реза - разрезаемый металл и возникали наибольшие растягивающие напряжения, направленные вдоль продольной оси разрезаемой трубы и способствующие раз- рьшу трубы в месте надреза, плоскость реза Л должна.быть сориентирована таким образом, чтобы в боковой плоскости угол между следом пересечения плоскости реза боковой плоскости . инструмента 8 и кромкой резания (ось У, фиг. З) был равен 35-50 . Такие же значения должен иметь угол о -угол в меридиональной плоскости между кромкой резания и проекцией на меридиональную плоскость следа пересечения с ней плоскости -реза Х . Выполнение плоскости реза с углами меньше указанных пределов снижает прочностные характеристики инструмента на торцовых участках; выше указанных пределов - не обеспечивает возникновения необходимых растягивающих усилий при внедрении клина в стенку трубы. Верхняя граница указанных пределов (тупой
торец) рекомендуется при разрезке труб из пластичньк сталей, нижняя (острый торец) - при разрезке высоколегированных марок сталей.
Обеспечение гарантированного разделения труб непосредственно
12010064
на стенке холоднойпрокатки труб позволяет совмещать отделочную операцию с основной и делает целесообразным использование предлагае5 мого инструмента в поточных линиях для производства холоднодеформированных труб.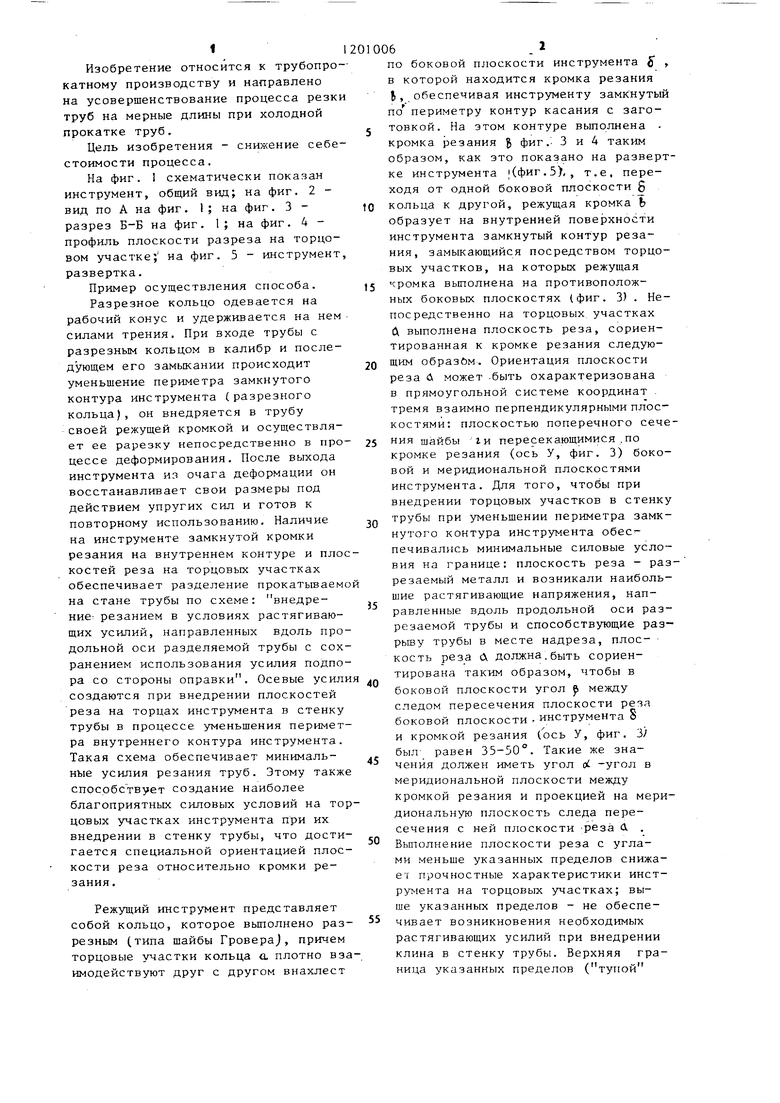
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для резки труб | 1982 |
|
SU1087273A1 |
| ИНСТРУМЕНТ ПАРАЛЛЕЛЬНЫХ НОЖНИЦ | 1992 |
|
RU2039638C1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682291A1 |
| Устройство для резки труб в линии стана холодной прокатки | 1990 |
|
SU1731472A1 |
| Устройство для поперечно-клиновой прокатки | 1977 |
|
SU707665A1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| Способ резки полых изделий | 1982 |
|
SU1069967A1 |
| РУЧНОЙ ИНСТРУМЕНТ ДЛЯ РЕЗКИ МАТЕРИАЛА | 2014 |
|
RU2592010C2 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| Дисковые ножницы | 1986 |
|
SU1388202A2 |
СПОСОБ ПРОКАТКИ НА СТАНЕ ХОЛОДНОЙ ПРОКАТКИ ТРУБ, включающий деформацию заготовки на оправке в ..:.. :ч;:д ручьевых переменного профиля валках, совершающих возвратно-поступательное перемещение, и порезку трубы на мерные длины металлическим кольцом, надеваемым на рабочий конус, отличвющийс я тем, что, с целью снижения себестоимости процесса, порезку осуществляют разрезным пружинным металлическим кольцом, имеющим замкнутую кромку резания на внутреннем контуре, а на торцовых участках - плоскость реза, наклоненную в боковой и меридиональной плоскостях под углом 35...50° к кромке резания. N5 9)
| Способ изготовления мерных труб на пилигримовом стане | 1975 |
|
SU550188A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
