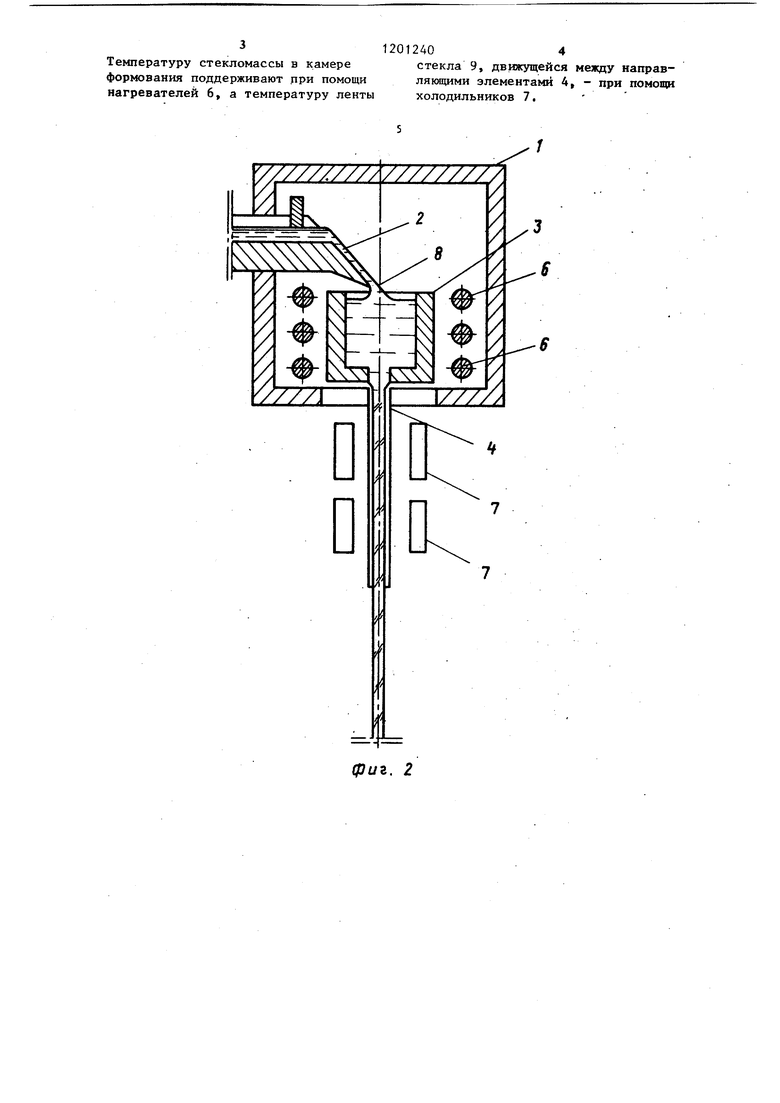
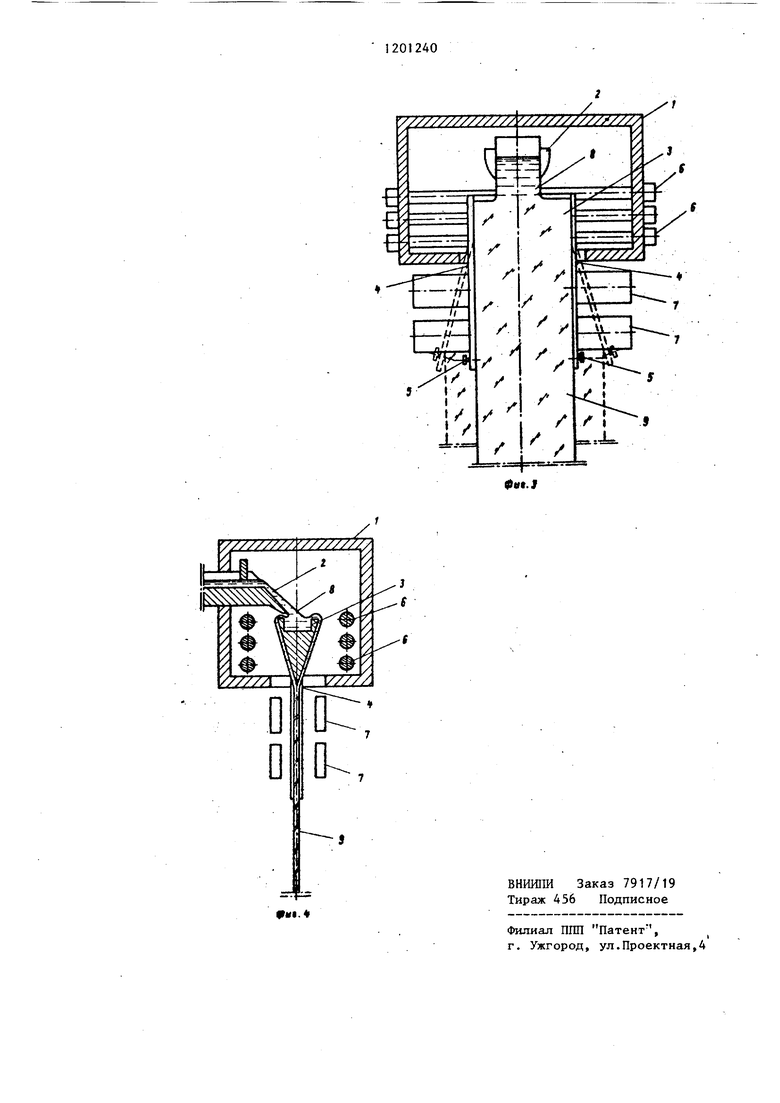
Изобретение относится к промышленности строительства и строймате риалов, к стекольному производству а именно к формованию непрерывной ленты стекла методом вытягивания вертикально вниз, и может быть использовано для изготовления плос кого стекла. -Цель изобретения - получение ленты стекла без разнотолщинного бортового участка, предотвращение сужения и улучшение качества повер ности стекла. На фиг. 1 изображено устройство для изготовления непрерывной ленты стекла вытягиванием вертикально вниз с формующим телом, выполнейным в виде лодочки, пробольный вертикальньй разрез; на фиг. 2 - то же, поперечный вертикальный разрез; на фиг. 3 - устройство для изготовления непрерьшной ленты стекла вытягивание вертикально вниз с формуюпщм телом, выполненным в виде клина, продольный вертикальный разрез; на фиг. 4 - то ж поперечный вертикальный разрез. Устройство для изготовления непрерывной ленты стекла вытягиванием вниз представляет собой камеру 1 формования с питателем 2 стекломассы и установленным в ней формующим телом 3, у прибортов.ых участков которого смонтированы направляющие элементы 4, снабженные клеммами 5, обогреваемую нагревателями 6. Угол наклона направляющих элементов в плоскости ленты может изменяться в пределах от 90 до 30 к горизонтали. Ниже камеры формования расположены холодильники 7. Принцип действия устройства осно ван на явлении смачивания жидкостью поверхности твердого тела, тесно связанном с адгезией. Благодаря тому, что направляющие элементы 4 выполнены из материала, смачиваемог стекломассой, лента стекла у нижней кромки формующего тела 3 своими краями прикрепляется к ним и удерживается за счет действия cv;n адгезии, противодействующих силам поверхностного натяжения, стремящимся сузить ленту. Этим предотвращается сужение ленты стекла в процессе фор мования . Формование ленты без сужения позволяет более раняонально использовать ширину формующего телаиповы 2402 ,сить качество стекла. Продукцию более высокого качества можно получить, растягиванием ленты, что объясняется следующим. При изготовлении плоского стекла методами вертикального вытягивания основными пороками поверхности являются полосность и волнистость, наличие которых обусловлено термической и химической неоднородностью стекломассы, поступающей на формование, наличием конвективных потоков воздуха в камере формования, контактом стекломассы с формующим телом. Размер неровностей на поверхности стекла характеризуют амплитудой и длиной волны. Чем больше амплитуда и меньше длина волны, тем хуже качество стекла, и наоборот. При сужении ленты стекла в процессе формования происходит нарастание амплитуды и сокращение длины волны порока, т.е. ухудшается качество стекла. При растягивании ленты происходит обратньй процесс: амплитуда уменьшается, длина волны нарастает и качество стекла улучшается. Растягивание ленты стекла в процессе формования при помощи предлагаемого устройства осуществляют раст положением направляющих элементов под углом в плоскости ленты, т.е. между ними образуют некоторый угол раскрытия. Установлено, что целесообразно располагать направляющие элементы под углом 90-30 к горизонтали. При дальнейшем уменьшении угла наклона происходит преждевременньй отрыв краев ленты от направляющих элементов и ее сужение. Действие устройства осуществляется следующим образом. Сваренная и подготовленная к выработке стекломасса из стекловаренного агрегата поступает в камеру 1 формования по питателю 2 и в виде струи 8 сливается на формующее тело 3, в нижней части которого она принимает орму ленты 9, края которой смачивают направляющие элементы 4 и движутся по ним без отрыва. Направляющие элеенты 4 при помощи клемм 5 подсоединены к источнику электрического тока, который, проходя по ним, нагревает борта ленты до нужной температуры. Температуру стекломассы в камере формования поддерживают при помощи нагревателей 6, а температуру ленты 12012404 стекла 9, движущейся между направляющими элементами 4, - при помощи холодильников 7.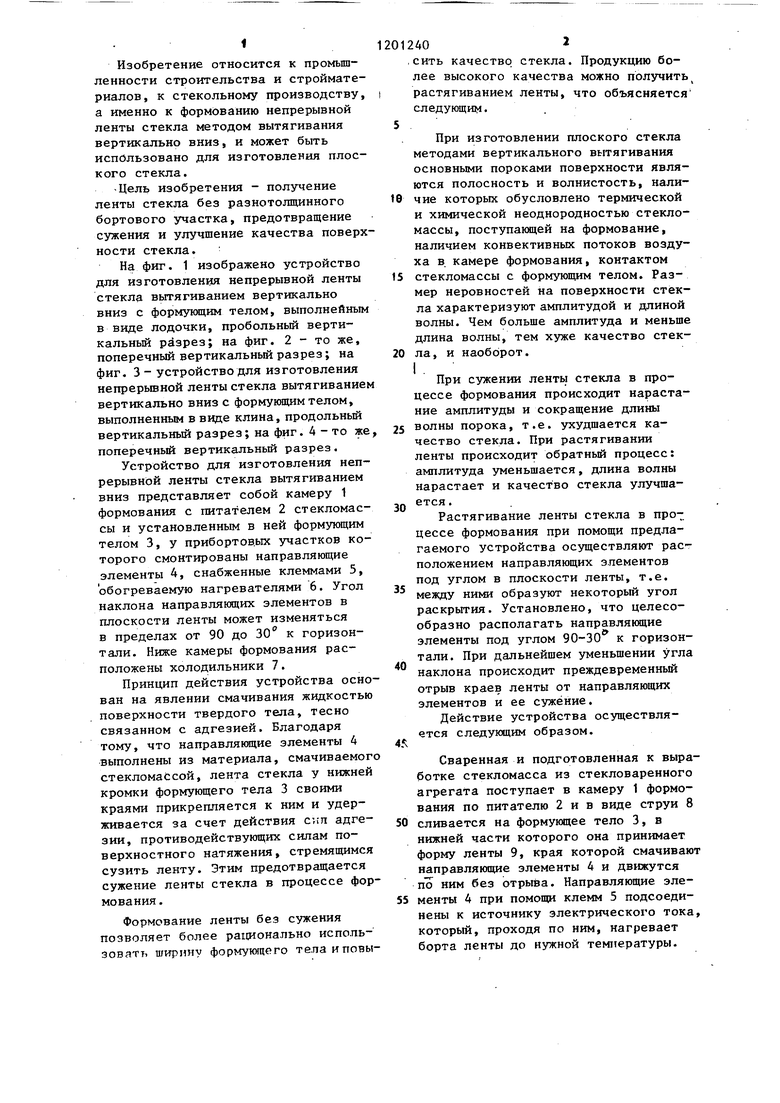
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| Устройство для изготовления непрерывной ленты стекла вытягиванием вниз | 1989 |
|
SU1675232A1 |
| Устройство для вытягивания вниз листового стекла | 1975 |
|
SU535227A1 |
| ПОДМАШИННАЯ КАМЕРАВ ПТ БФОНД ЗНСП | 1971 |
|
SU424822A1 |
| Устройство для изготовления листового стекла | 1978 |
|
SU791662A1 |
| ПОДМАШИННАЯ КАМЕРА ВЕРТИКАЛЬНОГО ВЫТЯГИВАНИЯ СТЕКЛА | 1971 |
|
SU313782A1 |
| Ь'-^ЫМО Г^КА В. А. Железцов, И. А. Лукашенко, Э. А. Биевецкий, Л. П. Тимофеенко и А. Г. Светлов | 1973 |
|
SU377258A1 |
| УСТРОЙСТВО для ЗАГЛУБЛЕНИЯ ПОПЛАВКА МАШИННОГО | 1972 |
|
SU327136A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2000 |
|
RU2187471C2 |
| Способ вертикального вытягивания листового стекла и устройство для его осуществления | 1977 |
|
SU735578A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЙ ЛЕНТЫ СТЕКЛА ВЫТЯГИВАНИЕМ ВЕРТИКАЛЬНО ВНИЗ, включающее камеру формования, питатель стекломассы, формующее тело, нагреватели и холодильники, о личающее с я тем, что, с целью получения ленты стекла без разнотолщинного бортового участка, предотвращения сужения и улучшения качества поверхности стекла, оно снабжено установленными под формующим телом вертикальными направляюпщми 3 лемвнтами из полос электропроводного материала, соединенными с источником тока и смонтированными с возможностью изменения угла их наклона в вертикальной плоскости от 90 до 30°. (Л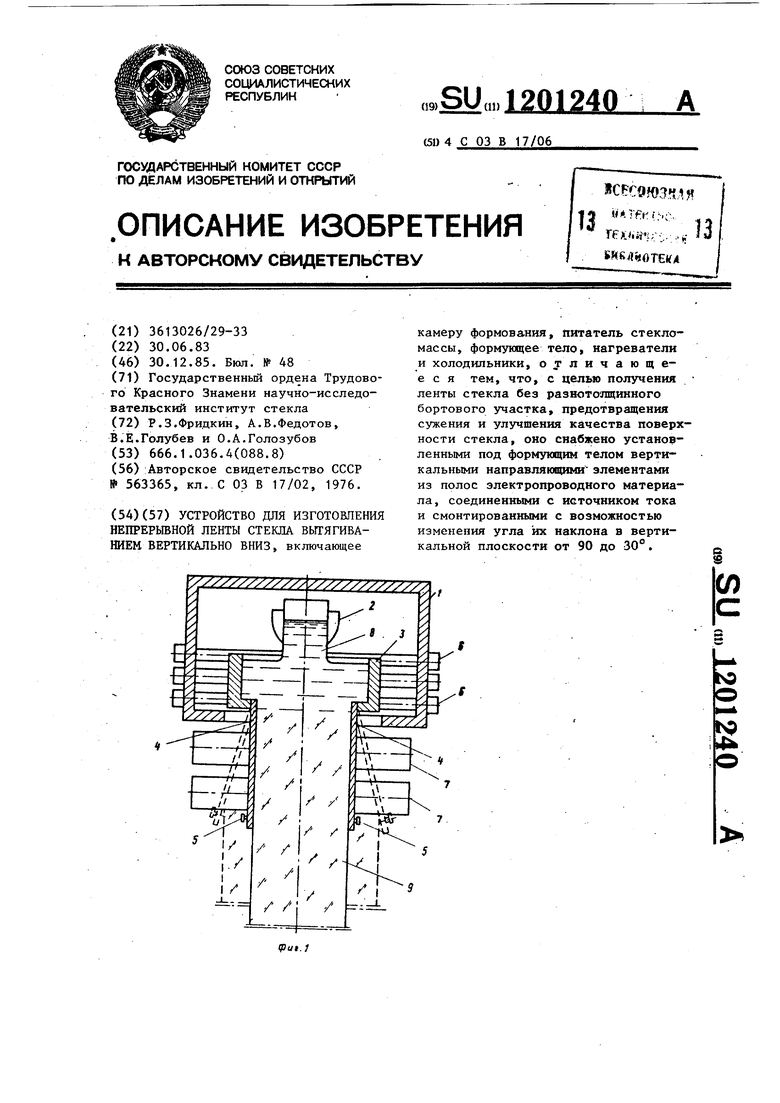
| Устройство для вытягивания ленты стекла сверху вниз | 1976 |
|
SU563365A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
