Изорретение относится к литью деталей, в частности к литью деталей по вьшлавляемым моделям направленным затвердеванием. Целью изобретения является обес печение регулирования режима охлаж дения кристаллизующегося металла. На чертеже схематически изображено предложенное устройство, разрез. Устройство содержит кристаллизатор, имеющий внешнюю часть 1, вьшолненную в виде кольца с воронкообразной торцовой поверхностью, и внутреннюю.часть 2, выполненную в виде поршня, размещенного в отве стии внешней части на расстоянии от верхнего торца с образованием полости под Легкоплавкий сплав, а также опору 3 в виде кольца из огнеупорного материала, обеспечивающего гарантированную полость 4 между кристаллизатором и нижней частью литейной формы 5. В объеме, образованном внешней частью 1 и внутренней частью 2 кристаллизатора, помещен легкоплав кий сплав 6. Для нагрева литейной формы 5 до необходимой температуры и поддержания этой температуры на установленном технологическим процессом уровне в устройстве имеется нагреватель 7. Устройство работает следующим образом. В исходном положении внутренняя часть 2 кристаллизатора, выпо ненная в виде поршня, опущена вни таким образом, что во внешней час 1 кристаллизатора образуется замк нутая полость, В образовавшуюся таким образом полость укладьгоаетс легкоплавкий сплав 6. При этом размеры навески легкоплавкого спл ва 6 выбираются такими, чтобы сох нялся зазор между ее наружной поверхностью и внутренней поверхнос внешней части I кристаллизатора, высота - исключала контакт верхне части навески легкоплавкого сплав 6 с литейной формой 5, Подготовленная к заливке метал лом литейная форма 5 устанавливается на опору 3, исключающую контакт литейной формы 5 с рабочей поверхностью внешней части 1 крис 32 таллизатора.. После, этого кристаллизатор с литейной формой 5, легкоплавким сплавом 6 вводится в нагреватель 7, где температура литейной формы 5 повьш1ается до установленного уровня. Наличие полости 4 между нижней частью литейной формы 5 и рабочей поверхностью наружной части 1 кристаллизатора исключает захолажива- . ние низкней части литейной формы 5. Перед заливкой литейной формы 5 за счет движения внутренней части 2 кристаллизатора легкоплавкий металл 6 выдается в полость 4, где, расплавляясь от тепла, излучаемого нагретой литейной формой 5 и нагревателем 7, растекается по рабочей поверхности.внешней частн 1 кристаллизатора, заполняя полость 4. Наличие в полости 4 расплавленного металла обеспечивает хороший контакт между литейной формой 5 и рабочей поверхностью внешней части 1 кристаллизатора, а повьш1енная температура легкоплавкого сплава 6 - соответствующую скорость кристаллизации первых порций металла, исключа(рщую образование зон с мелкими равноосными кристаллами. За счет перемещения внутренней части кристаллизатора уровень легкоплавкого сплава может повьш1аться или понижаться в любое время, позволяя .изменять величину площади его контакта с литейной формой, -а следовательно, управлять скоростью отвода тепла от отливки по заранее заданной программе. Так как температура залитого в форму металла значительно превьш1ает температуру легкоплавкого сплава, то легкоплавкий сплав находится в жидком состоянии и после затвердевания металла отливки. Позтому по окончании кристаллизации внутренняя часть кристаллизатора опускается в крайнее нижнее положение относительно внешней, образуя по-. лость, где легкоплавкий сплав затвердевает. При заливке следующей литейной формы легкоплавкий сплав используется повторно. По мере расходования легкоплавкого сплава его количество восполняется за счет свежих добавок. 3 Применение предложенного устройства.позволяет повысить качество 1201053 литья на 15-20% и снизить расход , литейных форм на 20-30%,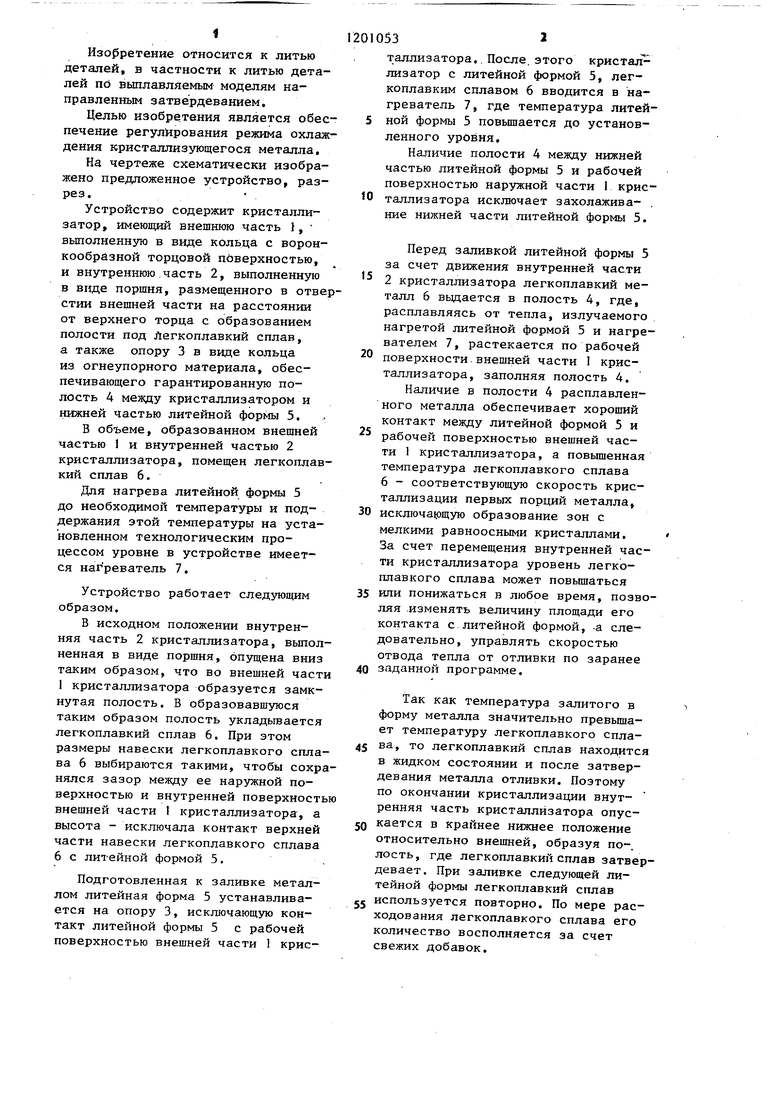
УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОГО ЗАТВЕРДЕВАНИЯ, содержащее кристаллизатор с полостью на торце под легкоплавкий сплав и литейную форму, расположенную на опоре отличающееся тем, что, с целью обеспечения регулирования реж11йа охлаждения кристаллизую--%. HanpaB/ienut краетаани затррл г Направление, ваимени аормнл щегося металла,кристаллизатор выполнен составным из двух частей: внешней в виде кольца с воронкообразной торцовой поверхностью и внутренней в виде поршня, размещенного в отверстии внешней части, на расстоянии от ее верхнего торца с образованием полости под легкоплавкий сплав опора выполнена в виде кольца из огнеупорного материала н смонтирована по наружному диаметру внешней части кристаллизатора, при этом каждая из частей последнего снабжена приводом перемещения в вертикальном направлении.
| Устройство для изготовления отливок направленной кристаллизацией | 1975 |
|
SU598690A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
