1.
изобретение относится к обработке металлов давлением, а именно к способам изготовления крестообразного слесарно-монтажного инструмента.
Цель изобретения. - повышение производительности и; качества получаемых .изделий,
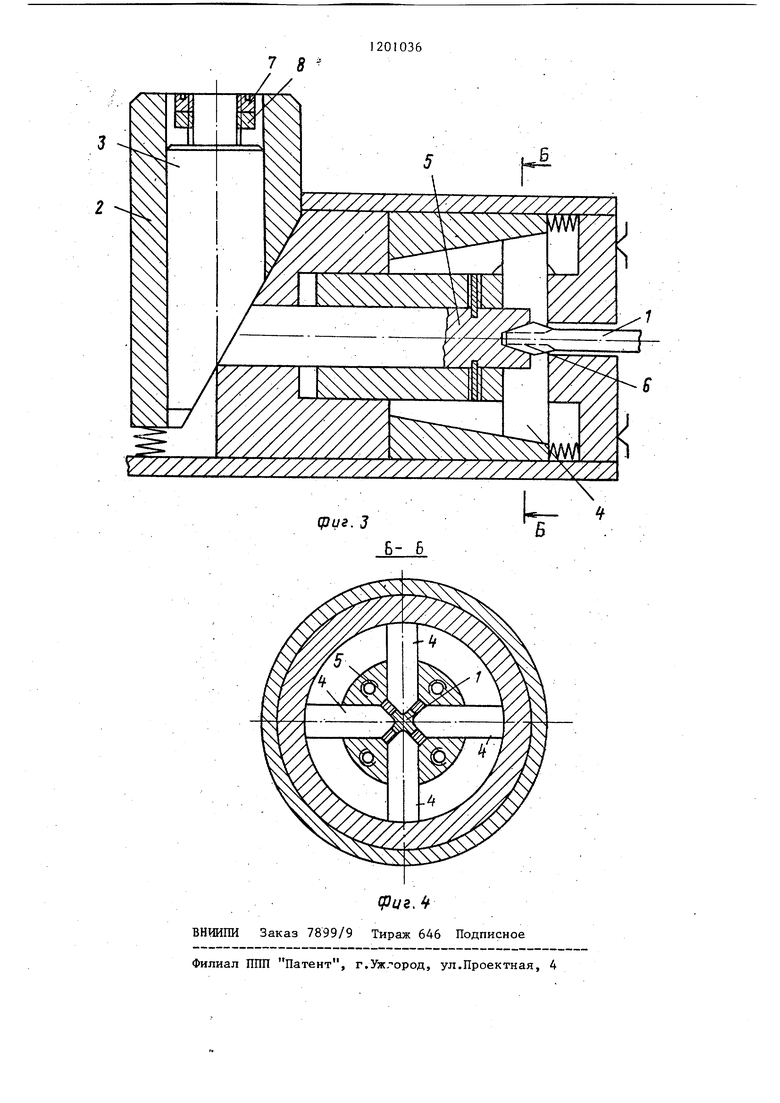
На фиг. 1 дано эСКизное изобра- жение процесса получения заготовки инструмента; на фиг. вид А на фиг. I ;: на фиг.. 3,- штамп для радиальной штамповки и калибровки; на фиг. 4 - разрез В-Б на фиг. 3.
Способ осуществляется следзтощим образом.
Из прутка отрезается заготовка 1 с торцом, имеющим форму конуса с вогнутой боковой поверхностью (фиг. 1 и 2) . Затем профилированную заготовку подают в полость штампа (фиг. 3 и4). От действия составного бойка 2, 3 осуществляется формирование шлицев на заготовке 1 формоо.бразую- щими инструментами .4 (фиг. 3 и 4). В этом же ш.тампе после начала действия инструментов 4 от действия бойка 3 перемещается упор 5 и осу- . ществляет калибрование повёрхнос- .тей 6 заготовки 1.. Перемещение это010362 . .
го бойка регулируется при помощи гаек 7 и 8. В зависимости от номера кре.стообразного инструмента, получаемого штамповкой, подбираются размер .и геометрия заготовки. Так, например, для шлицев от № О до № 4 угол конуса берется , радиус вогнутости и размеры заготовки соответствуют указанным в таблице. 10
Предлагаемый способ по сравнению с известным позволяет получать рабочую часть крестообразного инстру мента из заготовок меньшего диаметра. .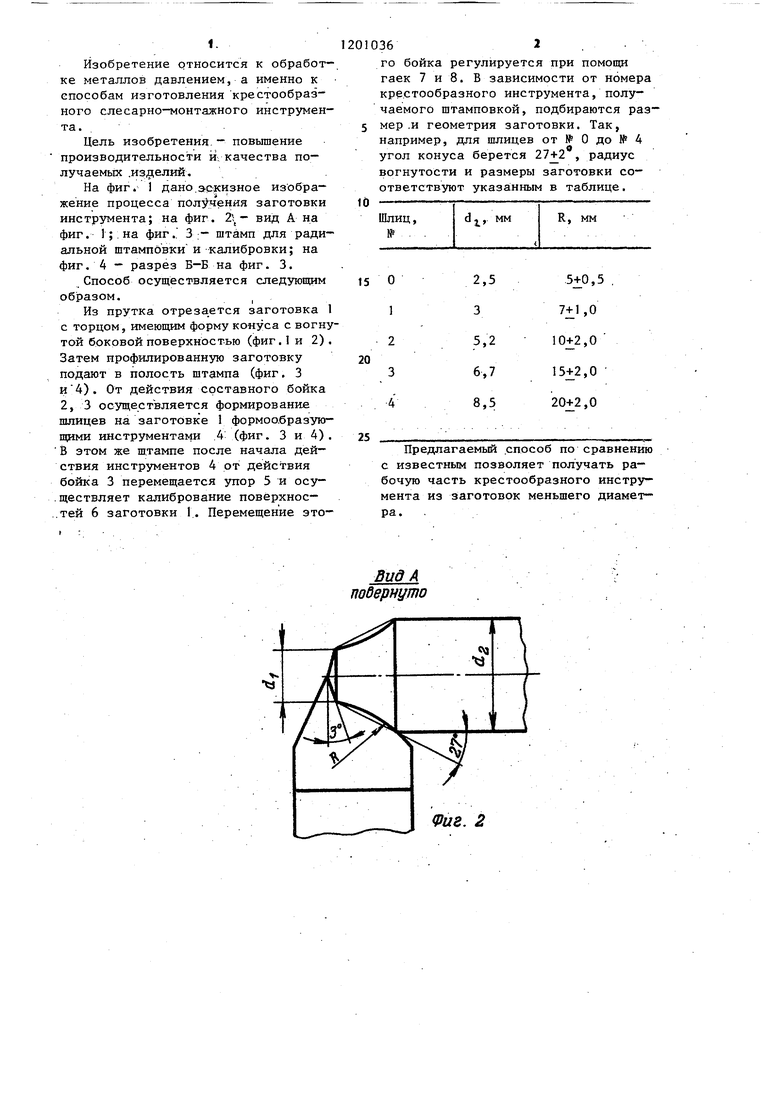
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для радиальной штамповки | 1980 |
|
SU904861A1 |
| Штамп для безоблойной радиальной штамповки | 1981 |
|
SU1026359A1 |
| Штамп для радиальной штамповки | 1982 |
|
SU1199418A1 |
| Устройство для радиальной штамповки | 1978 |
|
SU689776A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНЗОВОГО КОМПЕНСАТОРА ТЕМПЕРАТУРНЫХ УДЛИНЕНИЙ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2022 |
|
RU2791559C1 |
| Способ изготовления инструментов | 1988 |
|
SU1593778A1 |
| Способ изготовления поковок с отростками | 1986 |
|
SU1355347A1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| Способ изготовления режущего инструмента с винтовыми канавками | 1986 |
|
SU1750910A1 |
| Устройство для радиальной штамповки головок болтов | 1989 |
|
SU1764758A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ КРЕСТООБРАЗНОГО ИНСТРУМЕНТА, Заключающийся в получении профилированной прутковой заготовки с торцом в форме конуса, приложении к торцу деформирующего усилия .путем радиальной штамповки и дополнительной ее обработки, отличающийся тем, что, с целью повышения производительности и качества получаемых изделий, боковую поверхность конуса выполняют вогнутой. 2. Способ по п. 1, о т л и ч а - . ю .щ и и с я тем, что дополнительную обработку производят калибровкой при приложении деформирующего усилия за один рабочий ход. (Л с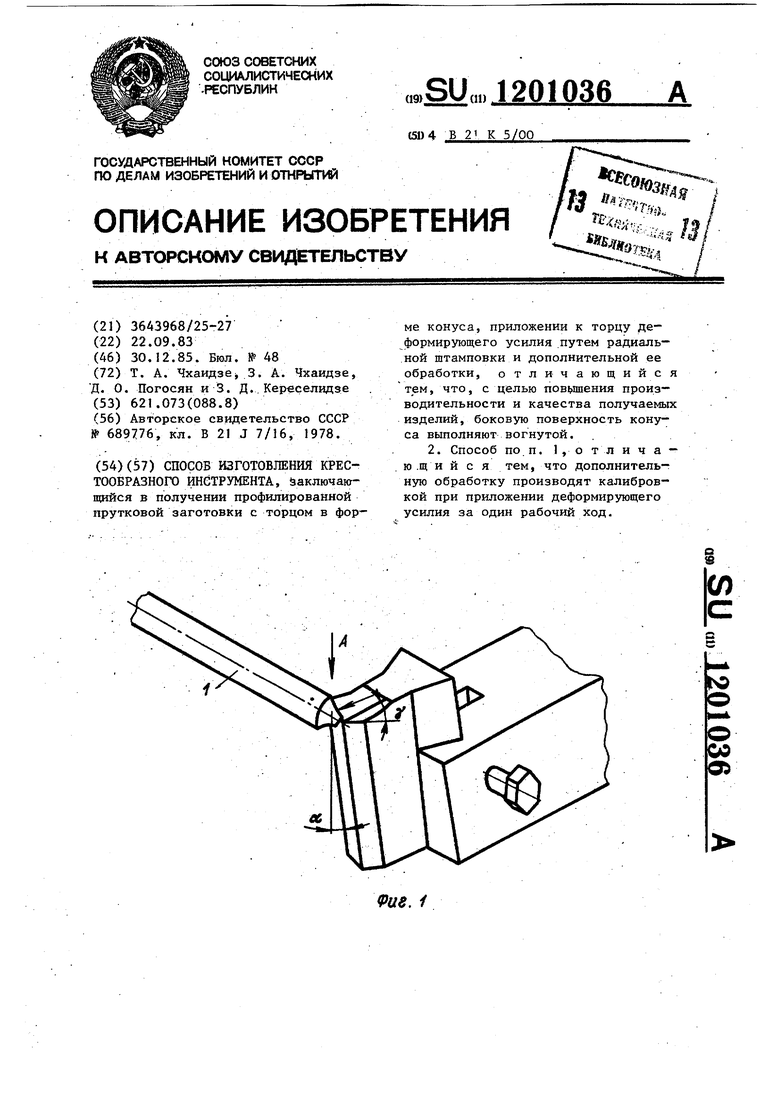
Вид А подернуто
| Устройство для радиальной штамповки | 1978 |
|
SU689776A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
