1
Изобретение бтносится к машиност роению, в частности к станкострое кию, и предназначено для транспорти ровки одновременно нескольких крупных заготовок от накопителя вдоль оси автоматической линии к зонам обработки и установки их в приспособление по базирующим элементам.
Цель изобретения - повышение производительности и надежности транспортировки при повьппенных скоростях перемещения транспортной системы.
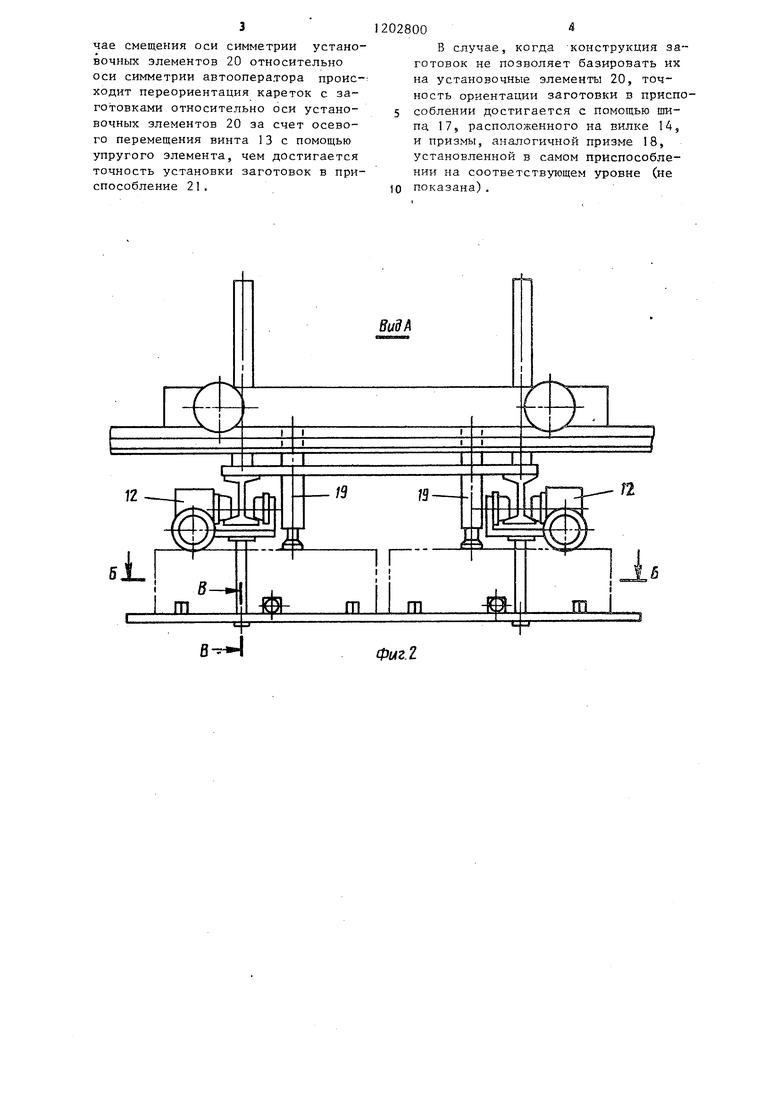
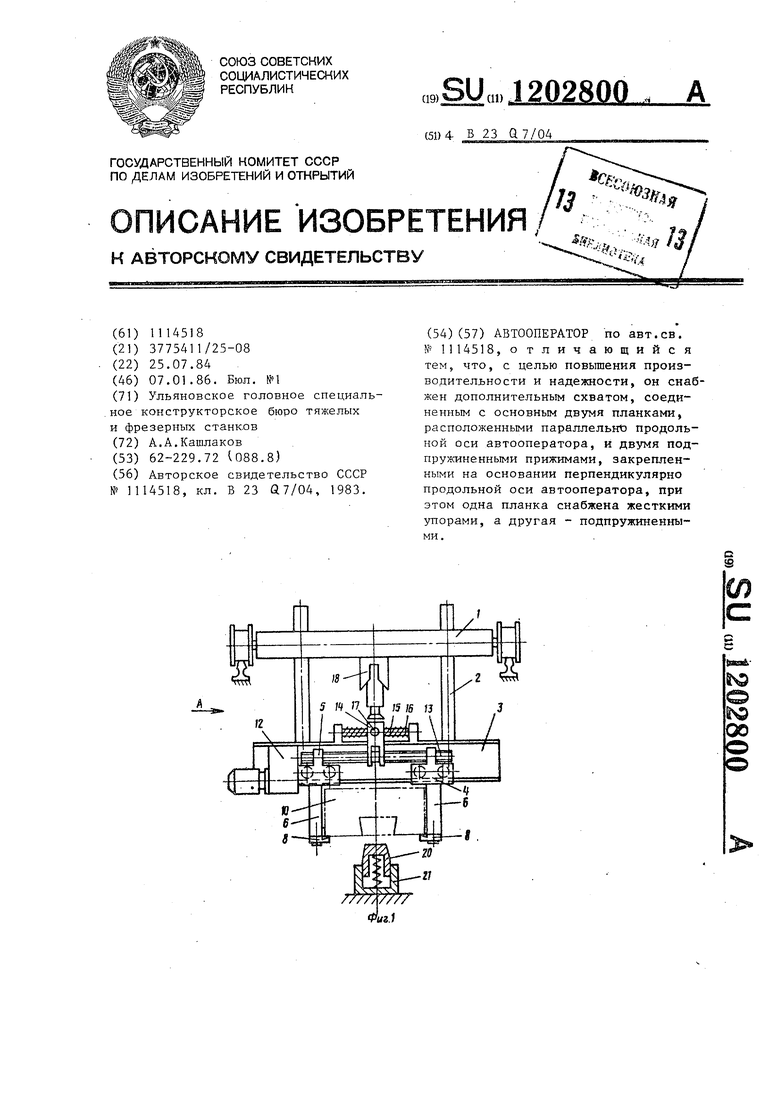
На фиг. 1 показано устройство, общий вид| на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез В-Б на фиг. 2; на фиг.. 4 - разрез Б-В на фиг. 2 .
Автооператор содержит тележку 1, перемещающуюся по основанию. На тележке 1 с помощью скалок 2 закреплена рама 3, перемещающаяся верти- .кально (привод перемещения не показан.) . На раме 3 размещаются две пары кареток 4 и 5, захватные механиз мы которых выполнены в виде кронштейнов 6, соединенных по торцам с помощью винтов 7 двумя планками 8 по обе стороны захвата заготовки. На одной планке установлены жесткие упоры 9, выставленные в одну плоскость по два упора на каждую транспортируемую деталь 10. На другой планке закреплены подпружиненные
упоры 11 по одному на каждую заготовку, ориентировочно по центру устанавливаемой детали 10.
На одной из кареток каждой пары закреплен привод 12 винта 13, с помощью которого перемещаются каретки 4 и 5. Винт 13 имеет правую и ле вую резьбу, и на нем располагается вилка 14 с другим элементом, в который входят две пружины 1.5, размещенные на стержне 16, закрепленном на раме 3. На вилке 14 расположен шип 17, а на тележке 1 закреплена призма 18 соосно шипу 17 и подпружиненные упоры 19 по одному на каж- дук) заготовку. Обрабатываемая деталь 10 .(фиг. 1) изображена в момент установки ее на установочный элемент 20 в приспособлении 21.
Устройство работает следующим образом.
Тележка 1 движется по основанию к накопителю (не показан) и, достигнув заготовок, останавливается. Рама 3 опускается по скалкам 2 с по1202800 , 2
мощью привода (не показан) на высоту обеспечивающую захват заготовок механизмами схвата, выполненными в виде планок 8, закрепленных на тор- 5 цах кронштейнов 6. Каретки 4 и 5, разведенные в начальном положении на размер, обеспечивающий захват заготовок 0, начинают сближаться по винту 13, приводимому во вращение
10 приводом 12. При .этом привод 12, закрепленный на одной из кареток, перемещается вместе с ней по шлице- вому кЬнцу винта 13, благодаря которому возможно одновременное осущест15 вление передачи вращательного движения винту 13 и поступательное движение самого привода 12.
В случае смещения оси загото- . вок 10 относительно оси автооперато20 ра каретки, расположенные по одну сторону заготовок, достигнут их раньше, чем каретки, расположенные , по другую сторону. Полный захват заготовки произойдет за-счет осевого
25 перемещения винта 13 и вилки 14 и сжатия одной из пружин 15, в зависимости от того, в какую сторону от оси автооператора смещена ось заго- тонки.При этом происходит ориентация заготовок относительно жестких упоров 9 расположенных на одной из планок 8, W поджим их с помощью подпружиненных упоров 11, расположенных на другой планке, причем захват осуществляется по оси заготовок 10. При подъеме рамы 3 с заготовками 10 вверх происходит выведение заготовок и каре - ток 4 и 5 на ось автооператора с помощью шипов 17 и призм 18.
При продвижении шипа 17 по пазу призмы 18 упоры 19, закрепленные на тележке I, упираются в заготовки 10 и прижимают их к планкам 8. Заготовки, сориентированные относительно жестких упоров 9 и оси автооператора и поджатые подпружиненными упора- r-iH П и вертикальными упорами 19, приобретают более высокую точность ориентации относительно оси автооператора и возможность транспортировки деталей с повышенной скоростью ввиду более надежной их фиксации в транспортирующем устройстве.
Б позиции установки заготовок 10 в приспособление 2 станка рама 3
55 с каретками 4 и 5 и заготовками опускается вниз, и последние базируются на установочные элементы 20 1 приспособлении 2. При этом в слу30
35
- 40
45
50
чае смещения оси симметрии установочных элементов 20 относительно оси симметрии автоопера.тора происходит переориентация кареток с заготовками относительно оси установочных элементов 20 за счет осевого перемещения винта 13 с помощью упругого элемента, чем достигается точность установки заготовок в приспособление 21 .
202800А
В случае, когда -конструкция заготовок не позволяет базировать их на установочные элементы 20, точность ориентации заготовки в приспо- 5 соблении достигается с помощью типа 17, расположенного на вилке 14, и призмы, аналогичной призме 18, установленной в самом приспособлении на соответствующем уровне (не 10 показана).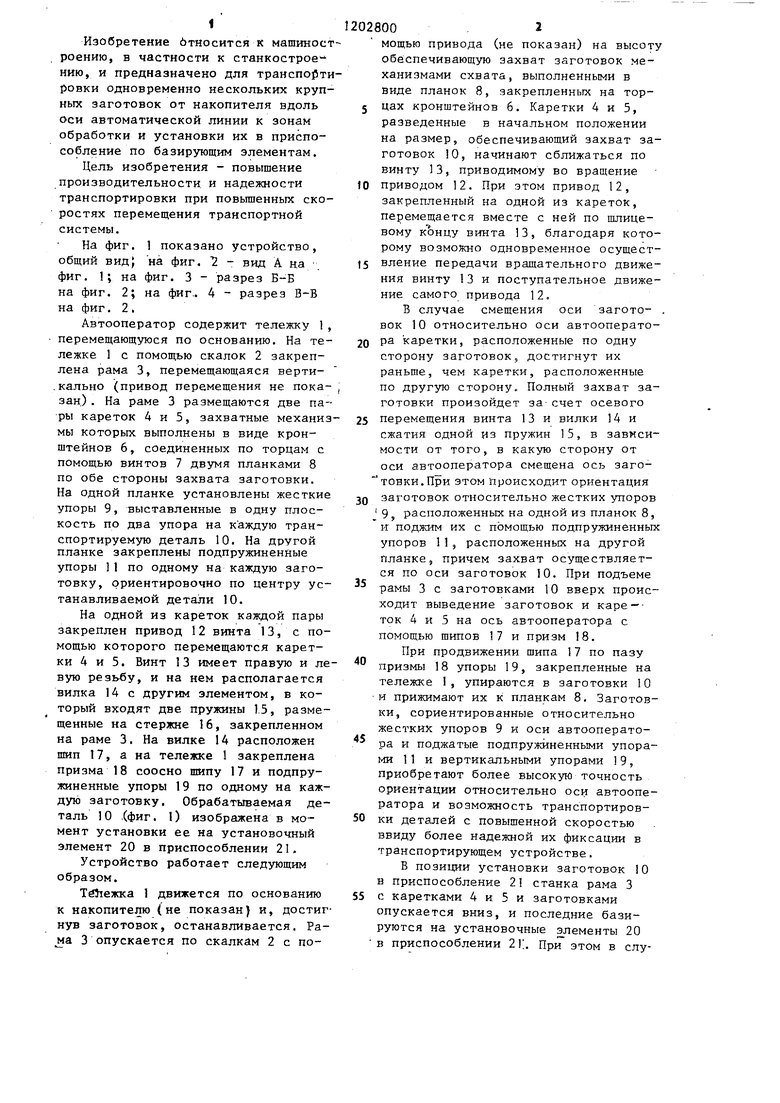
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор | 1983 |
|
SU1114518A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Автооператор | 1969 |
|
SU344701A1 |
| Устройство для обработки крестовин карданов | 1974 |
|
SU637235A1 |
| Автомат для контроля деталей цилиндрической формы | 1986 |
|
SU1466815A1 |
| СТЕНД ДЛЯ РАЗБОРКИ ГИДРОЦИЛИНДРОВ | 1992 |
|
RU2071403C1 |
| Приспособление для установки деталей | 1990 |
|
SU1763141A1 |
| Автоматизированный штамповочный комплекс | 1986 |
|
SU1375398A1 |
| Агрегат для сборки и сварки пространственных конструкций | 1977 |
|
SU725857A1 |
| Автоматическая линия для обработки цилиндрических деталей типа ниппелей | 1986 |
|
SU1366362A1 |
Фаг.г
Ф1/г.З
Редактор А.Козорец
Составитель В.Вильчинский
Техред Т.Дубинчак Корректор М.Максимишинец
Заказ 8360/16Тираж 837Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д,4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная,4
ФигМ
| Автооператор | 1983 |
|
SU1114518A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| fll | |||
