(Л
со
05 Од
00
Oi
to
ных станков-автоматов содержат два двухзахватных автооператора 13 и 14, каждый из которых снабжен двумя штырями 16, установленными под углом 90 друг к другу, регулируемые по высоте установочные призмы 11 и 12, оси которых лежат в одной вертикальной плоскости с осями соответствующих автооператоров, и четырехзахват- ный автооператор 15, вьтолненный в
виде Г-образного кронштейна, одна часть которого размещена в неподвижном корпусе с возможностью возвратно-поступательного перемещения, а в другой с возможностью перемещения смонтирована каретка 27, несущая горизонтальную ось, которая на своих концах снабжена попарно установленными и противоположно направленными захватами 30,31,32 и 33. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Станок с программным управлением | 1980 |
|
SU901001A1 |
| Роботизированный технологический комплекс | 1987 |
|
SU1465264A1 |
| АВТООПЕРАТОР | 1973 |
|
SU383568A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1189659A1 |
| Автооператор | 1969 |
|
SU344701A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Автооператор | 1980 |
|
SU931370A1 |
| Металлорежущий станок с устройством автоматической смены инструментов | 1987 |
|
SU1444126A1 |
Изобретение относится к области машиностроения и станкостроения и может быть использовано при изготовлении деталей типа ниппелей. Цель изобретения - увеличение производительности и расширение технологических возможностей. Для этого устройства загрузки-разгрузки двухшпиндель-
1
Изобретение относится к машиностроению и станкостроению и может быть использовано при изготовлении , деталей типа ниппелей.
Цель изобретения - увеличение i производительности и расширение технологических возможностей автоматической линии. Указанная цепь достигается уменьшением времени простоя станка за счет одновременной работы трех автооператоров при загрузке- разгрузке станка, а также возможное тью обработки удлиненных ступенчатых деталей.
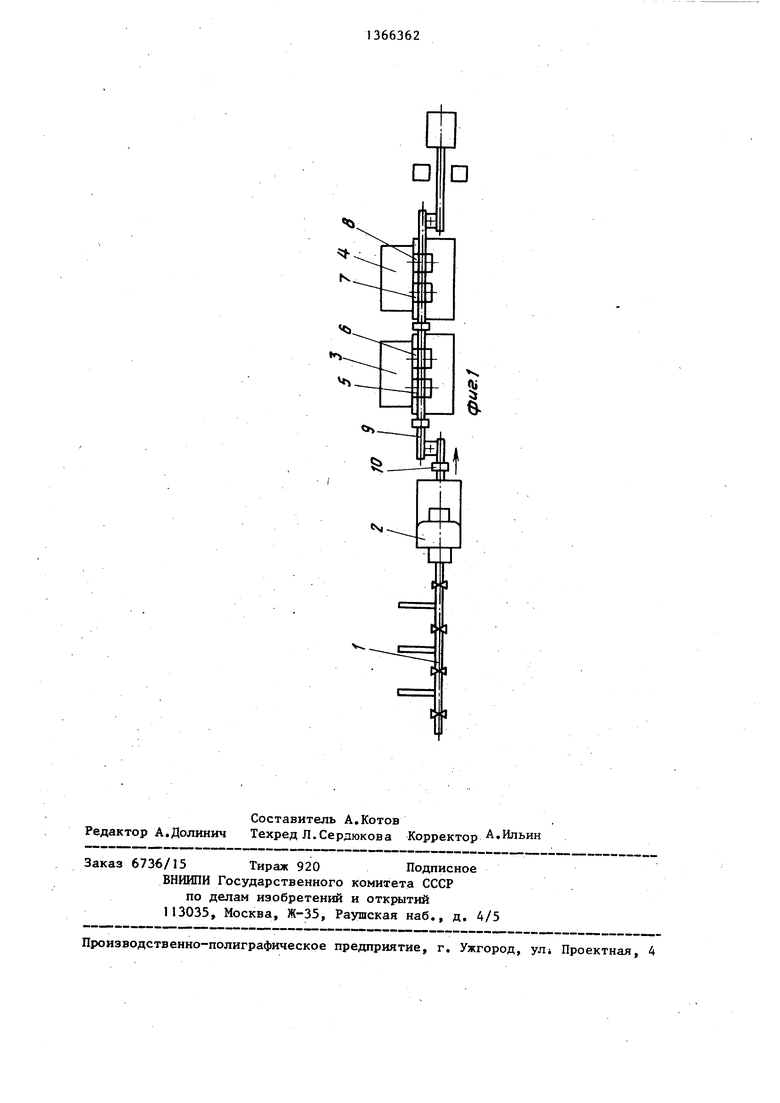
На фиг.1 схематически представлена автоматическая линия, общий вид; на фиг.2 - зона загрузки-выгрузки двухшпиндельного станка-автомата;
Автоматическая линия додержит установленные по ходу технологического процесса загрузочно-подающее устройство 1 для подачи труб в трубо- отрезной автомат 2 и установленные последовательно два двз хшпиндельных фронтальных автомата 3 и 4 со шпинделями соответственно 5,6 и 7,8. Все оборудование связано между собой транспортной системой 9, снабженной механизмами поштучной вьщачи 10 заготовок, причем направление движения их при транспортировании перпендикулярно осям шпинделей 5-8. Транспортная система в зоне загрузки-выгрузки двухшпиндельных автоматов 3 и 4 снабжена установочными призмами 11 12, размещенными перпендикулярно аправлению транспортирования, детаей. Призмы 11, 12 регулируются по ысоте для обеспечения постоянства
расположения оси независимо от диаметра обрабатываемьк деталей.
В зоне загрузки-выгрузки каждого двухшпиндельного автомата 3 и 4 уста- новлено по два автооператора 13 и 14, между которыми размещен четырех- захватный автооператор 15. Каждый из автооператоров 13 и 14 снабжен : двумя штьфями 16, 17 и 18,19, размещенными под углом 90 один к другому, гидроцилиндрами 20,. 2.1 их подъема и механизмами поворота 22,23.Вертикальная ось каждого автооператора 13,14 спаренных с ним призмы и шпинделя автомата лежат в одной верти- кальной плоскости. Автооператор 15 содержит Г-образный кронштейн 24, горизонтальное плечо В которого размещено в неподвижном корпусе 25 с
возможностью возвратно-поступательного перемещения от гидроципиндра 26. Вертикальное плечо кронштейна 24 С является направляющей для перемещения каретки 27 от гидроцилиндра 28. В каретке 27 установлен горизонтальный стержень 29, несущий на своих концах попарно установленные и противоположно направленные захваты 30, 31 и 32, 33. Поворот стержня
29 осуществляется от гидроцилиндра 34.
Автоматическая линия работает сле- укицим образом.
Обработка деталей в двухшпиндельых фронтальных автоматах линии моет происходить как параллельно (в боих шпинделях совершаются одинакоые операции), так и последовательно (одна сторона детали обрабатывается
одном шпинделе, вторая в другом).
При параллельной обработке в обоих шпинделях автомата заготовки для загрузки посредством автооператора поступают по транспортной системе из ме- ханизма поштучной выдачи через соответствующие призмы и манипуляторы поочередно. В этом случае механизмы работают в следующей последовательности.
Исходная заготовка в виде трубы с загрузочно-подающего устройства 1 поступает к трубоотрезному автомату.2. Отрезанные заготовки по транспортной системе 9 перемещаются в направлении, указанном на фиг.1 стрелкой. Механиз- мом поштучной выдачи 10 пропускается одна заготовка, которая одевается на штырь 19 автооператора 14 (при этом штыри 16, 17 автооператора 13 подняты над транспортом, а штыри 18, 19 автооператрра 14 повернуты на 90° по часовой стрелке от положения, показанного на фиг.2).
После этого заготовка устанавливается в призму 12. Затем аналогично происходит установка заготовки автооператором 13 на призму 11. Автооператор 15 посредством захватов 30, 32 снимает заготовки с призм 11, 12 и устанавливает их в шпиндели 5, 6 ав- томата 3. Во время обработки заготовок захваты 30, 32 автооператора 15 загружаются следующей парой заготовок с призм 11, 12. После окончания обработки автооператор 15 захватами 31, 33 снимает готовые детали из шпинделей 5,6 и загружает на их место заготовки захватами 30, 32 при повороте оси 29 на 180°. Далее происходит смена заготовок и деталей на призмах 11, 12. При этом снятие с призм заготовок и установка готовых деталей происходит после отвода и кантования захватов и поворота автооператоров 13 и 14.
Если обработка на двухшпиидельных автоматах происходит последовательно, то заготовка после обработки в шпинделях 5,7 передается в шпиндели 6, 8 по схеме: автооператор 15 - ав- тооператор 13 - транспортная система 9 - автооператор 14 - автооператор 15, поворачиваясь при этом на 180.
5
5 0 0
5
Формула изобретения
Автоматическая линия для обработки цилиндрических деталей типа ниппелей, содержащая установленные вдоль транспортера по ходу технологического процесса двухшпиндельные станки- автоматы с устройствами, загрузки- разгрузки, каждое из которьк включает в себя четырехзахватный автооператор, отличающаяся тем, что, с целью увеличения производительности и расширения технологических возможностей, каждое устрой- . ство загрузки-разгрузки дополнительно снабжено двумя двухзахват- ными автооператорами и спаренными с ними установочными призмами, причем каждый двухзахватный автооператор выполнен в виде вертикально расположенной механической руки с приводами вертикальногр перемещения и поворота и захватов, в виде размещенных в горизонтальной плоскости перендику- лярно друг к другу штырей с возможностью взаимодействия с транспортером и спаренной с ним установочной призмой, ось которой расположена в вертикальной плоскости, проходящей через ось шпинделя, а четырехзахватный автооператор вьтолнен в виде Г-об- разного кронштейна, горизонтальное плечо которого расположено перпендикулярно оси транспортера в неподвижном корпусе с приводом возвратно-поступательного перемещения, кроме того, на вертикальном плече с возможностью перемещения вдоль последнего смонтирована каретка с горизонтальным стержнем и приводом его поворота относительно его оси так, что захваты автооператора попарно размещены на концах стержня перпендикулярно оси последнего с возможностью взаимодействия каждой пары с одной из установочных призм и одним из шпинделей стайка, для чего каждая пара захватов установлена в вертикальной плоскости, оси захватов пары параллельны, отстоят на равном расстоянии от оси стержня, а захваты развернуты относительно друг друга в разные стороны.
| Автоматическая линия для производства трубных муфт: Проспект фирмы EMAG, ФРГ, 1983. |
