Станки для навертывания гаек на болты с использованием вращающихся шпинделей, к торцам которых гайки подаются толкателем из бункеров, известны.
Отличительной особенностью предлагаемого станка является применение для установки болтов в подпружиненные стаканообразные упоры, соосные вращающимся щпинделям, рычагов с клещами, получающих качательное движение и взаимодействующих с совершающими возвратно-поступательные движения ловителями болтов, поступающих из бункеров. Такое выполнение предлагаемого станка обеспечивает автоматизацию всего цикла его работы.
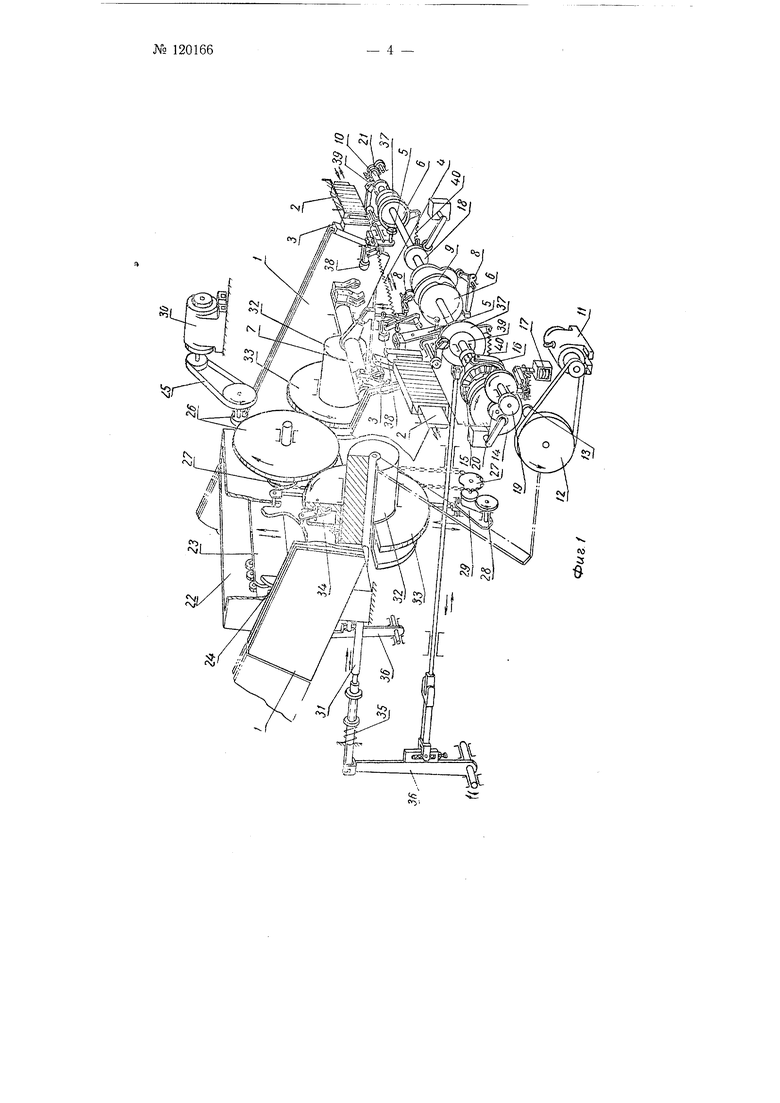
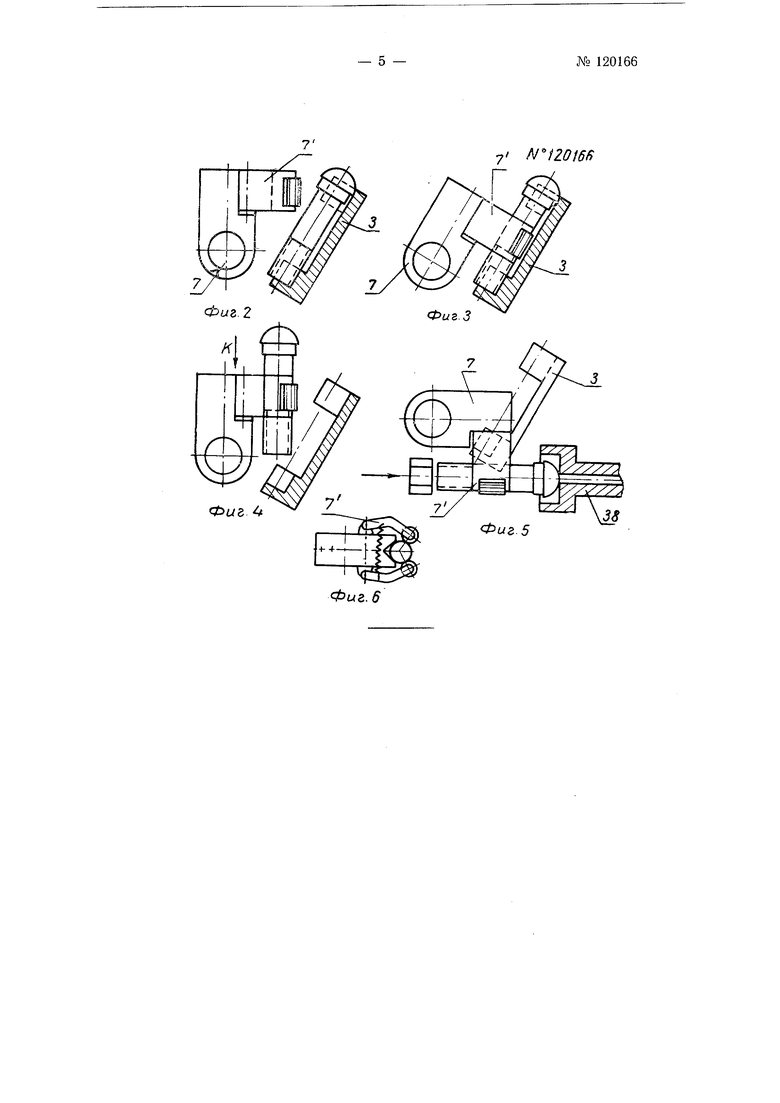
На фиг. 1 дана кинематическая схема станка; на фиг. 2,3, 4 и 5 показаны последовательные положения рычагов с клещами; на фиг. 6 - вид по стрелке К. на фиг. 4.
Болты из наклонных склизов цепного бункера, которые соединяются встык со склизами / предлагаемого станка, направляются в помещенные на ползунах 2 ловители 3 поперечной подачи. Ползуны 2 с ловителями 3 под воздействием пружины 4 переносят болты к оси подачи гаек. ползунов 2 на ось подачи болтов осуществляется рычагами 5 под возде ствием торцовых кулаков 6 распределительного вала. Из ловителей 3 болты переносятся в горизонтальное положение на позицию навертки поворотом рычага 7 с пружинными клещами 7. Поворот этого механизма осуществляется под воздействием рычагов 5 от прямого и обратного кулачков 9 распределительного вала. Последовательные положения рычага 7 с клещами за время одного цикла работы автомата показаны на фиг. 2, 3, 4 и 5.
№ 120166
В положении, показанном на фиг. 2, рычаг 7 занимает крайнюю верхнюю позицию, причем ловитель 3 с болтом устанавливается в это время на ось клещей 7. В положении по фиг. 3 клещи 7 захватывают болт, находящийся в ловителе 3. В положении по фиг. 4 рычаг 7 с болтом снова занимает крайнюю верхнюю позицию, чтобы пропустить ловитель , который в это время отходит на ось подачи болтов.
В положении по фиг. 5 болт, зажатый клещами 7, устанавливается на позицию навертки, после чего прекращается вращение распределительного вала W до окончания навертки.
Распределительный вал 10 приводится в движение от электродвигателя // через клиноременную передачу 12, шестерни 1-3 и 14, а также кулачковую муфту 15, служащую для В1слючения и выключения распределительного вала. Муфта 15 унравляется при помощи рычага 16 от электромагнита 17. Сигнал на отключение вала 10 электромагнит 17 получает от кулачка 18, а на включение - от кулачка 19, получающего вращение от непрерывно вращающейся шестерни 14 через пару шестерен 20. На валу 10 установлен тормоз 21 постоянного действия.
Загрузка гаек производится навалом в досковой бункер 22. При возвратно-поступательном движении доски 23 гайки поднимаются вместе с ней и по наклонным плоскостям последней сползают но одной в вертикальные направляющие 24- Доска 23 приводится в движение через клиноременную передачу 25, пару шестерен 26, цепную передачу 27, пару шестерен 28 и кривошипный механизм 29 от электродвигателя 30.
Из вертикальных направляющих 24 гайки подаются толкателями 31 во вращающиеся шпиндели 32. Шпиндели 32 также приводятся от электродвигателя 30 через клиноременную передачу 25 и пару шестерен 26, одна из которых сцеплена с шестернями 33. В шестерни 33 встроены роликовые муфты 34, которые предназначены для передачи регулируемого по величине крутящего момента и являются предохранительным зевом от навертки гаек на плотную или «забитую резьбу.
Навертка совершается одновременно в обоих шпинделях 32. Заталкивание в шпиндели, подача гаек на навертку, а также выталкивание после окончания на(вертки производится толкателями 31 под действием пружинь 35. Отвод толкателей 31 осуществляется через рычаги 36 кулаками 37 вала 10. Во время навертки гаек головка болта опирается на дно соосного с вращающимся шпинделем 3.2 упора 38, имеющего му станка. Упор 38, работающий от кулачка 39 и пружины 40, одновременно служит для съема болтов с навернутыми гайками. При обратном ходе рычага 7 бо.лт с навернутой гайкой, удерживаемой за головку упором 38 и за гайку шпинделем 32, вырывается из клещей. После этого толкатель 31 выталкивает навернутую на болт гайку из шпинделя 32, а упор 38 отводится пружиной в заднее положение. При этом болт с навернутой гайкой падает на наклонный лоток. Болты с навернутыми гайками по лоткам следуют в контейнеры. На лотках имеются устройства, отделяющие короткие болты без гаек, которые направляются в другой контейнер. Вышеуказанные устройства отделяют болты по весовому признаку. Как было сказано выше, во время навертки кулачковый вал 10 стоит.
Останов кулачкового вала W вызван тем обстоятельством, что операция навертки гаек составляет более 60% времени всегО цикла- Непрерывное вращение кулачкового вала повлекло бы за собой значительное увеличение углов давления на профилируемых участках кулаков.
Предмет изобретения
1.Станок для навертывания гаек на болты с вращающимися шпинделями, к торцам которых толкатели подают гайки, поступающие из бункера, отличающийся тем, что, с целью автоматизации всего цикла работы, для установки болтов в соосные вращающимся шпинделям подпружиненные стаканообразные упоры, применены рычаги с клещами, получающие качательные движения от распределительного вала и взаимодействующие с совершающими возвратно-поступательные движения от распределительного вала ловителями болтов, поступающих из бункеров.
2.В станке по п. 1 применение на распределительном валу кулака, предназначенного для воздействия через электромагнит на кулачковую муфту привода, с целью остановки распределительного вала на время навертывания гаек на болты.
3.В станке по пп. 1 и 2 применение в приводах вращения шпинделей муфт для регулирования величины передаваемого крутящего момента.
№ 120166
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМОГАЙКОВЕРТ | 1992 |
|
RU2067923C1 |
| Автомат для изготовления деталей стержневого типа с головками | 1976 |
|
SU659274A1 |
| Шрифтолитейная машина для отливки литер из пластмассы | 1970 |
|
SU322037A1 |
| Автомат для нарезания гаек | 1961 |
|
SU149660A1 |
| Гайконарезной автомат | 1982 |
|
SU1060363A1 |
| Станок для шлифования концов труб | 1932 |
|
SU33823A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |