I
И.зобретение относится к обработке металлов давлением и может быть использрва-. но при производстве изделий типа ступенчатых валов./ Известно устройство для поперечно-клиновой прокатки, содержащее два инструмента, имеющие рабочий клин и замкнутые отрезные бурты, с регулирующими кромками, параллельными оси инструмента {.
При использовании этой конструкции отрезных буртов разрыв заготозкр под действием на нее осевых усилий от инструмента происходит или в процессе деформирования на начальном участке бурта, или же7п|ри деформировании на конечном участке. Поверхность разрыва заготовки имеет значительную неровность, которая увеличивается с увеличением диаметра и, снижением ,;; тических свойств металлов, деформируемых в холодном состоянии. При дальнейшей обкатке на конечном участке торцы заготовки после ее разрыва слегка заглаясиваются. Причем, гфи разрезке заготовок из пластичных металлов диаметром менее 5 .мМ возможно даже заглаживание неровностей п оверхностк разрыва вертикальными поверхностями отрезных буртов. Однако при разрезке заготовок большего диаметра, а также
при разрезке менее п.ластичных металлов
высота неровностей (сколов) поверхности
разрыва достигает таКих размеров, при которых заглаживание не устраняет торцовых
дефектов вальцованных изделий.
Наиболее близким по технической сущности и достигаемому эффекту к предлагае-мому устройству является устройство для поперечно-клиновой прокатки, содержащее два основания с рабочими поверхностями, обращенными одна к другой, установленные на рабочих поверхностях формующие клинья, отрезные элементы, каждый из которых выполнен в виде клина с внутренней и Haружной наклонными. к плоскости ;основания, гранями, сопряженными между собой по ребру, наклоненному Под острым углом к плоскости основания, а также подрезные элеменргы, каждый из которых образован внутренней перпендикулярной к плоскости основания гранью и наружной наклонной к плоскости основания гранью, сопряженными между собой по ребру, наклоненному под острым углом К плоскости основания 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечной прокатки | 1977 |
|
SU694262A1 |
| Инструмент для поперечно-клиновой прокатки | 1973 |
|
SU470344A1 |
| Инструмент для поперечно-клиновой прокатки | 1977 |
|
SU680794A1 |
| Инструмент для поперечной прокатки | 1976 |
|
SU571335A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1586835A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU950471A1 |
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU617139A1 |
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU550207A1 |
| Валковое устройство | 1987 |
|
SU1459802A1 |
f iffy- ff - irff itf d.M..t.«s
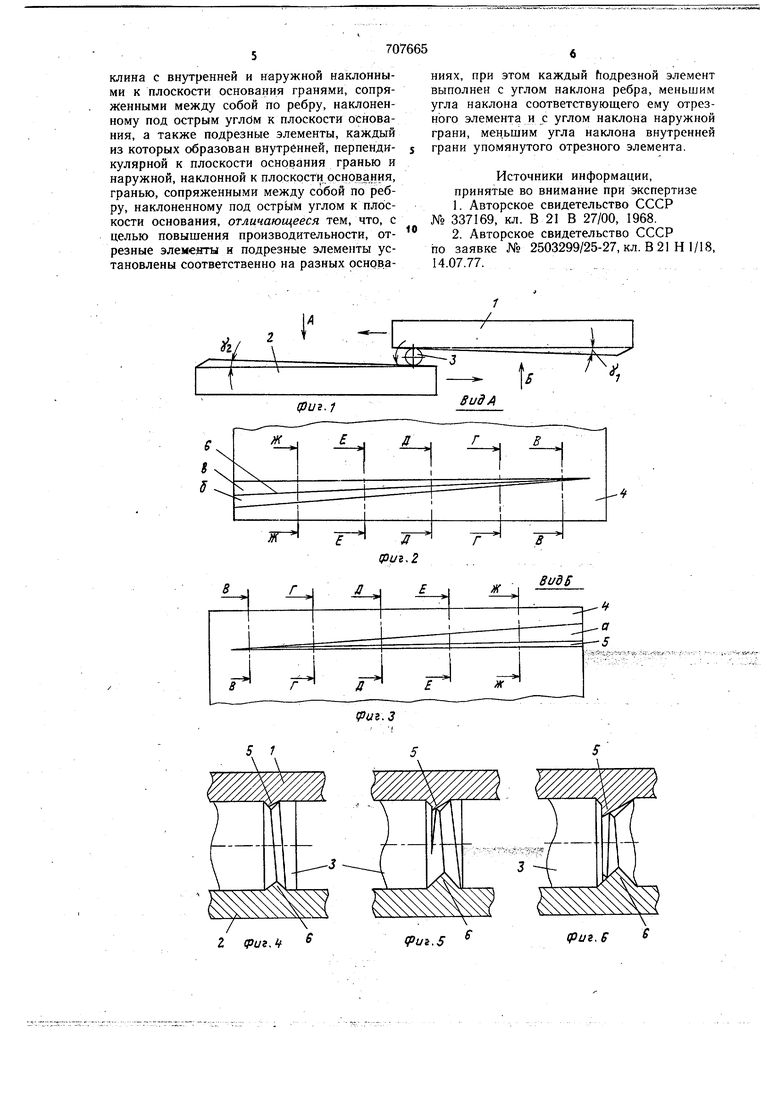
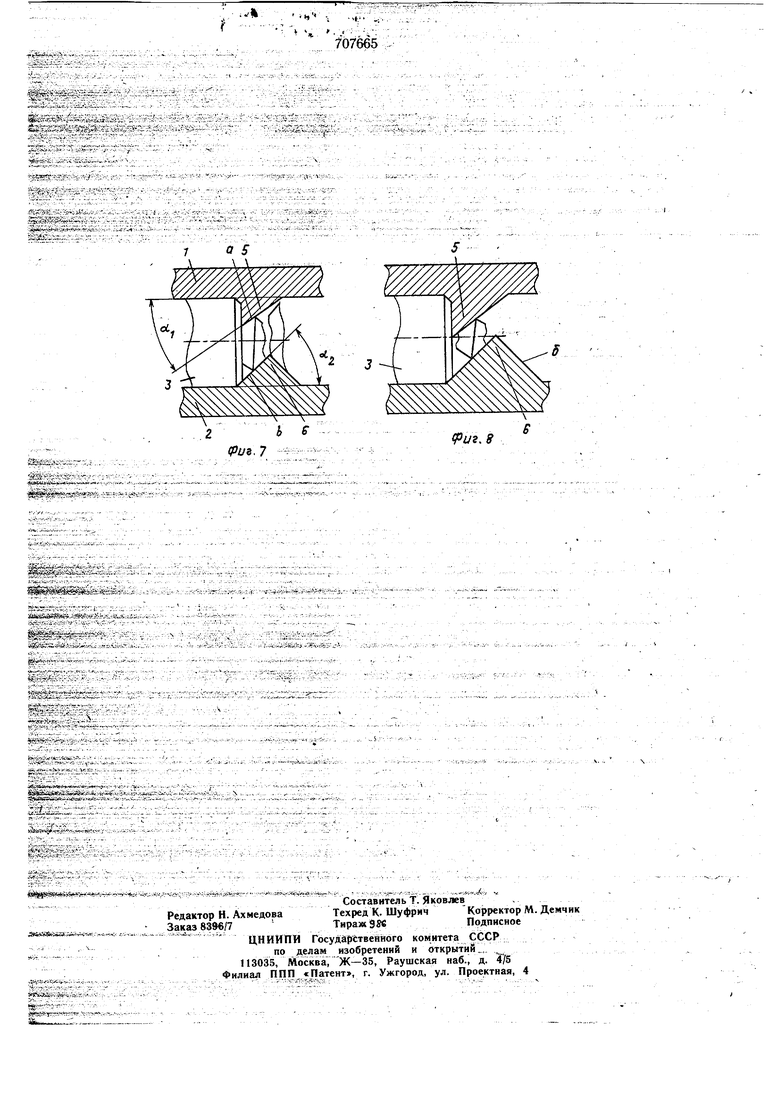
.y;ra-:fa г pяo .гт В этом инструменте режущие кромки под/резных элементов смещены относительно соответствующих режущих кромок отрезных буртов в сторону оси формообразующего клина. При этом первый предварительный переход операции разрезки с формообразованием конусной поверхности осуществляется отрезными элементами. Завершение же операции разрезки выполняется в виде подторцовки подрезными элементами. Такая конструкция инструмента позволяет повысить качество торцовых поверхностей вальцуемых изделий и получать детали без дефектов в осевой зоне торцов. Однако, в этой конструкции инструмента последовательное расположение отрезных и подрезных элементов значительно увеличивает общую длину клинового инструмента, величину его рабочего хода, а следовательно, снижает производительность процесса прокатки. Целью предлагаемого устройства является повыщение производительности. Поставленная цель достигается за счет ГОТО, ЧТО отрезные элементы и подрезные элементы установлены соответственно на разных основаниях, при этом каждый подрезной элемент выполнен с углом наклона ребра, меньщим угла наклона соответствующего ему отрезного элемента и с углом наклона наружной грани, меньщим угла наклона внутрен,ней граНи упомянутого отрезного элемента. На фиг. I НОКазано прёЖаг1ёдае устройство, вид. сбоку; на фиг., 2 - то же, вид А; на фиг. 3 - то же, вид Б; на фиг. 4-8 показаны сечения В-В, Г-Г, Д- Д Е-Е, Ж-Ж инструментов на стадиях деформирования заготовки. Устройство может иметь плоские или цилиндрические основания. В качествеп|римера показано устройство с плоскими основаниями. Устройство содержит верхнее I и нижнее 2 основания, между которыми размещена заготовка 3. На рабочих поверхностях 4 оснований, обращенных одна к другой, установлены формующие и отрезные элементы. На одном из оснований, например на верхнем, установлены подрезные элементы 5 с наклонёнными под углом oi к плоскости основания наружными гранями «а и с ребром, наклоненным к плоскости основания под углом рабочей поверхности нижнего инструмента установлены отрезные элементы 6 соответственно подрезным элементам верхней плиты. Отрезные элементы образованы наружными, наклонными гранями «б и внутренними наклонными гранями «в, сопряженными между собой по ребру, наклоненному под углом Xj, к плоскости основания. Наружные грани отрезных элементов наклонены под углом aj, к плоскости основания. Угол наклона ребра jfi меньще угла наклона .Работает устройство следующим образом. Заготовку 2 устанавливают между рабочими поверхностями оснований 1 и 2. При относительном перемещении оснований навстречу одно другому заготовка захватывается одновременно отрезными элементами нижнего и подрезными элементами верхнего оснований. При этол) заготовка приводится во вращение вокруг оси. Происходит внедрение клиновых элементов в заготовку. Поскольку угол наклона ребра подрезного элемента меньще угла наклона ребра отрезного элемента Ул, , величина степени обжатия отрезными элементами 6 в течение всего рабочего хода превыщает обжатие заготовки, осуществляемое подрезными элементами 5. Последние производят подторцовку конусных торцов заготовки, образованных отрезными элементами 6. В течение деформирования за счет соотнощения углов перемещение объема металла заготовки 3, находящегося между поверхностями «а и «в, вдоль ее продольной оси затруднено. Поэтому сначала происходит разрыв заготовки 3 на участке ее деформации наклонными боковыми деформирующими поверхностями «б, а затем заверщается подторцовка подрезными элементами 5. Отрезные элементы осуществляют предварительное формообразование заготовки- формуют конусный участок. Наличием соотнощения углов подъема клина Vi у, соответственно подрезных и отрезных элементов достигается больщая величина деформации заготовки отрезными буртами по сравнению с деформацией, осуществляемой подрёзНыми буртами. Это обстоятельство предотвращает преждевременный разрыв заготовки на участке деформирования подрезными элементами. Кроме того, увеличение степени обжатия подрезными элементами достигается созданием торцового подпора за счет соотношения углов ai а2 . Предлагаемое устройство позволяет сократить длину инструментов, а следовательно и величину рабочего хода, что существенНО повышает производительность процесса прокатки при обеспечении получения изделий с торцовыми поверхностями высокого качества. Формула изобретения Устройство для поперечно-клиновой прокатки, содержащее основания с рабочими поверхностями, обращенными одна к другой, установленные на рабочих поверхностях формующие клинья, отрезные элементы, каждый из которых выполнен в виде
клина с внутренней и наружной наклонными к плоскости основания гранями, сопряженными между собой по ребру, наклоненному под острым углбм к плоскости основания, а также подрезные элементы, каждый из которых образован внутренней, перпендикулярной к плоскости основания гранью и наружной, наклонной к плоскости основания, гранью, сопряженными между собой по ребру, наклоненному под острым углом к плоскости основания, отличающееся тем, что, с целью повышения производительности, отрезные элементы н подрезные элементы установлены соответственно на разных основа 2
(риг.1
I
S
Ii1I
И И И И
ниях, при этом каждый Ьодрезной элемент выполнен с углом наклона ребра, меньшим угла наклона соответствующего ему отрезного элемента и с углом наклона наружной грани, мецьшим угла наклона внутренней грани упомянутого отрезного элемента.
Источники информации, принятые во внимание при экспертизе
по заявке № 2503299/25-27, кл. В 21 Н 1/18, 14.07.77.
5 ид А
5
V
S
Сриг.В
t; A, - .
. / i
J
i 6«Oi/e, 7
л
i/г. г
.JK:..ig..;
assassiSiftJ wXj igsSsiAsi;
