Изобретение относится к области станкостроения, а именно к рабочим машинам непрерывного действия.
Известна роторно-конвейерная машина, содержащая многооперационный технологический ротор с несколькими рабочими зонами и револьверным диском с гнездами под изделия, обогнутым цепным конвейером, комплекты инструментов, установленные по ходу технологического процесса, и механизмы поштучной вьщачи изделий в гнезда револьверного диска 1.
Недостатком данной роторно-конвейерной машины является невозможность выполнения сборочных операций, что снижает их технологические возможности .
Цель изобретения - расширение технологических возможностей.
Поставленная цель достигается тем, что машина снабжена дополнительными механизмами поштучной выдачи комплектующих изделий и носителями групп этих изделий, установленными в цепном конвейере по меньшей мере по одному в каждом комплекте инструментов.
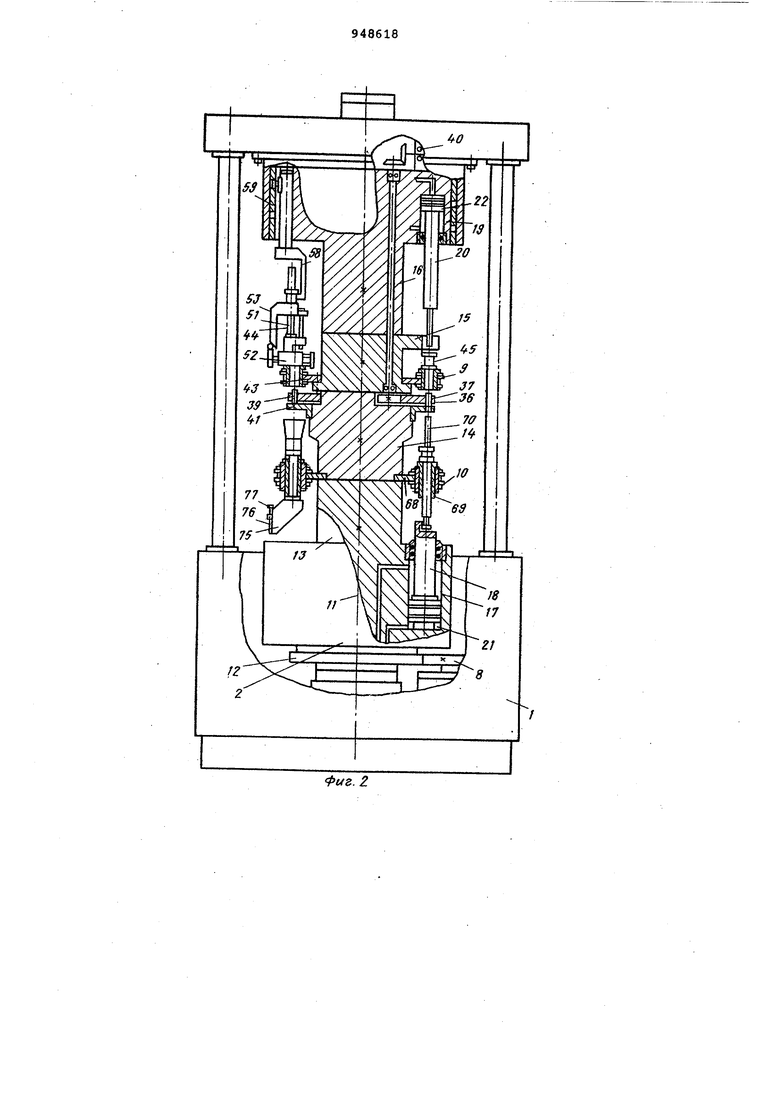
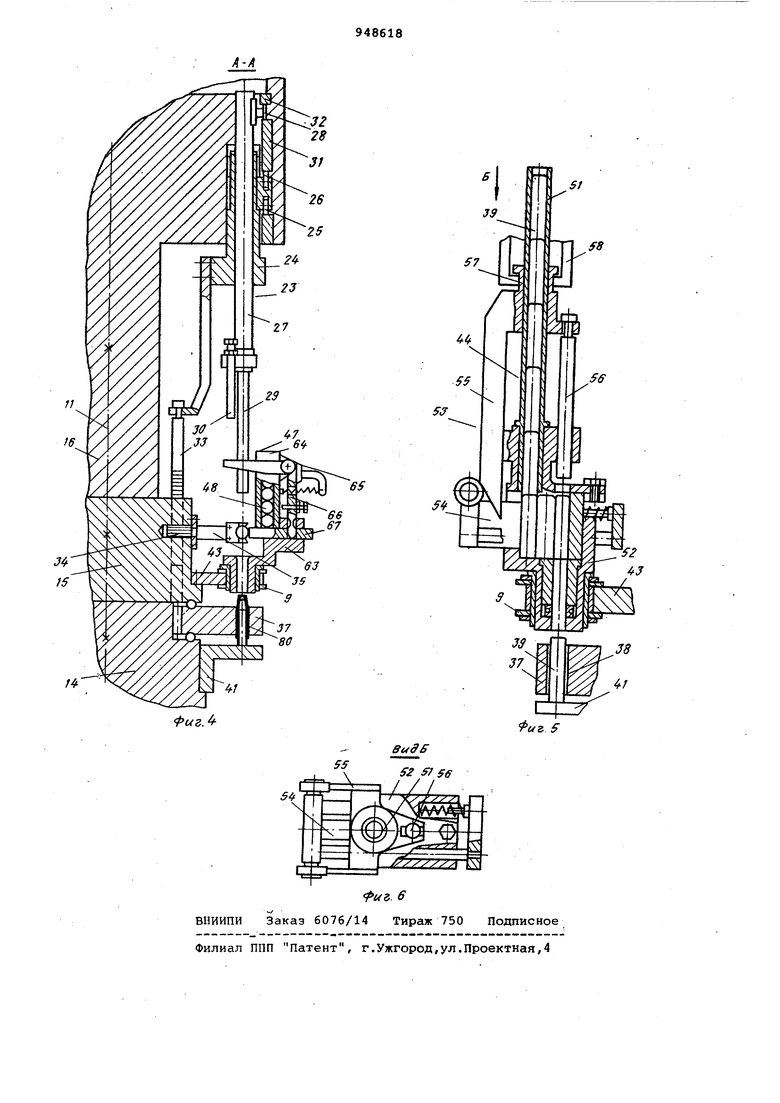
На фиг.1 изображена принципиальная схема машины в плане; на фиг.2 продольный разрез технологического
ротора; на фиг.З - взаимное расположение элементов инструментальных комплектов рабочей позиции на дуге огибания технологического ротора цепными конвейерами, сборники для изделий, носители групп изделий; на фиг.4 - разрез А-А на фиг.З; на фиг,5носитель заготовок обрабатываемых изделий; на фиг.6 - вид Б на фиг.5.
10
Машина содержит установленные в станине 1 технологический ротор 2, промежуточные звездочки 3 и 4, натяжную звездочку 5 и дополнительные роторы 6 и 7.В зависимости от вида
15 обрабатываемых изделий и выполняегллх технологических операций дополнительные роторы 6 и 7 могут выполнять различные функции, например ориентацию и комплектацию групп изделий,
20 контроль состояния инструмента, автоматическую смену инструмента и др.
Роторы и звездочки связаны между собой общим кинематическим приводом 8 для их синхронного вращения и обо25гнуты бесконечными цепными конвейерами 9 и 10. Технологический ротор 2 содержит вал 11, на котором лестко посажены приводная шестерня 12 и барабаны 13,14,15и 16. По периферии
30 барабана 13 выполнены гидравлические пилиндры 1/- в KOiOpKX разманены по зуыы 18, по перифери барабана 16 выполггеиы гидравлические iui-nHH,npb 1 в которых размещен, ползуны 20. Пол зуны 18 я 20 nojjy4a cr необходимое для обработки заготовок возвратно-по сту1;ательмое движеняэ от поршневых приводов 21 и 22. В бгграбане 16 меж ду гидравдическими цилиндра -: 19 раз мещегнл рабочие несиловые позиции для выполнения сборочных операций. Эти позиции в зависимости от величигш технологических усилий мохут иметь различное конструктивное исполнение В данном случае они выполнены s виде телескопичесЕсих ползунов 23. Каждый из этих ползунов содержит наружный ползун 24, снабженный роликаг-ш 25 и 26, и внутренний ползун 27 с роликом 28, згталкивателе1М 29 и упором 30. Наружный ползун 24 получает возвратно-поступательное движение от пазово го кулачка 31, взаимодействующего с роликами 25 и 26, а внутренний полэун 27 от пазового кулачка 32,взаимодействующего с роликом 28. Наружный ползун 24 связан с рейкой 33, к торая сцеплена с и1естерней 34 клещевого захвата 35, Позиции для выполнения сборочньзх операций в зависимости от технологических операций могут быть установлены либо с одной; либо с обеих сто рон техно,огичсского ротора 2 , 3 средней части ротора 2 размещено устройство 36 поворотно-шагового переметения обрабатываем;л х изделий относительно HHCTpyivieHToB, Это устройство в зависимости от конструк ции технологичи ского ротора 2 может иметь различное конструктивное исполнение, 3 данном примере оно реализовано в виде свободрю устаьовле ного резольверно1о диска 37 с гнездами 38 для обрабатываемых зат отовок 39, ЭчОГ jTjiCK взаимодействует с механизмом 40 прерывистого хДеиствия, например, рычажно-храповым, коогорый в процессе непрерывного вращения ротора 2 периодически поворачивает его на задайный шаг. Под револьверным .шском 37 размещен жестко связанный с барабаном 14 поддон 41,- по периферии которого размещены управляемые электромагнитом (на фигурах не показан) заслонки 42, Над револьверным диском 37 на барабане 35 установлена звездочка 43 цепного конвейера 9, 3 шарнирах этого конвейера размешены носители 44 обрабатываемых заготовок 39 5 между KOTopfcffv-SK размегцены комплек гы инструментов 45 и 46 для выполнения формообразующих операций, носители 47 групп комплектую 1их изделий 48, комплект инс;тру-ментов 49 для эьгпо.1нения сборочной операции и устройство 50 для контроля качества сборг и . 13 зависимости от конструкции технологического ротора 2 и формы загоTOBOJf 39 носители 44 групп этих заготовок могут иметь раз,чичное конструктивное исполнение. В данном примере каждый носитель 44 реализова.ч в виде цилиндрической трубки 51, закле17леиной на колодке 52, установленной на цепном конвейере 9. При этом колодка 52 и трубка 51 выполнены так , что в них возможно разместить группу однозначно ориентированных заготовок 39. Каждый носитель 44 заготовок 39 снабжен механизмом 53 поштучной выдачи этих заготовок в гнезда 38 револьверного диска 37. Механизм 53 поштучной выдачи заготовок 39 выполнен з виде размещенного на колодке 52 подпружиненного шибера 54 и свободно установленного в осевом Iiaправлении на трубке 51 клинового механизма 55, снабженного толкателем 56 , заготовки 39 в гнезда 38 диска 37, и шейкой 57 для периодического сочленения его с приводн -лм устройствами 58 технологического ротора 2 на дуге огибания цепным конвейером 9. Каждое из этих устройств получает возвратно-поступательное движение от механического привода 59, Комплект инструмектов 45 для выполнения формообразующих операций, в ,цанном случае предварительной (итамповки конуса на заготовке 39, вк.пючает в себя расположенную в шарнирах конЕВйера 9 державку 60, в которой установлены матрица 61 и ;упор-выталии;затель 62. Комплект инструментов 46 для окончательной штамповки конуса на этой заготовке и комплевгт инструментов 49 для выпол -;еиик сборочной операции имеют аналоги ч ную к о и о трукцию, Носители 47 групп комплектующих изделий 48 в зглвисимости от фермы и {размеров собираемых изделий могут имег.ь различное конструктивное ис 1олнение. В данном случае эти носители состоят из колодки 63, которая , снабжена д.ютком-накопителем 64, предназначенным длп укладки комплектую цих изделий 48, и механизмом 65 поштучной выдачи изделий. Коь;струкция и форма лотка-накопителя зависят от конструкции комплектующих изделий. Он может быть выполнен горизонтальным, вертикальным, наклонным, спиральным и др- В данном случае лоток-накопитель 64 выполнен вертикальным прямоугольной фор-г-и-Мезанизм поштучной выдачи 65 содержит закрепленный на лотке-накопителе 64 подпружиненный двуплечий рычаг 66, взаимодействующий одним плечом с упо/ ром 30, размещенным нгз ползуне 27, а другим - с шибером 67, установленным в колодке 63. Под револьверным диском 37 на барабане 13 установлена звездочка 68 цепного конвейера 10. Нижние элементы комплектов инстру ментов размещены во втулках 69, расположенных в шарнирах этого конвейера. В данном примере в этих втулках размещены пуансоны 70,71,72 и 73, взаимодействующие соответственно с верхними комплектами инструментов 45 и 46 для предварительной и окончательной штамповки конуса на заготовке 39, ксалплектом инструментов 49 дл выполнения сборочной операции и устройством 50 для контроля качества сборки. Кроме этого, в шарнирах конвейера 10 между инструментами размещены сборники 74 для отбракованной продукции и сборники 75 для годной продукции. Кроме того, в машине имеются заслонка 76 сборника 75, ролик 77, тара 78 годных изделий и тара 79 бракованных изделий. Машина работает следующим образом Роторы 2,6,7 вращаются от общего кинематического привода 8 и приводят в движение бесконечные цепные конвейеры 9 и 10. Эти конвейеры последовательно от ротора к ротору подают н находящиеся в них носители 44 групп заготовок 39, верхние 45 и 46 и нижние 70 и 71 комплекты инструменто носители 47 групп комплектующих изделий 48, сборники 74 и 75 продукции В результате манипуляций исполнительных механизмов (на фигурах не по казаны) вспомогательного ротора 6 происходит однозначная ориентация и комплектация заготовок: 39 в носителях 44 в группы, в результате манипуляций исполнительных механизмов (на фигурах не показаны) вспомогател ного ротора 7 происходит однозначная ориентация и набор комплектующих изделий 48 в носителях 47 в группы. При этом число однозначно ориенти рованных заготовок 39 в носителях 44 и комплектующих изделий 48 в носителях 47 равно числу рабочих ходов каждого вида инструмента на дуге огиба ния технологического ротора 2 цепными конвейерами 9 и 10. Затем носители 44 и 47 с группами заготовок 39 и комплектующих изделий 48 транспортируются цепным конвейером 9 к технологическому ротору 2. В процессе вращения ротора 2 приводные устройства 58 получсцот возвратно-поступательное движение от: ме ханического привода 59 и приводят в действие механизмы 53 поштучной выдачи заготовок 39. В результате манипуляций этого устройства заготовки 39 шибером 54 поштучно перемещаются на линию действия толкателя 56, который затем вставляет их в гнезда 38 револьверного диска 3. Затем револьверный диск 37 поворачивается механизмом 40 прерывистого действия на заданный шаг, перемещая тем самым находящиеся в его гнездах 38 заготовки 39 из зон питания в зоны инструментов рабочих позиций. Ротор продолжает вращение. Рабочая жидкость через соответствующий паз распределительного устройства поступает из сети .питания в рабочую полость поршневого привода 2i. Под действием этой жидкости ползун 18 поднимается и перемещает вверх сочлененный с ним пуансон 70. Последний подхватывает заготовку 39 и заталкивает ее в матрицу 61, в результате чего совершается первая из заданных технологических операций, в даннсян случае предварительная штамповка конуса на заготовке 39.После этого пуансон 70 возвращается в исходное положение,ползун 20 поршневым приводом 22 опускается и воздействует наупор-выталкиватель 62, который выталкивает отштампованное издели-е из матрицы 61 обратно в гнездо 38 револьверного диска 37. Технологический ротор 2 продолжает совершать вращение и цикл повторяется. В результате этого последующие инструменты каждой рабочей позиции производят последующие заданные технологические операции, в данном случае экончательную штамповку конуса на изделии 39. На этом процесс обработки заготовки 39 заканчивается и она становится базовой деталью для выполнения последующей сборочной операции . Подача заготовок 39 из носителя 44 в гнезда 38 револьверного диска 37 для изготовления базовой детали по команде специального устройства (на фигурах не показано) происходит в том случае, если в носителе 47 имеется соответствующее заготовке 39 комплектующее изделие 48. При очередном повороте револьверного диска 37 изготовленное изделие перемещается к .носителю 47 групп комплектующих изделий 48. Затем ползун 27, взаимодействуя роликом 28 с пазовым кулачком 32, опускается и упором 30 воздействует на подпружиненный двуплечий рычаг 66. Этот рычаг перемещает шибер 67 от центра ротора 2, и комплектующее изделие 48, находившееся над шибером 67, по лотку-накопителю 64 опускается на линию его действия. Далее ползун 27 возвращается в исходное верхнее положение и шибер 67 перемещается из носителя 47 комплектующее изделие 48 в клещевой захват 35. После этого в процессе дгшьнейшего вращения ротора 2 наружный ползун 24, взаимодействуя с роликом 25 с пазовым кулачком 31, onycKaetCH и перемещает вниз рейку 33, которая поворачивает находящееся в клещевом захвате 35 комплектующее изделие 48 в вертикальное положение. Внутренний пол зун 27 опускается и его заталкиватель 29 перемещает комплектующее изделие 48 из клещевого захвата 35 в гнездо 38 револьверного диска 37, надевая его на базовую деталь. Таким образом ос5лществляется предварительная .сборка узла 80. После этого ползуны 27 и 24 возвращаются в исходное верхнее положение. Ротор 2 продолжает свое вращение При последукнцих поворотах револьверного диска 37 предварительно собранный узел 80 перемещается к последующим инструментам, в данном слу чае к комплекту инструментов 49, который производит окончательную сборку узла 80, и контрольному устройству 50, проверяющему правильность сборки этого узла. При этом, если качество собранных узлов 80 удовлетворяет установленным требованиям, то при очередных поворотах револьвер ного диска 37 они через заслонку 42 Iразмещенную в поддоне 41, будут поступать в сборник 75 для годной пра дукции. В случае, когда качество собранных узлов неудовлетворительное, по команде контрольного устройства 50 в запоминающее устройство на фигурах не показано) поступит соответствующий командный импульс. В результате этого в заданный момент времени заслонка 42 электромагнитом . (на фигурах не показан) отводится в сторону, и отбракованный узел 80 при очередном повороте револьверного диска 37 провалится в сборник 74 для отбракованной продукции. Затем в зоне выгрузки заслонка 76 сборника 75 при взаимодействии ее ролика 77 с уст ансвленным на станине 1 кулачком (на фигурах не показан) открывается и готовая продукция ссыпается в тару 78. Аналогично удаляются из сборника 74 отбракованные изделия в тару 79. Остальные рабочие позиции на дуге огибания технологического ротора 2 цепными конвейерами 9 и 10 работают одновременно с описанной аналогичным образом. При этом количество рабочих позиций, одновременно работающих на дуге огибания цепными конвейерами 9 и 10 ротора 2, и число их срабатываний на этой дуге выбираются в зависимости от заданной производительности. Такое конструктивное выполнение многооперационной роторно-конвейерной машины значительно расширяет ее технологические возможности. Формула изобретения Роторно-конвейерная машина, содержащая многооперационный технологический ротор с несколькими рабочими зонами и револьверным диском с гнездами под изделия,обогнутым цепным конвейером, комплекты инструментов, установленные по ходу технологического процесса, и механизмы поштучной подачи изделий в гнезда револьверного диска, отличающаяс я тем, что, с целью расширения технологических возможностей, машина снабжена дополнительными механизмами поштучной выдачи комплектующих изделий и носителями групп этих изделий, установленными в цепном конвейере по меньшей мере по одному в каждом комплекте инструментов. Источники информации, принятые вр внимание при экспертизе 1. Авторское свидетельство СССР 686808, кл. В 21 J 7/16 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
| Роторно-конвейерная машина | 1982 |
|
SU1084203A1 |
| Роторно-конвейерная машина | 1981 |
|
SU1016208A1 |
| Роторно-конвейерная машина | 1983 |
|
SU1180318A1 |
| Роторно-конвейерная машина | 1978 |
|
SU831627A1 |
| Роторно-конвейерная машина | 1982 |
|
SU1118516A1 |
| Роторно-конвейерная машина | 1985 |
|
SU1286428A1 |
| Роторно-конвейерная машина | 1977 |
|
SU686808A1 |
| Роторно-конвейерная машина с вертикальной осью для листовой штамповки | 1986 |
|
SU1428562A1 |
| Роторно-конвейерная машина | 1983 |
|
SU1217741A1 |