Известные, применяемые в промышленности станки для правки тонкостенных труб, построенные на принципе протягивания подвергаемого правке изделия через эксцентрично вращающуюся обойму, с применением тянущей каретки с захватами, приводимой цепной передачей, могут быть использованы для правки труб с минимальным диаметром 15 мм.
Приборостроительная и радиотехническая промышленность потребляет в настоящее время тонкостенные трубки весьма малого диаметра порядка 0,3 мм, с толщиной стенки порядка 0,04 м.ч, правка которых не может быть осуществлена на известных станках.
Предлагаемый станок построен на принципе известных станков для правки тонкостенных труб, однако в отличие от известных в нем применен редуктор, автоматически останавливающий станок в момент введения в него подвергаемой правке трубки и включающий в работу после введения последней.
Применением в станке вышеуказанного редуктора достигнута возможность правки тонкостенных трубок весьма малого диаметра.
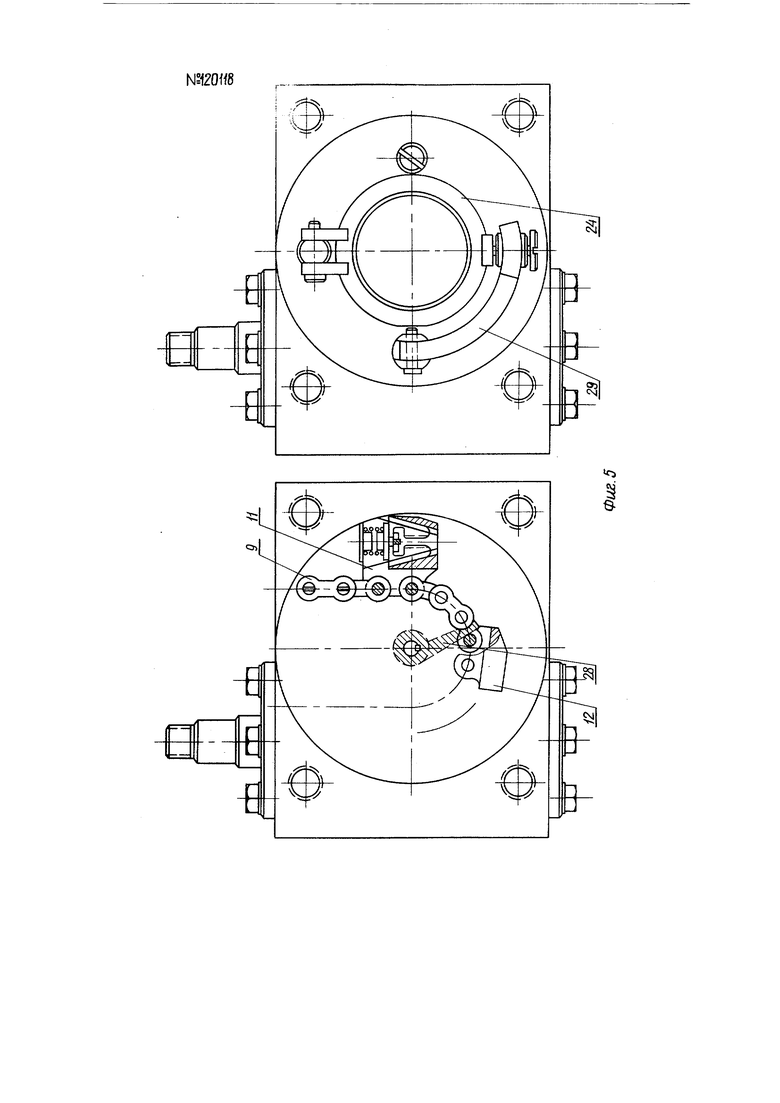
Па фиг. 1 и 2 показан в трех проекциях общий вид станка; на фиг. 3 - в двух проекциях каретка; на фиг. 4 -в продольном разрезе редуктор; на фиг. 5 - вид редуктора сверху, в двух положениях.
Станок выполнен в виде тумб 1 и 2, соединенных между собой посредством желоба 3. На каждой из тумб смонтированы обоймы 4 и 5, получающие эксцентричное вращение от электродвигателей 5 и 7, размещенных в тумбах. В тумбе / вмонтирован редуктор 8, предназначенный для периодического останова цепи 9 и электродвигателя 6 приводящего обойму 4 и редуктор. Над желобом проложены направляющие 10 для ориентирования движения каретки 11 (которых может быть две и больше), скрепленной с цепью 9. Против каждой каретки посажены упоры 12.
№ 120118- 2 -На редукторе посажена ведущая цепь звездочка 13, а на тумбе 2 ведомая цепью звездочка 14. По центру ведущей и ведомой звездочек закреплены на стойках 15 регулируемые по высоте рычаги 16, предназначенные для открытия захватывающих изделие плащек 17 (фиг. 3) каретки 11, путем нажима на двуплечий рычаг 18. На стойках 15 с противоположной стороны крепления рычагов 16 закреплены отключающие ролики 19 для выведения из плашек каретки выправленной трубки.
На щлицах центрального вала 20 редуктора (фиг. 4) насал ена ведомая зубчатая полумуфта 21, поджатая вверх пружиной 22. Ведомая полухмуфта находится в сцеплении с ведущей полумуфтой 23, на которой сидит ведущая звездочка 13.
Нри подходе каретки // к исходному положению (фиг. 5) упор 12 (фиг. 1), надвигаясь на рычаг отключения 29, нажимает на диск 24, который своими щтангами 25 давит на втулку 26 и посредством упорного щарикоподщинника 27 производит отключение ведущей звездочки 13 и цепи 9 от каретки //, при этом рычаг 28 включения занимает положение, показанное нунктиром (фиг- 5).
Рычаг 28, продолжая вращаться вместе с валом 20, надвигается на упор 12 и придает ему поступательное движение, в результате которого последний освобождает рычаг отключения 29 и под действием пружины 22 производится сцепление полумуфты и включение ведущей звездочки 13.
Плащки каретки захватывают конец трубки и протягивают ее через обоймы 4 к 5 для производства правки.
Предмет изобретения
1- Станок для правки тонкостенных трубок весьма малого диаметра, построенный на принципе протягивания подвергаемого правке изделия через эксцентрично вращающуюся обойму, с применением тянущей каретки с захватами, нриводимой цепной передачей, отличающийся тем, что, с целью автоматического останова станка в момент введения в него обрабатываемого изделия и последующего пуска в работу, применен редуктор с двумя полумуфтами, одна из которых ведомая, жестко связанная со звездочкой, а другая ведущая, прижимаемая для сцепления к ведомой посредством пружины.
2. Форма выполнения станка по п. 1, отличающаяся применением в редукторе диска со щтангами, при, контакте которого с упором каретки, щтанги воздействуют на ведущую полумуфту и отключают звездочку.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для полирования стержней малого диаметра | 1961 |
|
SU149317A1 |
| Станок для правки труб | 1958 |
|
SU120117A1 |
| Станок для резки | 1988 |
|
SU1680518A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Многониточный волочильный станок для протяжки труб малого диаметра | 1959 |
|
SU132182A1 |
| ЛИНИЯ ДЛЯ ПРАВКИ СТЕРЖНЕЙ | 1994 |
|
RU2108883C1 |
| Стенд для вырезки клиньев из профильного проката | 1977 |
|
SU659305A1 |
| ПРЕДОХРАНИТЕЛЬНАЯ МУФТА СЦЕПЛЕНИЯ | 1991 |
|
RU2018736C1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Станок для полуавтоматической намотки проволочных сопротивлений | 1957 |
|
SU120565A1 |



Комитет по делам изобретений и открытий при Совете Министров СССР Редактор Л. Г. ГоландскийГр. 212
Информационно-издательский отдел.Подп. к печ. 26.V-59 г.
Объем 0,51 п. л.Зак. 3633Тираж 1210Цена 75 коп.
Типография Ко.митета по делам изобретеиийи открытий при Совете Министров СССР
Москва, Петровка, 14.
Фиг Z
4h
