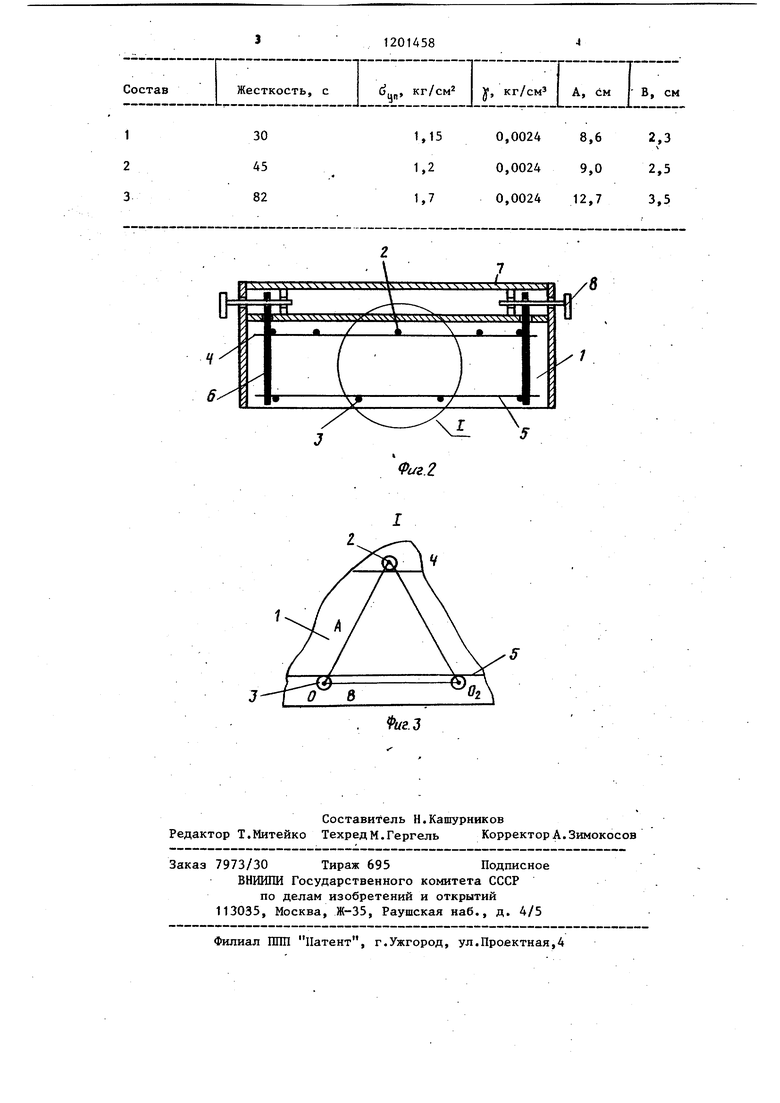
Iи Изобретение относится к технологии изготовления сборных железобето 1НЫХ изделийФ Цель изобретения - повьшение качества изделий за счет уменьшения деформаций и сохранения целостности бетонного тела при формовании с немедленной распалубкой. На фиг. 1 показано изделие без бокового щита опалубки, вид сбоку; на фиг. .2 - изделие без торцового щита опалубки, вид с торца, перевер нутого на 180 ; на фиг. 3 - узел I на фиг. 2. Железобетонное изделие состоит из бетонного тела 1, линейных горизонтальных арматурных элементов 2 и 3 продольного направления (рабоча арматура) и линейных горизонтальных арматурных элементов 4 и 5 поперечн го направления, соединенных сваркой в жесткий пространственный каркас, фиксируемый от смещения металлической закладной деталью 6 к форме 7 с помощью фиксаторов 8 на время фор мования и поворота на 180 . Для получения каркаса арматурные элементы 2 и 4, 3 и 5 свариваются в пространственный каркас вертикальными элементами 9. При этом расстояние А между элементами (фиг. 3) составля 2z01§J.l2. и расстояние элемен У Ч тов & от формообразующей поверхнос. 0,005-Йи ти составляет В -и где d - прочность свежеотформованного уплотненного бетона при сжатии, кг/см ; ,- объемная масса бетона в уплотненном состоянии, кг/см. Расположение в виде пространст:венного каркаса с указанными рассто ниями арматурных элементов в предла гаемом изделии при формовании с немедленной распалубкой обеспечивает восприятие деформаций бетонного тела и усилий от его веса. Изгибающие деформации и смещения в поперечном и продольном направлениях отдельных линейных арматурных стержней исключаются за счет их крепления, например, сваркой в каркас, который жест ко фиксируется к форме на время фор 8 мования. Конструкция узлов фиксации каркаса к форме определяется при конструировании изделия с учетом технологического фактора, т.е. способа формования с немедленной распалубкой. Пример. В неразъемные металлические формы, емкостью на одно изделие (тюбинг для отделки гидротехнических тоннелей), устанавливают пространственный арматурный каркас, в котором элементы 2 и 3 (фиг. 2) располагают внутри бетонного тела в вершинах равностороннего треугольника с изменением его стороны на ЛА через 5 мм для каждого значения жесткости бетонной смеси. Также изменяют и расстояние от формообразующей поверхности до основания треугольника (фиг. 3) на мм. Установленный каркас фиксируют в форме. Формуют изделие при значениях жесткости бетонной смеси на тяжелых заполнителях 30, 45, 82с под пригрузом, создающим статическое давление 0,015 МПа. При этих параметрах определяют по известным методикам „ , которые равны. Деформации бетона в заформованном изделии, определяют известными методами в положении формы с изделием, повернутыми на 180°. В результате проведенных испытаний на тяжелых бетонах устанавливают значения параметров А и В каркаса предлагаемого железобетонного изделия, при которых деформации бетонного тела не превышают допустимых значений (2 мм). Увеличение параметров А и В против указанных приводит к увеличению деформаций бетонного тела, образованию трещин и отрьшу частей бетона. При уменьшении этих параметров деформации бетона становятся меньше допустимых, но увеличивается расход арматурной стали. Предлагаемое изделие возможно формовать с немедленной распалубкой при различной практически высоте сечения, в том числе и с поворотом на 180перед распалубкой, а также со сложной геометрической поверхностью бетонного тела изделия.
Состав
Жесткость, с
1 2 3
30 45 82
у, кг/см А, см В, см
1,15 0,0024 8,6 2,3 1,2 0,0024 9,0 2,5 1,7 0,0024 12,7 3,5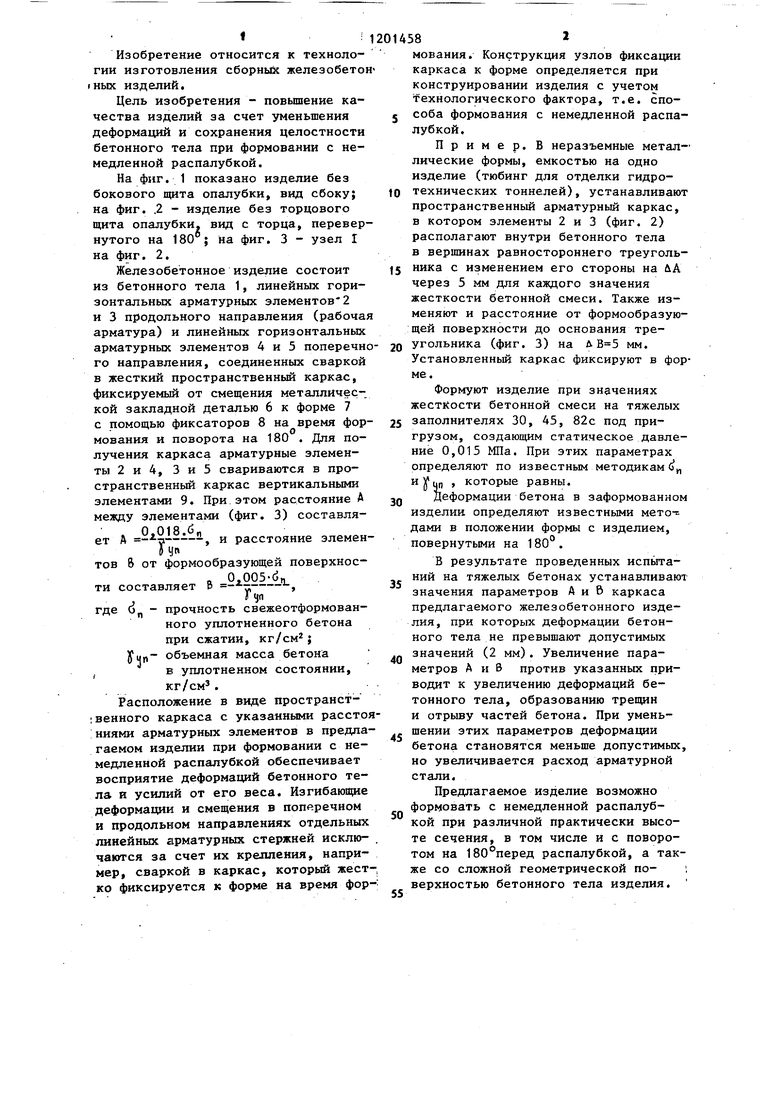
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕЗРАСТРУБНЫХ ТРУБ | 1992 |
|
RU2068778C1 |
| Способ производства объемного модуля | 2019 |
|
RU2715781C1 |
| КОРРОЗИОННО-СТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2426642C2 |
| Способ изготовления железобетонного объемного блока | 2024 |
|
RU2830661C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ПРОЕЗЖЕЙ ЧАСТИ ТРАНСПОРТНОГО ТОННЕЛЯ | 2003 |
|
RU2229000C1 |
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| Форма минцковского для изготосления объемных блок-комнат | 1970 |
|
SU670442A1 |
| Установка для формования объемного блока | 1982 |
|
SU1094741A1 |
| Установка для формования объемных элементов | 1980 |
|
SU937158A1 |
ЖЕЛЕЗОБЕГОННОЕ ИЗДЕЛИЕ, включающее бетонное тело и расположенный в нем пространственный каркас из линейных стержневых элементов, отличающее-ся тем, что, ;с целью повышения качества за счет уменьшения деформаций и сохранения целостности бетонного тела при формовании с немедленной распалубкой, горизонтальные элементы одного направления расположены перпендикулярно направлению деформаций бетона, причем расстояние А между элементами А -OiOl - H составляет а расстояА -у , У ijti ние В элементов от формообразующей поверхности изделия составляет В Ьп где п прочность свежеотформованного уплотненного бетона на сжатие, кг/см J fun объемная масса бетона в уплотненном состоянии, кг/см.
| Способ изготовления железобетонных ребристых изделий | 1977 |
|
SU672031A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
