(Л
С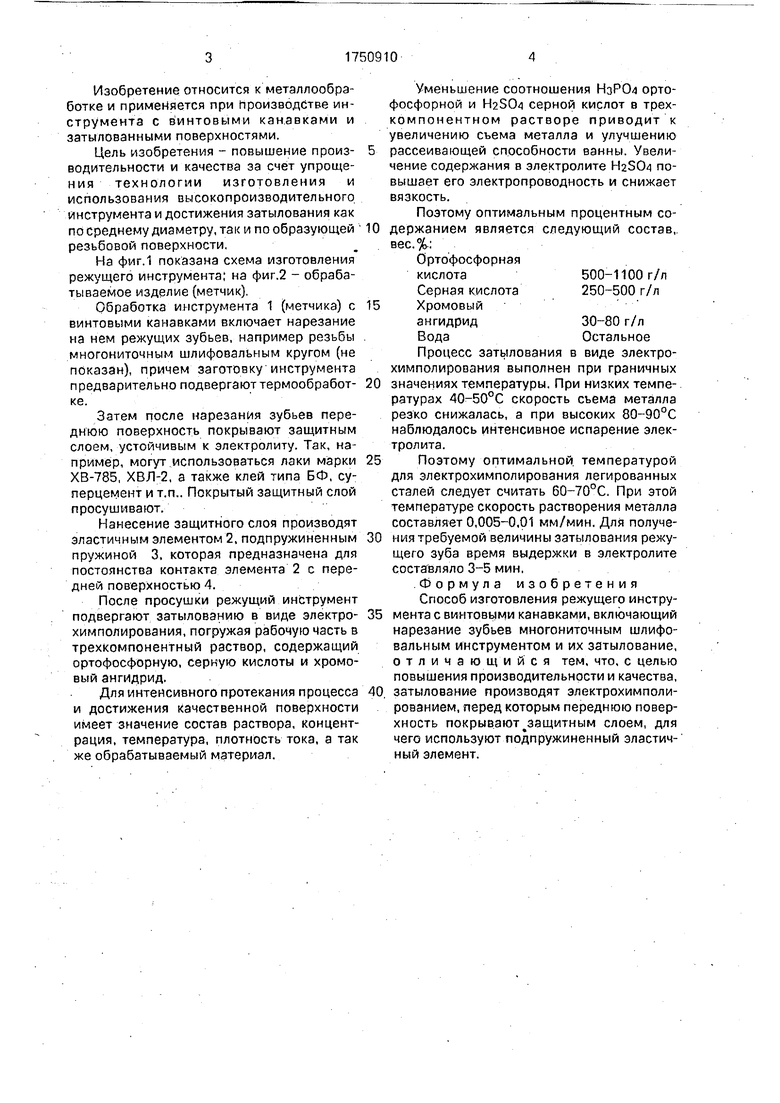
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| Способ изготовления метчиков для нарезания точных резьб | 1976 |
|
SU580954A1 |
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| Способ изготовления резьбообразующего инструмента и устройство для его осуществления | 1982 |
|
SU1026983A1 |
| МЕТЧИК | 2008 |
|
RU2380204C1 |
| Метчик для нарезания точных резьб и способ его изготовления | 1987 |
|
SU1562073A1 |
| Метчик | 1986 |
|
SU1328094A1 |
| Комплект метчиков для нарезания резьбы в труднообрабатываемых металлах | 1981 |
|
SU1085719A1 |
| Метчик для нарезания точных резьб | 1979 |
|
SU814615A1 |
Изобретение относится к области металлообработки и найдет применение при производстве инструмента с винтовыми канавками с затылованными поверхностями. Цель изобретения - повышение производительности и качества за счет упрощения тех- нологии изготовления, использования высокопроизводительного инструмента и достижения затылования как по среднему диаметру, так и по образующей рабочей резьбовой поверхности. На термически обработанной заготовке производят нарезание режущих зубьев многониточным шлифовальным инструментом. Получают режущий инструмент с винтовыми канавками. Передние поверхности зубьев покрывают защитным слоем, устойчивым к электролиту, подпружиненным эластичным элементом. Затем осуществляют затылова- ние электрохимполированием. 2 ил.
Фиг. 2
О О Ю
О
Изобретение относится к металлообработке и применяется при производстве инструмента с винтовыми канавками и затылованными поверхностями.
Цель изобретения - повышение производительности и качества за счет упрощения технологии изготовления и использования высокопроизводительного инструмента и достижения затылования как по среднему диаметру, так и по образующей резьбовой поверхности,
На фиг.1 показана схема изготовления режущего инструмента; на фиг.2 - обрабатываемое изделие (метчик).
Обработка инструмента 1 (метчика) с винтовыми канавками включает нарезание на нем режущих зубьев, например резьбы многониточным шлифовальным кругом (не показан), причем заготовку инструмента предварительно подвергают термообработке.
Затем после нарезания зубьев переднюю поверхность покрывают защитным слоем, устойчивым к электролиту. Так, например, могут использоваться лаки марки ХВ-785, ХВЛ-2, а также клей типа БФ, суперцемент и т.п.. Покрытый защитный слой просушивают.
Нанесение защитного слоя производят эластичным элементом 2, подпружиненным пружиной 3, которая предназначена для постоянства контакта элемента 2 с передней поверхностью 4.
После просушки режущий инструмент подвергают затыловэнию в виде электро- химполирования, погружая рабочую часть в трехкомпонентный раствор, содержащий ортофосфорную, серную кислоты и хромовый ангидрид.
Для интенсивного протекания процесса и достижения качественной поверхности имеет значение состав раствора, концентрация, температура, плотность тока, а так же обрабатываемый материал.
Уменьшение соотношения НзРСм орто- фосфорной и НаЗСм серной кислот в трех- компонентном растворе приводит к увеличению съема металла и улучшению рассеивающей способности ванны. Увеличение содержания в электролите НаЗСц повышает его электропроводность и снижает вязкость.
Поэтому оптимальным процентным со- держанием является следующий состав, вес.%:
Ортофосфорная
кислота500-1100 г/л
Серная кислота250-500 г/л
Хромовый
ангидрид30-80 г/л
ВодаОстальное
Процесс затылования в виде электро- химполирования выполнен при граничных значениях температуры. При низких температурах 40-50°С скорость съема металла резко снижалась, а при высоких 80-90°С наблюдалось интенсивное испарение электролита.
Поэтому оптимальной температурой для электрохимполирования легированных сталей следует считать 60-70°С. При этой температуре скорость растворения металла составляет 0,005-0,01 мм/мин. Для получе- иия требуемой величины затьтования режущего зуба время выдержки в электролите составляло 3-5 мин,
Формула изобретения Способ изготовления режущего инстру- мента с винтовыми канавками, включающий нарезание зубьев многониточным шлифовальным инструментом и их затылование, отличающийся тем, что, с целью повышения производительности и качества, . ззтылование производят электрохимполи- рованием, перед которым переднюю поверхность покрывают защитным слоем, для чего используют подпружиненный эластичный элемент.
Фиг. 1
| Патент США № 4236357, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Филиппов ГВ | |||
| Режущий инструмент | |||
| М.: Машиностроение, 1981, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
