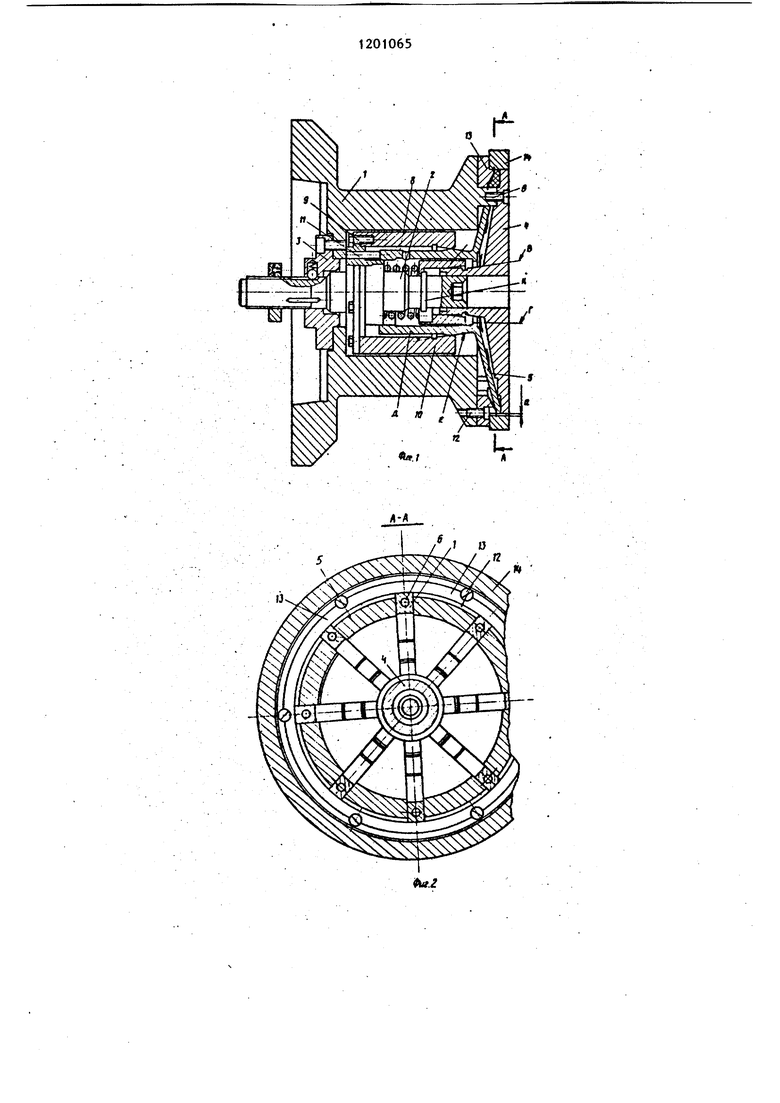
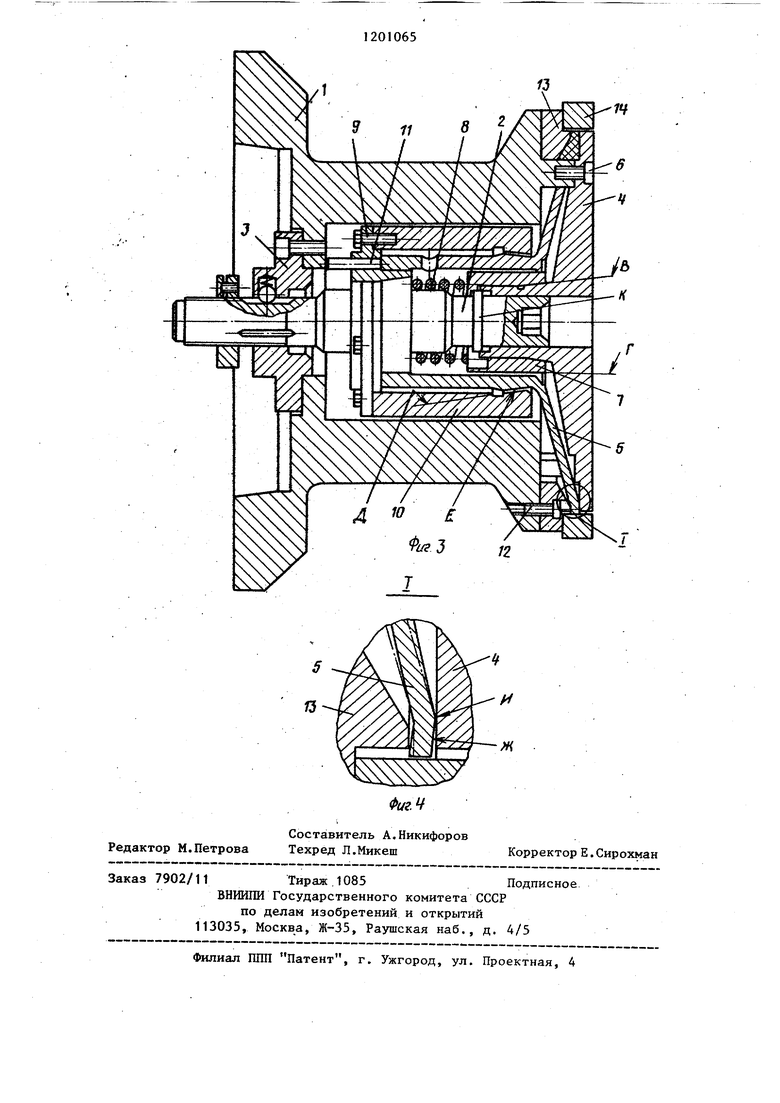
Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления кольцеобразных деталей на металлорежуащх станках. Цель изобретения - повьпиение точности базирования деталей путем устранения зазоров в соединениях сопрягаемых поверхностей деталей оправки. На 4«г.1 изображена оправка при установке детали, продольный разрез; на фиг.2 - разрез А-А на ,фиг.1; на фиг.З - оправка при зажиме детали, продольный разрез; на фиг.А - узел на фиг.З (выносной элемент). . В корпусе 1 оправки смонтирован шток 2 механизированного привода. Шток 2 установлен с возможностью перемещения в направляющих (втулке 3 и рабочем элементе фланце 4) и воздействует на центрирукидцй элемент 5, выполненный в вцце пружинной шайбы тарельчатой .формы со ступицей, причем шайба установлена так, что выпуклой стороной тарелки она направлена внутр патрона, а пазы выполнены частично прорезающими ступицу, что обеспечи вает ей упругость. Своими лепестка ми центрирующий элемент 5 упирается во фланец 4 со ступицей, установленный и закрепленный винта1«1 6 в корпусе i и имеющий наружную конусную поверхность 6. На ступице фланца 4 установлена промежуточная втулка 7, имекщая возможность пере мещаться вдоль оси оправки под дей ствием штока 2 и пружин 8. Ступица элемента 5 имеет внутренний базовьй поясок Г. На штоке 2 винтами закреплен стакан 10 с конусной поверхностью Д . Плунжеры 11 установлены в отверстиях, выполненных в бурте штока 2. На корпусе 1 винтами 12 закреплен опорный злементкольцо 13, по торцу которого базируется деталь 14. На наружной по652верхности ступицы элемента 5 вьшолнена конусная поверхность Е. Оправка работает следующим образом. Для установки детали 14 (фиг.1) шток 2 перемещается в крайнее левое положение, при этом он буртом К сдвигает втулку 7 влево, которая сходит с конусного участка В ступицы фланца 4 и внутреннего базового пояса Г ступицы центрирующего элемента 5. После этого стакан 10 конусным участком А воздействует на конусный участок Е, вьтолненный на наружной поверхности ступицы центрирующего элемента 5. Так как плунжеры 11 не дают возможности перемещаться центрирующему элементу 5 вместе со штоком 2, стакан Ю сжимает его лепестки, создавая окружной зазор а между базовой поверхностью детали 14 и центрирующего элемента 5, достаточный для установки детали 14. При закреплении детали 14 (фиг.З) шток 2 перемещается вправо и стаканом 10 освобождает центрирующий элемент 5, который возвращается в свое свободное состояние, после чего втулка 7 под действием пружин 8 заходит на конусный участок В ступицы фланца 4. При дальнейшем перемещении шток 2 доходит до торца ступицы центрирующего элемента 5, который при этом деформируется и наружным базовым пояском центрирует деталь 14, а разрезная часть его ступицы внут1 енним базовым пояском Г центрируется по втулке 7, выбирая весь радиальный зазор. Кроме того, при деформации центрир ощего элемента 5 (фиг.4) его наружный базовый поясок разворачивается относительно его положения в свободном состоянии, показанном штрихпунктирной линией на фиг.4, вокруг точки И, расположенной на. наименьшей окружности опорной поверхности Ж центрирующего элемента 5, и поджимает деталь 14 к торцу кольца 13.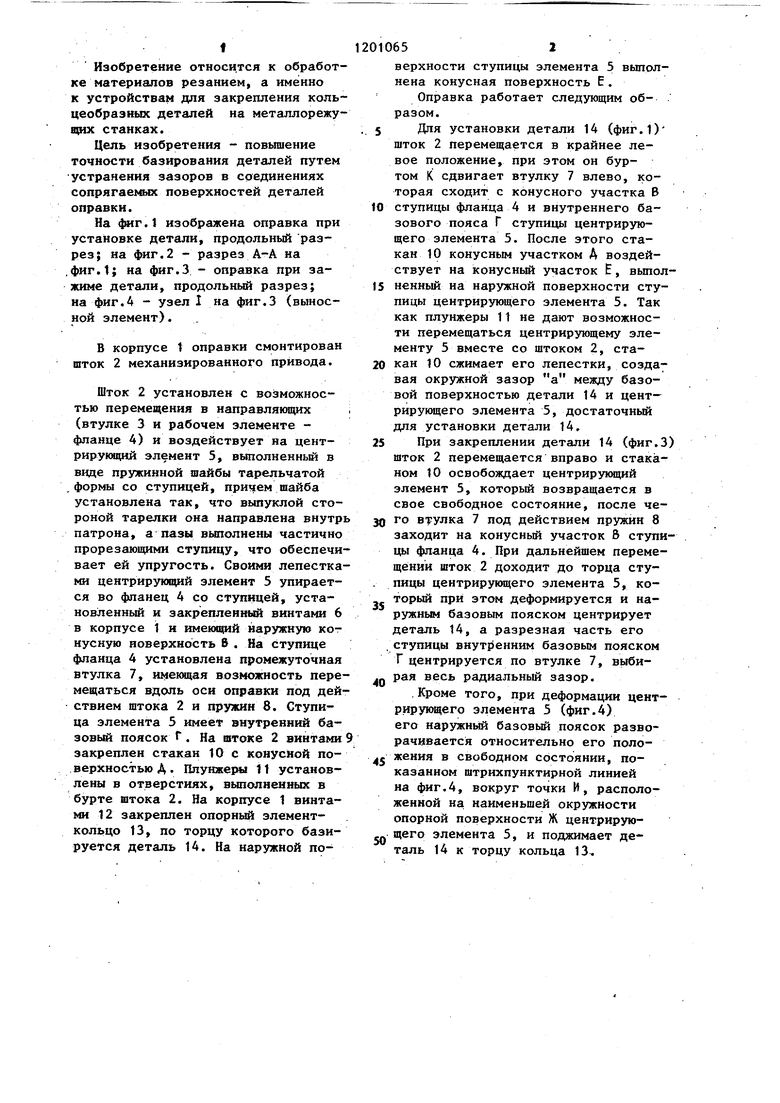
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для отбортовки и закатки жестяных изделий | 1988 |
|
SU1683846A1 |
| ОПРАВКА ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2119409C1 |
| Сборная прошивка | 1979 |
|
SU874282A1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| Универсальный бестропереналаживаемыйКлиНОВОй ТОКАРНый пАТРОН | 1979 |
|
SU831398A1 |
| Устройство для двусторонней запрессовки втулок в корпусную деталь | 1987 |
|
SU1511044A1 |
| МУФТА ПРЕДЕЛЬНОГО МОМЕНТА | 1969 |
|
SU244825A1 |
| Устройство для зажима деталей | 1979 |
|
SU831498A2 |
| Устройство для автоматической сборки деталей типа вал-втулка | 1988 |
|
SU1542774A1 |
| Зажимной патрон | 1983 |
|
SU1094675A1 |
ОПРАВКА, содержащая корпус с рабочим и опорным элементами, центрирующий элемент, выполненный в виде пружинной шайбы тарельчатой формы со ступицей, и шток механизированного привода, отличающаяся тем, что, с целью повыщения точности базирования, шток механизированного привода снабжен стаканом и промежуточной втулкой, внутренние поверхности которых выполнены конусными,при этом рабочий элемент выполнен в виде фланца со ступицей, наружная поверхность которой вьтолнена конусной, а ступица центрирующего элемента - упругой с внутренней конусной поверхностью, причем стакан и промежуточная втулка установлены с возможностью взаимодействия конусными поверхностями с ответными поверхностями ступиц центрирующего элемента и фланца.
13
1 О
| Зависляк Н.И | |||
| Современные приспособления к металлорежущим станкам | |||
| М.-Л.: Машгиз, 1963, с.55 | |||
| фиг | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Копаневич Е.Г | |||
| Установочно-зажимные станочные приспособления в приборостроении | |||
| М.; Машиностроение, 1971, с.62, рис | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
