1
Изобретение относится к резке пламенем, а именно к конструкции стенда для вырезки клиньев из профильного проката.
Известен стенд для вырезки клиньев из профильного проката, преимущественно из двутавров, содержащий смонтированные на основании опорные ролики, упоры, прижимы и копиры, а также подвижные вдоль копиров каретки с выдвижными щтангами, несущими резаки.
Недостатком этого стенда является то, что он малопроизводителен, так как не механизированы вспомогательные операции.
Целью изобретения является создание такой конструкции стенда, которая позволила бы повысить производительпость путем механизации вспомогательных операций.
Указанная цель достигается тем, что стенд оснащен устройством для отвода резаков, выполненным в виде рейки, закрепленной на основании, и шестерни, установленной на каретке, причем щтанги выполнены поворотными вокруг своих продольных осей и снабжены шестернями, находящимися в зацеплении с зубчатой рейкой, при этом стенд оснащен домкратом, расположенным па основании между прижимами.
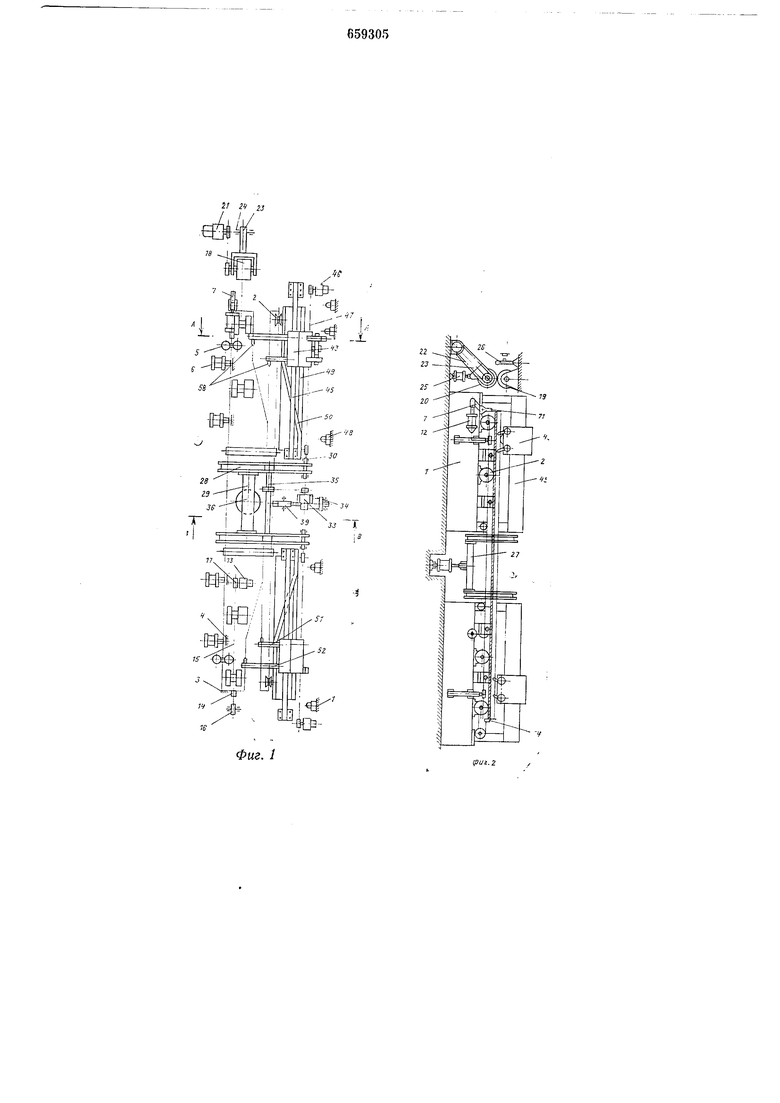
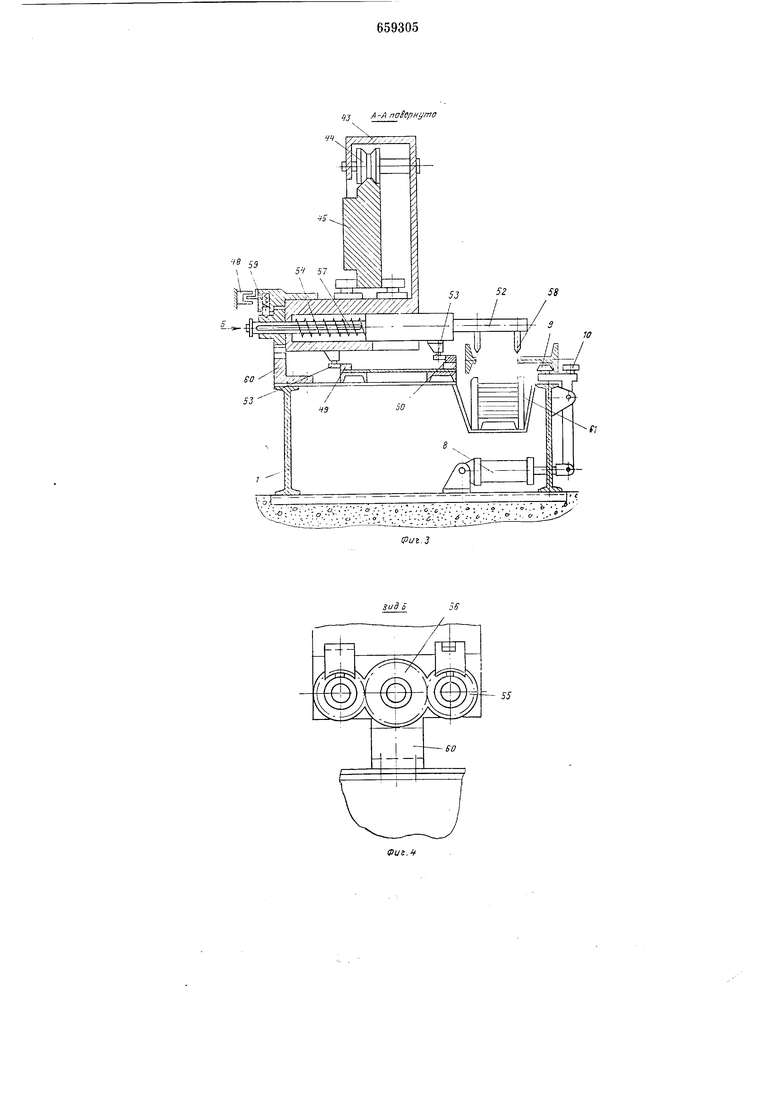
На фиг. 1 показан предлагаемый стенд, вид сверху; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - вид по стрелке Б на фиг. 3; на
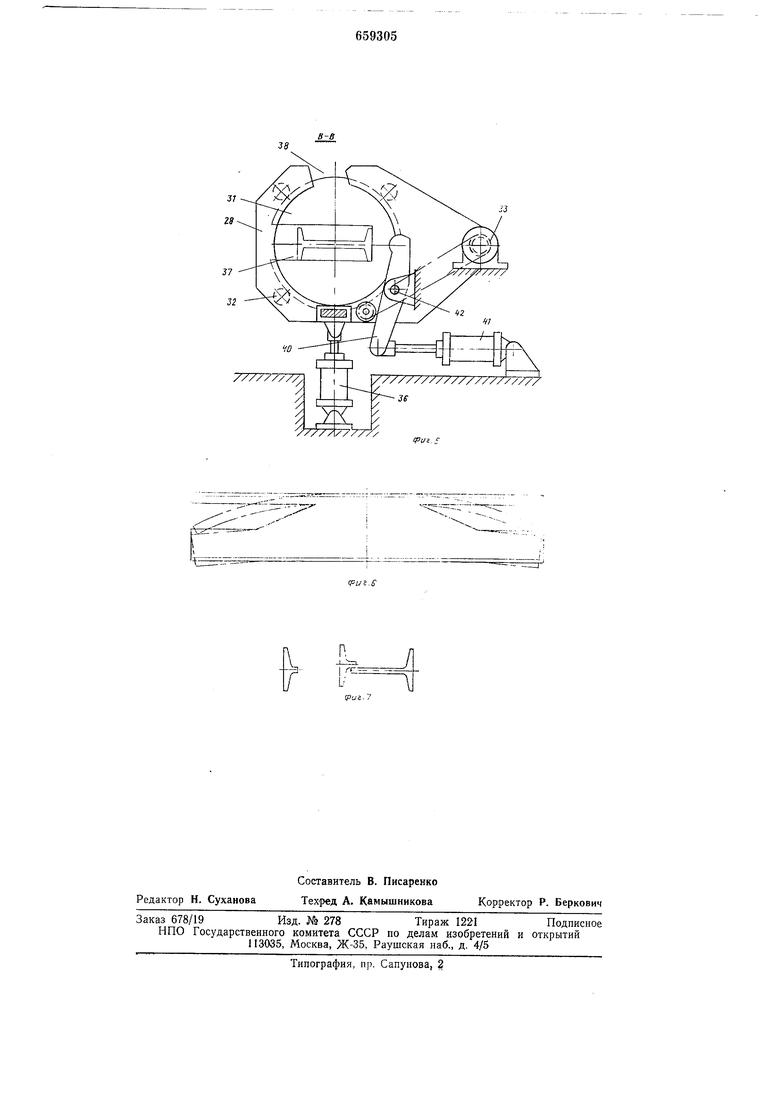
фиг. 5 - разрез В-В на фиг. 1; на фиг. 6- двутавр после вырезки клиньев (штрихпунктирными линиями показан двутавр после тепловых деформаций, полученных от газовой резки), вид сверху; на фиг. 7 -
двутавр после вырезки клина (штрих-пунктирными линиями показано положение деформированной полки), вид с торца.
Стенд для вырезки клиньев из профильного проката содержит основание 1, расположенные на нем опорные ролики 2, упоры 3 и 4, прижимы 5 и 6 для поперечной ориентации и механизм 7 для продольной ориентации двутавра. Прижим 5 представляет собой двуплечий рычаг, одно плечо которого соединено шарнирно с пневмоцилиндром 8, а другое выполнено в виде вилки, на каждом конце которой установлены вертикальные ролики 9 и 10. При вырезке клина ролики 10 прижимают двутавр к ноперечной базе - упору 4, а при транспортировке двутавра ролики 9 отрывают его от упоров 4 и балка не трется о последние. Механизм 7 продольной ориентации выполнен в виде двуплечего рычага 11, которыи поворачивается от качающегося ппевмоцилиндра 12.
На одном конце основания 1 расположен механизм 13 подачи двутавра, нредставляющий собой толкатель 14, закрепленный на цепи 5, которая натянута между ведомой 16 и ведущей 17 звездочками, причем последняя насажена на выходной вал нривода.
На другом конце основания 1 расположены тянущие ролики 18, состоящие из неприводного станцпонарного ролика 19 и ролика 20, получающего вращение от привода 21 через ценную передачу 22. Ролнк 20 укренлен на рычаге 23, который качается в цапфах 24. Нодъем рычага 23 осуществляется пневмоцилнндром 25. Сзади роликов 19 и 20 имеется датчик 26, дающий команду па подъем ролика 20 при выходе двутавра за ролики.
Для уменьщения веса качающихся элементов рычага 23 привод 21 расположен отдельно от него и закренлен неподвижно, а оси цапф 24 и звездочки привода 21 совпадают.
В середине стенда расположен кантователь 27, выполненный в виде двух обойм 28, соединенных поперечиной 29. Обоймы 28 качаются в цанфах 30, в каждой из обойм имеется ротор 31, который поворачивается в четырех опорных роликах 32 от привода 33 через цепную передачу 34, зубчатую передачу (не показана) и вал 35. Для уменьшения веса качающихся частей кантователя привод 33 неподвижно закреплеп на основании 1, а оси цанф 30 и звездочки привода совпадают.
Подъем (новорот) обойм 28 осуществляется нневмоцилиндром 36, шарнирно соединенным с поперечиной 29. В роторах 31 имеются окна 37, которые совмещаются с пазом 38 обойм при загрузке двутавров. На стенде имеются датчики поворота роторов 31 и датчики подъема обойм 28 (не показаны). Между обоймами 28 расположен правильный домкрат 39, выполненный в виде двуплечего рычага 40, который поворачивается от качающегося пневмоцилипдра 41 вокруг щарнира 42. Вдоль стенда по его концам расположены каретки 43, которые на роликах 44 перемещаются по направляющим 45 от приводов 46 через цепи 47. Вдоль направляющих расположены датчики 48 для автоматизации работы кареток, а также копиры прямого реза 49 и косого реза 50. В каждой каретке имеются штанги прямого реза 51 и косого реза 52. Штанги прижимаются копирными роликами 53 с помощью пружин 54 к копирам 49 и 50 и при взаимодействии с ними перемещаются в поперечном направлении относительно кареток 43 при движении последних.
На каждой штанге установлены шестерни 55, которые находятся в зацеплении с
цептральпой щестерней 56, диаметр которой больше диаметра шестерен 55.
Штанги 51 и 52 соединены с щестернями 55 через скользящие шпонки 57. На штангах закреплены резаки 58, которые вместе со штангами 51 и 52 и шестернями 55 фиксируются в рабочем положении подпрул иненнымн фиксаторами 59. В конце стенда па основании 1 установлена неподвижная рейка 60, которая входит в зацепление с шестерней 56 при движении каретки 43. Внутри основання имеются приямки 61 для размещения контейнера с отрезанными клиньями.
В стенде имеются также автоматические отсекатели газа (не показань).
Работа на стенде производится следующим образом. В исходном положении обоймы 28 кантователя 27 находятся в верхнем положении, окно 37 ротора 31 расположено вертикально и совпадает с пазом 38 обойм 28. Каретки 43 разведены по концам стенда. Прижимы 5 и 6, рычаг 11 механизма 7 для
продольной ориентации, рычаг 40 и толкатель 14 находятся в отведенном положении. Рычаг 23 тянущих роликов 18 находится в нижнем положении вместе с роликом 20.
Закладка двутавра в окно 37 кантователя 27 производится автоматическим раскладчиком (не показан). Затем рабочий нажимает кнопку на пульте управления и включается привод движения ротора 31,
который вместе с двутавром новорачивается до тех пор, нока двутавр не займет горизонтальное положение. После этого срабатывает пневмоцилиндр 36 и дв тавр оиускается на ролики 2, механизм 7 для
продольной ориентации досылает двутавр до упора 3, прижимы 5 и 6 прижимают его к упору 4.
Далее рабочий подводит каретку 43 так, чтобы резак 58 прямого реза встал против
торца двутавра. Зазор между резаком и двутавром должен быть не менее 3-10мм. Затем он открывает газ, зажигает пламя и включает ход каретки до положения, когда резак 58 косого реза встанет протнв
торца двутавра, далее каретка останавливается, рабочий открывает газ резака косого реза, зажигает пламя и включает рабочий ход каретки на автоматическом режиме. Резак 58, укрепленный на штанге
51, идет по прямой линии по копиру 49, а резак 58 косого реза на штанге 52 в зависимости от кривизны копира 50 начинает смещаться ноперек к прямому резу до совпадения с последним, таким образом
вырезается клин, который падает в контейнер. После вырезки клина от датчика 48 дается команда отсекателю газа, затем включается ускоренный ход каретки 43 назад, каретка возвращается в исходное положение.
В конце хода кареткп 43 шестерня 56 вхолит в зацепление с нецодвижной 60, штанги 51 Г 52 разворачиваются и резаки 58 нопорачиваются вверх.
Аналогичные онеранни нроизводятся нна другом конце стенда. Прн вырезке клина от воздействия цламени двутавр коробится и стремится занять форму, показанную на фнг. б н 7.
Сгибанию узкой нолки к широкой нренятствуют ролики 2 с ребордами, которые расцоложены нод узкой полкой но концам стенда.
После вырезки клнньев рабочий нроизводит правку широкой нолкн двутавра домкратом 39. Он оставляет включенными прижимы 5 п нри необходимости крайние прижимы 6, а средние прижимы 6 отк.тючает. Включается нневмоцнлиндр 41 н рычаг 40 своей верхней частью гнет двутавр между нрижнмамн 5. После правки нодка двутавра может легко войти в тянущие ролики 18 между роликами 19 и 20.
Затем правильный домкрат 39 отключается и рабочий приступает к операции снятия грата с нижней нлоскости двутавра. Для этого отключаются все прнжимы, кантователь 27 поднимается и ротор 31 с двутавром разворачивается в сторону, обратную предыдунхему развороту, двутавр онускается.
С помощью спецпального ннструмента рабочий пронзводнт снятие грата с ннжней плоскостн двутавра. После снятия грата кантователем 27 двутавр устанавливают на ролики 2 в ноложение, как и прн вырезке клнна.
Затем включается механизм 13 подачи двутавра. Толкателем 14 двутавр подается в зону тянущих ролнков 18, между роликами 19 н 20, при выходе нз которых конет двутавра нажимает на датчик 26, от которого срабатывает нневмоцнднндр 25. Двутавр нрнжнмается к ролику 19 и приводным роликом 20 транспортируется нз зоны стенда на следуюн1,ую нознцию.
Прн выдаче двутавра в одну сторону
одна н газорезательных кареток может не иметь устройства для отвода резаков. При необходимости выдачн двутавра в обе стороны тянущие ролики н устройство для отвода резаков устанавливают с обоих концов стенда. Вместо механизма для продольной орнентации располагают второй мехацизм подачн двутавоа, а унор 3 вынолняют убнраюн;имся. В этом случае нродольная ориентация двутавра осуществляется одним нз механизмов подачи двутавра.
По сравнению с устройствамн аналогичного назначения предлагаемый стенд для вырезки клиньев из нроф1тльного проката обладает более высокой производительностью за счет сокращетиш времени на загрузку, разгрузку, фикеацню двутавра, отвод кареток после резки н автоматнческого отсекания газа, а также кантовання двутавра для снятия грата.
Стенд может работать как самостоятельно, так п в составе поточной лнннн. Экономнческий эффект от внедрения стенда составит 30 тыс. руб.
Ф о р .т у л а н 3 о б р е т е н н я
Стенд для вырезки клиньев пз нрофпльного проката, нреимущеетвенно из двутавров, содержан1ий смонтированные на основании опорные ролнки, упоры, прижимы н кониры, а также подвижные вдоль копиров кареткн с выдвижнымн штангамн, несущими резаки, о т л н ч а ю HI н и с я тем, что, с целью повышения производнтельностн нутем механнзацнн веномогательных операций, он оснащен устройством для отвода резаков, вынолненным в виде рейки, закрепленной на основании, и шестерни, уетановленной на каретке, причем штанги вынолнены новоротнымп вокруг своих продольных оеей и снабжены щестернямн, связанными с шестерней кареткн, которая в свою очередь связана с рейкой, при этом стенд оснащен правнльным домкратом, расположенным на основанин между нрижнмами.
Фиг. 1
ipui.z 4 . - - ... .-....1.. I-----L I .. .1 ,
.7 ,7Г... - .. . . Г I;.
- -.d- °- n „. . - 0.-.-u.-c ;; .- ; -.- . .- .; .x
V- -. ;;. --.V-v-f:-: .f2 ° - -V
if A -A naSepHymo
C:
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для газовой резки профильногопРОКАТА | 1979 |
|
SU812458A1 |
| Устройство для резки профильного проката | 1984 |
|
SU1194619A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1981 |
|
SU967622A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU929284A1 |
| Стенд для сборки и сварки изделий | 1977 |
|
SU653068A1 |
| Установка Кривовязюка для вырубки заготовок из плоского материала | 1981 |
|
SU958083A1 |
| Устройство для вырубки деталей из полосового и ленточного материала | 1978 |
|
SU770827A1 |
| Устройство для резки профильного проката | 1978 |
|
SU740427A1 |
| Устройство для вырубки заготовокиз лиСТОВыХ МАТЕРиАлОВ | 1978 |
|
SU802071A2 |
| Устройство для резки профильного проката | 1980 |
|
SU941049A1 |
ViJi 5
К
7
