2.Устройство по п. 1, от л ичающее с я тем, что внутренняя коническая поверхность огнеупорного кольца направлена расширенной частью в сторону вытягивания заготовки.
3,Устройство по пп. 1 и 2, отличающееся тем, что дополнительный магнитопровод выполнен ступенчатым, причем его внутренний диаметр меньше в зоне огнеупорного кольца, чем в зоне кристаллизатора.
4.Устройство по пп. 1-3, о т личающееся тем, что оправка выполнена с осевым каналом, соединенным с радиальными сквозными отверстиями .
5.Устройство по пп. 1-4, отличающееся тем, что затравка выполнена из немагнитной стали..
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ ТОНКОСТЕННЫХ ТРУБ | 1997 |
|
RU2133171C1 |
| Устройство для непрерывной отливки тонкостенной чугунной трубы | 1983 |
|
SU1215607A3 |
| СПОСОБ ВЕРТИКАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2655407C1 |
| Машина для вертикального непрерывного литья заготовок | 1987 |
|
SU1650336A1 |
| Установка для непрерывного литья полых заготовок | 1978 |
|
SU865500A1 |
| Установка для непрерывного литья полых заготовок типа втулок | 1980 |
|
SU899250A1 |
| АГРЕГАТ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО И ШЛАКОВОГО РАСПЛАВОВ | 1999 |
|
RU2172456C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2455106C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1993 |
|
RU2074787C1 |
1. УСТРОЙСТВО ДЛЯ НЕПРЕРЫ НОГО ЛИТЬЯ ТРУБ ВО ВРАЩАКЩЕМСЯ МА НИТНШ ПОЛЕ, содержащее заливочны канал, кристаллизатор, оправку с магнитопроводом и обмоткой индукт ра вращающегося магнитного поля, равку и механизм вытягивания, о т листающееся тем, что, с целью повьшения качества отливаемых труб путем улучшения структуры отливки и уменьшения продольной разнотолщинности, оно дополнительно снабжено стальным стаканом, охватывающим кристаллизатор, дополнительным магнитопроводом, расположенным соосно с оправкой и с кристаллизатором во внутренней расточке стакана, а также огнеупорным кольцом с наружной цилиндрической и внутренней конической поверхностями, расположенным в кольцевом зазоре между магнитопроводами, причем в огнеупорном кольце вьтолнено отверстие, соединенное с заливочным каналом.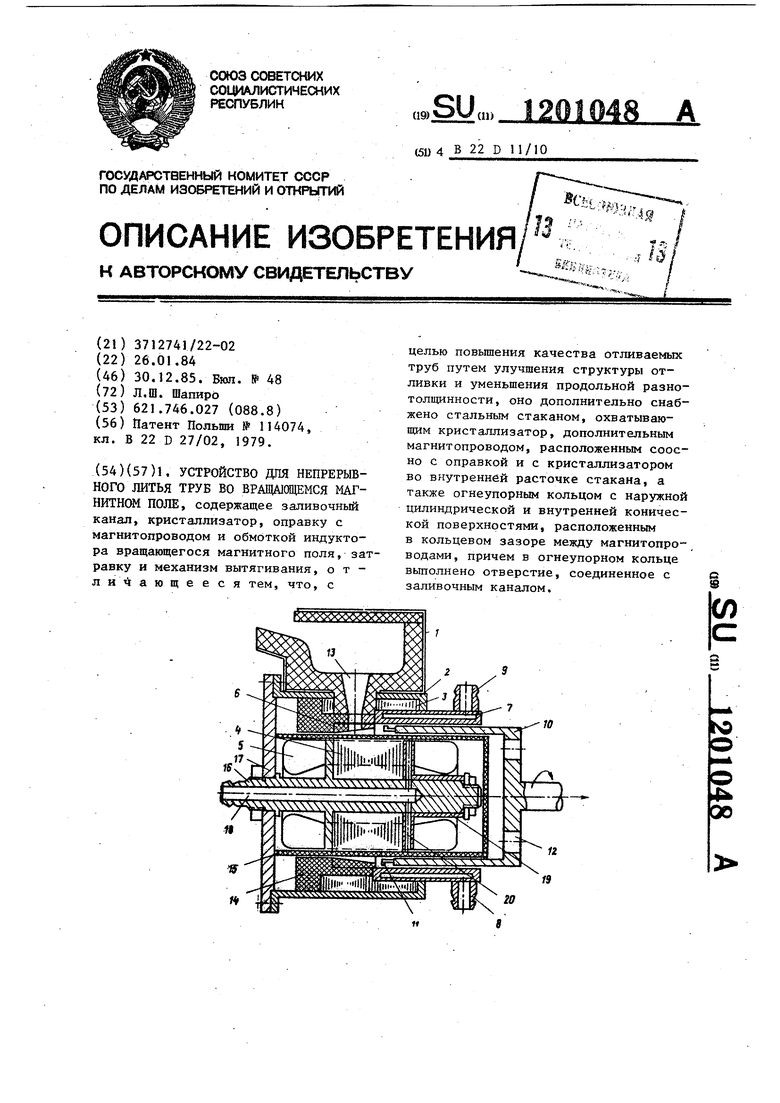
1
Изобретение относится к металлургии, конкретнее к непрерывному литью труб.
Целью изобретения является повышение качества отливаемых труб путем улучшения структуры отливки и уменьшения продольной разнотолщинности.
На чертеже приведена конструкция предлагаемого устройства.
Устройство для непрерывного литья труб во вращающемся магнитном поле состоит из футерованной огнеупором промежуточной емкости 1, установленной на стакане 2 индуктора, состоящего из внешнего магнитопровода 3 и внутреннего магнитопровода 4 с обмоткой 5. В части рабочего зазора, где внутренний диаметр отверстия наружного магнитопровода меньше (на чертеже слева), установлено кольцо 6 из высокостойкого огнеупора с внутренней конической поверхностью, оставшуюся часть рабочего зазора индуктора с большим диаметром отверстия во внешнем магнитопроводе (на чертеже справа) занимает кристаллизатор 7, охлаждаемый водой, подавае.мой под давлением через входной штуцер 8 и сливаемой через сливной штуцер 9, и затравка 10 из магнитной стали с крючками 11 и выходными отверстиями 12 для отработанного газа. Промежуточная емкость 1 и кольцо 6 соединены металлотрактом 13 - трубка из огнеупорного материала, проходящая через отверстие во внешнем магнитопроводе 3. Внешний магнитопровод 3 защищен огнеупорным кольцом 14, внутренний магнитопровод 4 с обмоткой 5 - огнеупорным стаканом
15с выходными отверстиями для инерт ного газа. Внутренний магнитопровод 4 с обмоткой 5 собраны на оправке
16и установлены в устройстве при помощи центрирующего фланца 17. В
оправке 16 выполнен осевой канал 18, а в нажимной втулке 19 между пазамирадиальные сквозные каналы 20 для подачи сжиженного инертного газа.
Устройство работает следующим образом.
Жидкий металл, попадая из входного отверстия на внутреннюю коническую поверхность кольца, начинает ,
вращаться в кольцевом зазоре вокруг оси под действием вращающегося магнитного поля. Нормальная составляющая возникшей центробежной силы прижимает вращающийся жидкий металл к
конической поверхности кольца, а
тангенциальная составляющая этой силы стаскивает кйльцо вращающегося. металла с конуса на внутреннюю цилиндрическую поверхность кристаллизатора. Начинает образовываться наружная корочка. По мере поступления жидкий металл заполняет всю наружную поверхность кольцевой емкости, сцепляется с крючками затравки. За счет
тангенциальной составляющей центробежной силы постоянно происходит продольный подпор, улучшающий структуру отливки. Внутренний (свободный) диаметр вращающегося металла умецьшается за счет новых порций металла, поступающих из заливочного канала до тех ПОР пока вращающийся слой жидкого металла не перекроет входное отверстие. При этом, если гравитационная сила от столба жидкого металла в заливочной емкости меньше центро
| Угольный комбайн для пластов наклонного падения | 1956 |
|
SU114074A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
