(21)4839391/08
(22)t8.06.90
Й6) 23.09.92. Бюл. № 35
(71)Производственное объединение И3авод им. Малышева
(72)А.И.Турецкий
|§6) Авторское свидетельство СССР If Й54640, кл. В 23 Q 3/00, 1986 ( ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ ДЕТАЛЕЙ
(J57) Использование: при механической обработке на станках с ЧПУ. Сущность изобретения: на балке 1 посредством Т-образных направляющих установлены каретки 2 и 3. Каретки 2 и 3 связаны с передачей винт-гайка, винт k которой имеет правую и левую резьбу. Винт k зафиксирован от осевого перемещения и связан с электроприводом
5 вращательного движения. Балка 1 установлена с возможностью фиксированного поворота относительно осей 6, которые расположены параллельно установочной поверхности корпуса 7° Винт k расположен в балке 1 параллельно осям б. На одной из осей 6 находится электромагнитная муфта 9, работающая в тормозном режиме, другая ось б соединена с электроприводом 10, осуществляющим Поёорот балки t, 8 обе каретки 2 и 3 вставлены плавающие жесткие штыри, подпружиненные пружинами. Полость кареток 2 и 3 между опорами штырей заполнена магнито- твердещей жидкостью с установленными в ней электромагнитными индукторами. Электроприводы 5 и 10 связаны с ЦПУ станка. 3 ил.
С/1

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2024382C1 |
| Гибкий производственный модуль | 1990 |
|
SU1824287A1 |
| Стол для закрепления деталей | 1987 |
|
SU1505746A1 |
| СПОСОБ МНОГОЯРУСНОГО КОМПОНОВАНИЯ И ПЕРЕКОМПОНОВАНИЯ РАБОЧЕЙ ПОЗИЦИИ АВТОМАТИЧЕСКОЙ ЛИНИИ И ПЕРЕКОМПОНУЕМАЯ РАБОЧАЯ ПОЗИЦИЯ АВТОМАТИЧЕСКОЙ ЛИНИИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2011 |
|
RU2487004C2 |
| Универсальное приспособление для установки деталей на станках с ЧПУ | 1986 |
|
SU1454640A1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| НИЗКОУРОВНЕВЫЙ ТОКАРНЫЙ СТАНОК ПОДВИЖНОГО БАЗИРОВАНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ КОЛЕСНОЙ ПАРЫ | 2021 |
|
RU2759101C1 |
| Базовая плита универсально-наладочного приспособления к станкам с чпу | 1980 |
|
SU887120A1 |
| Устройство для установки на печатные платы радиоэлементов, преимущественно поверхностного монтажа | 1988 |
|
SU1777256A1 |
| Механизированный многоярусный накопитель | 1988 |
|
SU1699866A1 |
Изобретение относится к области механической обработки материалов, а именно к приспособлениям для установки деталей на станках с ЧПУ о
Цель изобретения - расширение рабочей зоны станка.
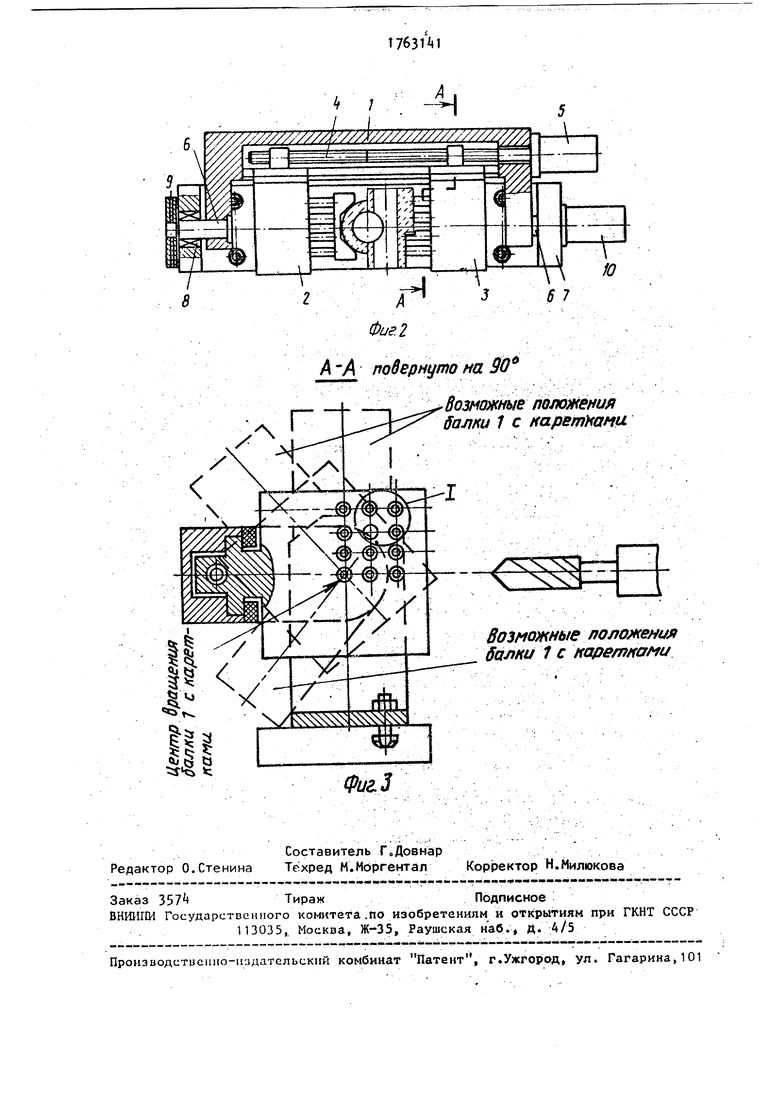
На фиг. 1 изображено устройство, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 2 (пунктиром показаны возможные положения балки).
Устройство содержит балку 1, на которой посредством Т-образных направляющих установлены каретки 2 и 3« Каретки 2 и 3 установлены с возможностью перемещения посредством передачи винт-гайка о Винт 4 передачи выполнен с правой и левой резьбой, зафиксирован от осевого перемещения и приводится во вращение, например, электроприводом 5
Балка 1 посредством жестко соединенных с ней двух осей б подвижно соединена с корпусом 7 Посредством Подшипников 8, На одной мз осей 6 находится электромагнитная муфта 9, работающая в тормозном режиме, другая ось 6 соединена с электроприводом 10, осуществляющим поворот балки
I.Оси б расположены параллельно установочной поверхности Би корпуса 7, а винт k расположен в балке 1 параллельно осям 6. В обе каретки 2 и 3 вставлены плавающие жесткие штыри
II,подпружиненные пружинами 12„ Полость, кареток 2 и 3 между опорами
Ј оэ
Ј
-а
штырей 11 заполнена магнитотверде- ющей жидкостью 13 с установленными на ней электромагнитными индукторами 14. Электроприводы 5 и 10 свяла- ны с ЧПУ станка.,
Приспособление работает следующим образом.
Приспособление устанавливается на стол станка и крепится. Если форма и размеры заготовки не охватываются жесткими штырями 11, то на них крепятся дополнительные элементы для закрепления и базирования (призмы, планки со штырями). Заготовка, сбази рованная предварительно с помощью манипулятора, вводится в пространство между каретками 2 и 3 и останавливается, находясь в руке манипулятора. По команде ЧПУ электромагнитная муфта 9 размыкается, электромагнитны индукторы 15 обесточиваются (магни- тотвердеющая жидкость при этом находится в жидкообразном состоянии), каретки 2 и 3 со штырями 11 начинают сдвигаться посредством винта 4 и элетропривода 5 ДО тех пор, пока каждый из штырей с находящимся на нем базирующим элементом не упрется в заготоку. После предварительного обжатия заготовки движение кареток 2 и 3 прекращается. Далее по команде с ЧПУ станка подается ток на электромагнитный индуктор 15 и магнитотвердеющая
5 5 0
414
жидкость 14 затвердевает,фиксируя при этом положение штырей 11. Затем посредством электропривода 5 и винта Ц происходит окончательное базирование и закрепление детали, после чего захват руки манипулятора освобождает заготовку Далее зажатая и сбазиро- ванная заготовка занимает определенное положение за счет поворота балки 1 посредством электропривода 10 по отношению к режущему инструменту и это положение фиксируется электромагнитной муфтой 9. Раскрепление и снятие заготовки происходит в обратном порядке.
Формула изобретения
Приспособление для установки деталей преимущественно на станках с ЧПУ, содержащее корпус и каретки, расположенные с возможностью перемещения посредством передачи винт-гайка, отличающееся тем, что, с целью расширения рабочей зоны станка, приспособление снабжено предназначенной для размещения кареток балкой, установленной с возможностью фиксированного поворота относительно оси, параллельной установочной поверхности корпуса, а винт передачи винт-тайка размещен в балке параллельно упомянутой оси.
Фие.1
8
А А повернуто на 90
10
б 7
Возможные положения балки 1 с кареткани
-
Возможные положения балки 1 с каретками
Фиг.3
