действие от управляемого фотоэлектрическим датчиком привода поршень- цилиндр .
6. Устройство ПОП.1, отличающееся тем, что включение двигателя разделительного устройства ленты осуществляется посредством фиксирующего комическое положение отрезка ленты на ленточном конвейере фотоэлектрического датчика за счет кривошипа кривошипно-шатунного механизма, причем присоединенная к Кривошипу угловая вьщвижная деталь на конце снабжен.а упорной планкой и направляется посредством рычагов, при этом один из рычагов находится во взаимодействии с промежуточным валом посредством зубчатой передачи.
Изобретение относится к устройству для разделения бесконечной окси- докерамической ленты, которая изготовляется ленточным прессом, при это отрезки ленты изготавливают с высокой точностью размера и формы и может быть применено в области технической керамики.
Известны устройства, в которых выходящая из ленточного пресса глиняная лента отрезается посредством разделительного устройства для блоков, причем длина глцняной ленты или отрезка ленты превьппает в несколко раз отдельные изделия, например кирпича-сырца. В качестве разделительного устройства применяются часто однорядные резательные устройства которые расположены во время резки на режущем суппорте, движущемся приблизительно со скоростью ленты.
С целью обеспечения достаточно точного синхронного хода режущего суппорта применяются измерительный ролик измерительной ленты, а также привод исполнительного механизма. Подобные устройства обеспечивают достаточное для грубой керамики качество резки.
Согласно патенту ГДР № 51233, кл. ВОа, 35/01, 1966, в котором ускорительный транспорт движется с
02889
одно из колес имеет роликовую обгонную муфту.
7. Устройство ПОП.1, отличающееся тем, что средство приема отрезка ленты выполнено в
виде цилиндра, имеющего на периферии равномерно распределенные пазы с параллельными осями, имеющего радиальные выемки для прохода режущей жидкости и приводимого в движение с регулируемой скоростью.
8. Устройство по П.1, .отличающееся тем, что средство приема отрезка ленты выполнено в виде поворотного рычага, снабженного угловой опорой для приема одного отрезка ленты.
увеличенной скоростью по сравнению со скоростью ленты подающего транспорта, глиняный брус после резки поступает на подъемно-опускной стол резательного устройства с соответст- , вующими пазами для прохода режущих струн. Над столом предусматривается станина в ввде кранового моста, на которой расположена передв1шная поперечно к направлению ленты режущая рама с вертикально закрепленными режущими струнами и с двумя параллельно к ленте взаимно передвижньми захватами для кирпичей-сырцов. Полученные при каждом поперечном движении режущей рамы кирпичи-сьфцы принимаются подъемными и опускными захватами и укладываются на рейки для кирпича-сырца.
Известно также устройство (акцептованная заявка ФРГ № 1683933, кл. ВОа 35/01 А, 1970), в котором глиняная лента проталкивается посредством расположенной сбоку толкающей балки через режущу раму и разделяется таким образом на определенное количество кирпичей-сырцов. I .--
Однако применение известных конструкций в оксидокерамической промьлвленности невозможно, так как нельзя получить необходимые для действия . этих устройств геометрические размеры керамической ленты, Обычная ширина ленты составляет у оксидокерами- ческих масс 5-20 мм, так что, например, вес кирпича-сырца в двести - триста раз больше веса оксидокерами- ческих кирпичей-сырцов.
На основании этого оксидокерами- ческие кирпичи-сырцы с соотношением длины-диаметра свьш1е 1,2 изготавливаются с применением ручного труда.
Для этого оксидокерамическая масса выжимается в поршневых ленточных прессах вертикально с многократной длиной кирпича-сырца, снимается вручную и укладывается на соответствующие поддоны для агломерации. Затем ленты отрезаются еще раз вручную на отрезки неопределенной длины. Изготовленные та ким образом отрезки ленты имеют большие технологические припуски, так как после агломерации отрезков ленты их перешлифовка становится неизбежной. Разделение агломерированных отрезков ленты осуществляется при помощи шлифовального круга.
Цель изобретения - повьшение механизации труда.
В основе изобретения лежит задача создания устройства, которое позволяет осуществлять автоматическое отрезание отрезка ленты с многократной длиной кирпича-сырца без деформа ции бесконечно отформованной ленты и оксидокерамической массы, а также разделение отрезка ленты на заранее определенное количество кирпичей- сырцов при высокой размерной точности и резке без заусенцев.
Цель изобретения достигается тем, что в устройстве для разделения бес- :конечной оксидокерамической ленты, включающем расположенное за прессом резательное устройство, транспортные средства для ленты и отрезков ленты, а также разделительное устройство ленты, разделительное устройство ленты имеет наконечник для резки жидкостью, расположенньй на синхронизированном с керамической лентой передвижном поворотном суппорте, приводимым в движение через находящийся во взаимодействии с лентой датчик измерительных импульсов и управляемый от датчика двигатель исполнительного механизма, а также обкатную винтовую передачу, при этом транспортные средства для ленты и отрез
ков ленты выполнены в виде ленточных конвейеров, расположенных до разделительного устройства ленты и приводимых в движение с переменной скоростью посредством переключаемых передач, а разделительное устройство ленты вьшолнено в виде соединенной с кривошипно-шатунным механизмом упорной планки, имеющего продольные пазы промежуточного вала и поворотного устройства приема отрезка лен- ты, причем над ним расположены параллельно к направлению ленты регулируемые наконечники для резки.
Кроме того, расположенная непосредственно за мундштуком пресса и воспринимающая керамическую ленту транспортная лента выполнена как измерительная лента к одной из ролико- опор, к которой присоединен датчик измерительных импульсов, Расположенный в зоне режущего суппорта ленточньм конвейер направ- лен вниз в виде U под наконечником для резки и поддерживается сцепляющимися вильчатыми направляющими.
Целесообразно средство подвода режущей жидкости к наконечнику для резки выполнять из спиральной, жестко закрепленной трубы большой упругости.
Ленточные конвейеры синхронизированы со скоростью ленты через уп- равляемьй датчиком измерительных импульсов двигатель исполнительного механизма посредством фрикционной передачи, имеющей цепную передачу и балансир фрикционного кол еса, приводимого в действие от управляемого фотоэлектрическим датчиком привода поршень-цилиндр.
Включение двигателя разделительного устройства ленты осуществляется посредством фиксирующего коническое положение отрезка ленты на ленточном конвейере фотоэлектрического датчика за счет кривошипа кривошипно- шатунного механизма, причем присоединенная к кривошипу угловая выдвижная деталь на конце снабжена упорной планкой и направляется посредством рычагов, при этом один из рычагов находится во взаимодействии с промежуточным валом посредством зубчатой передачи, одно из колес имеет роликовую обгонную муфту.
Кроме того, средство приема отрезка ленты может быть выполнено в
виде цилиндра, имеющего на периферии равномерно распределенные пазы параллельными осями, имеющего радиальные выемки для прохода режущей жидкости и приводимого в движение с регулируемой скоростью.
Средство приема отрезка ленты выполнено в виде поворотного рычага снабженного угловой опорой для приема одного отрезка ленты.
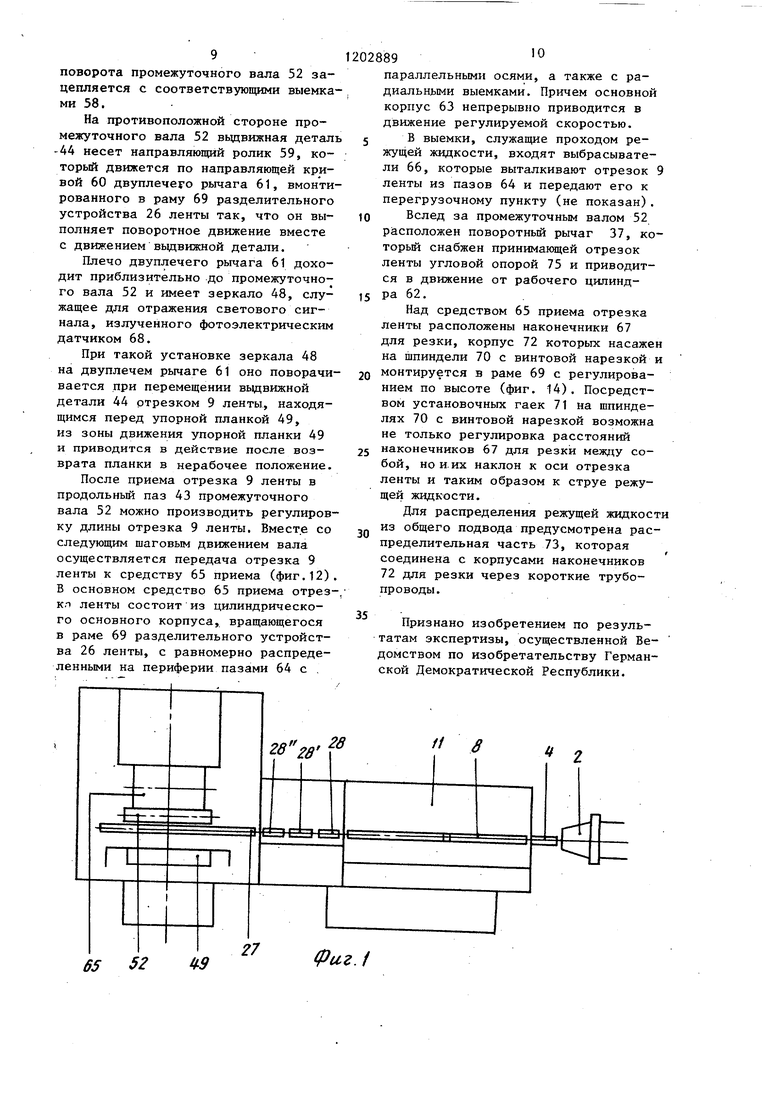
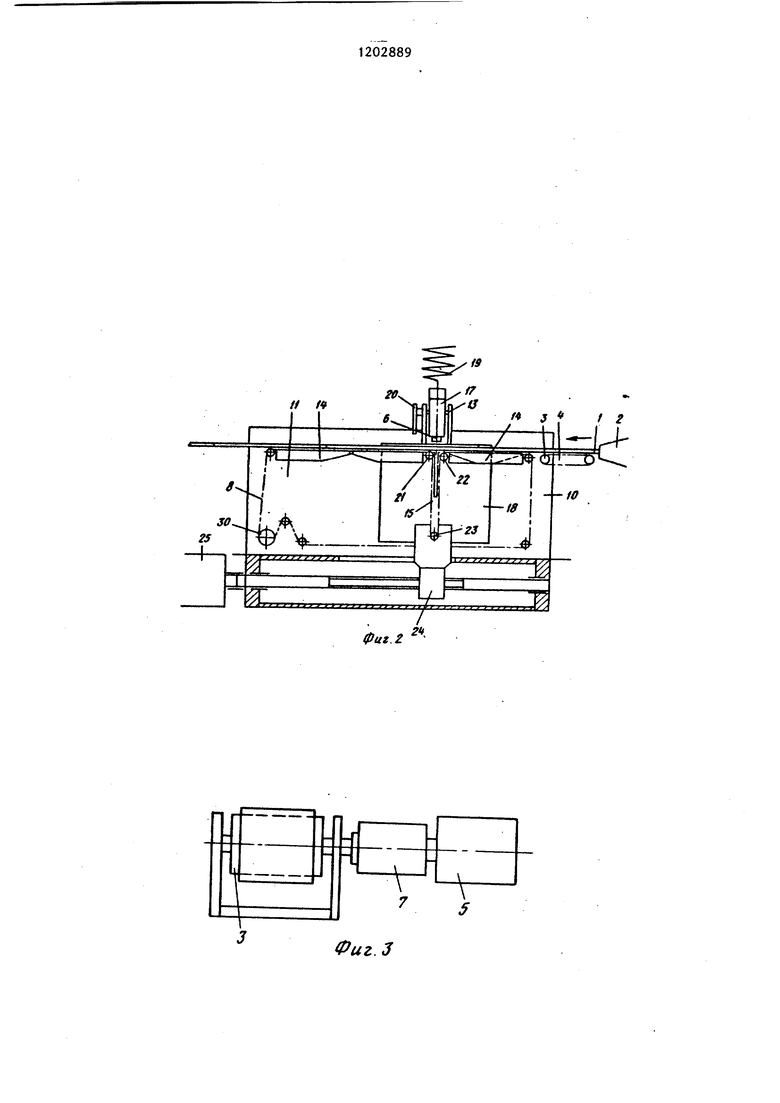
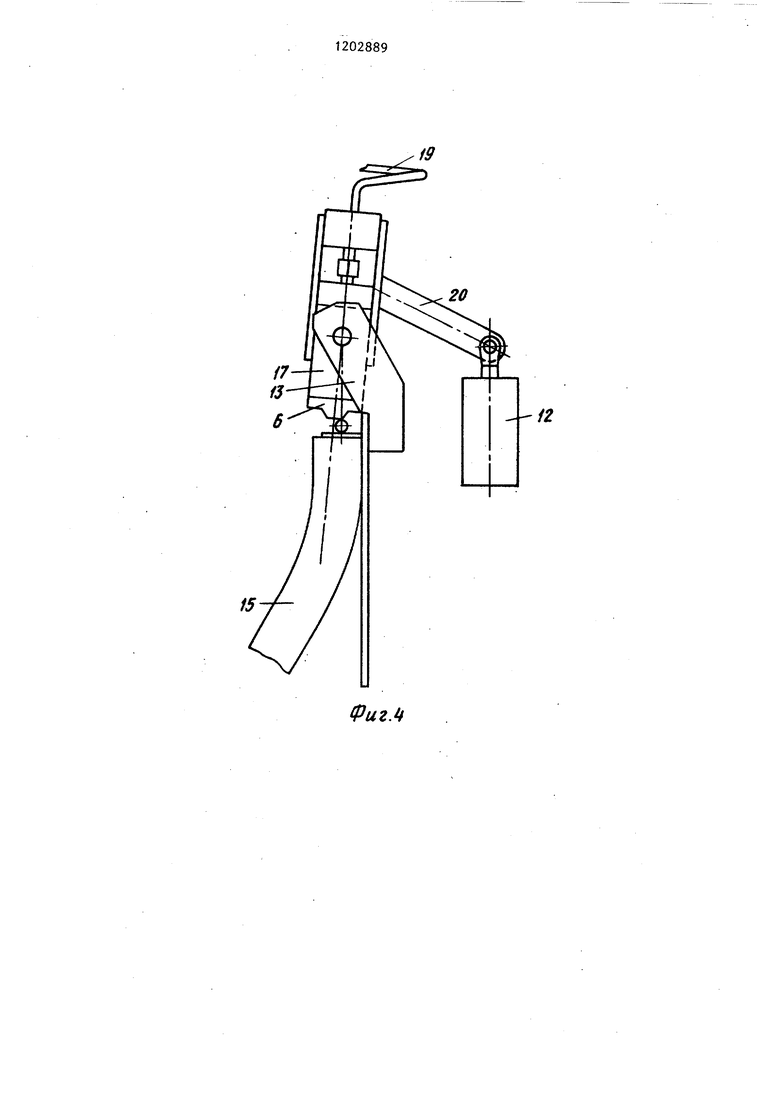
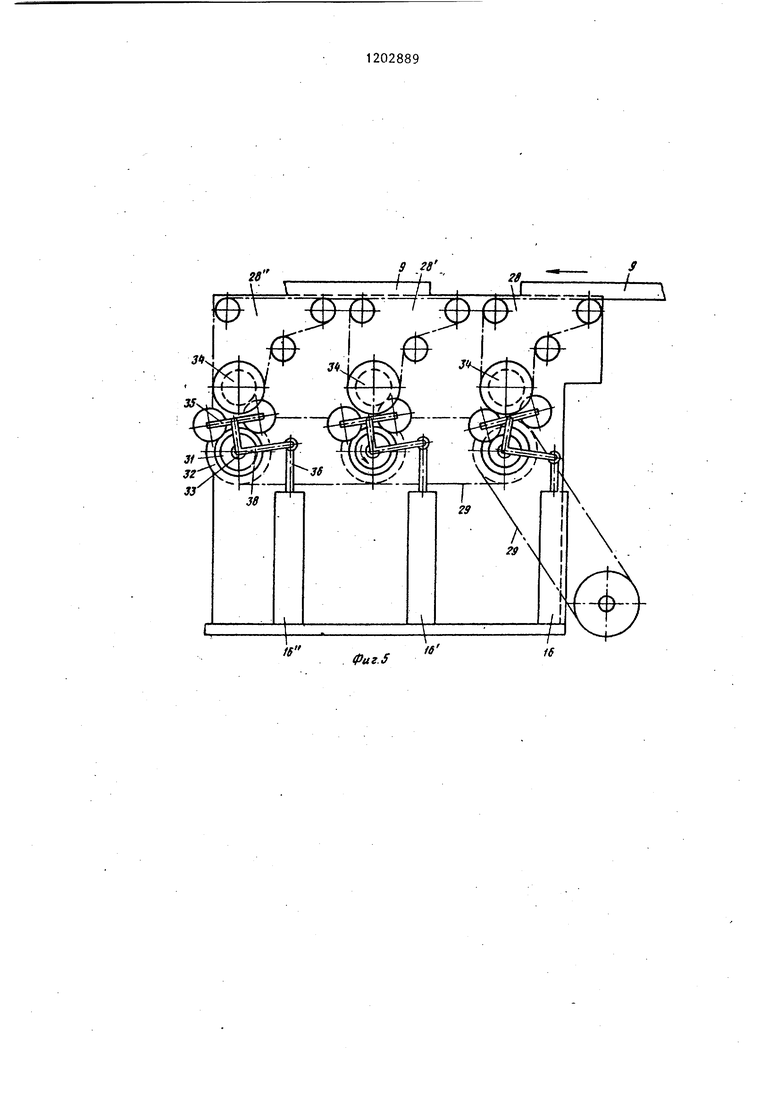
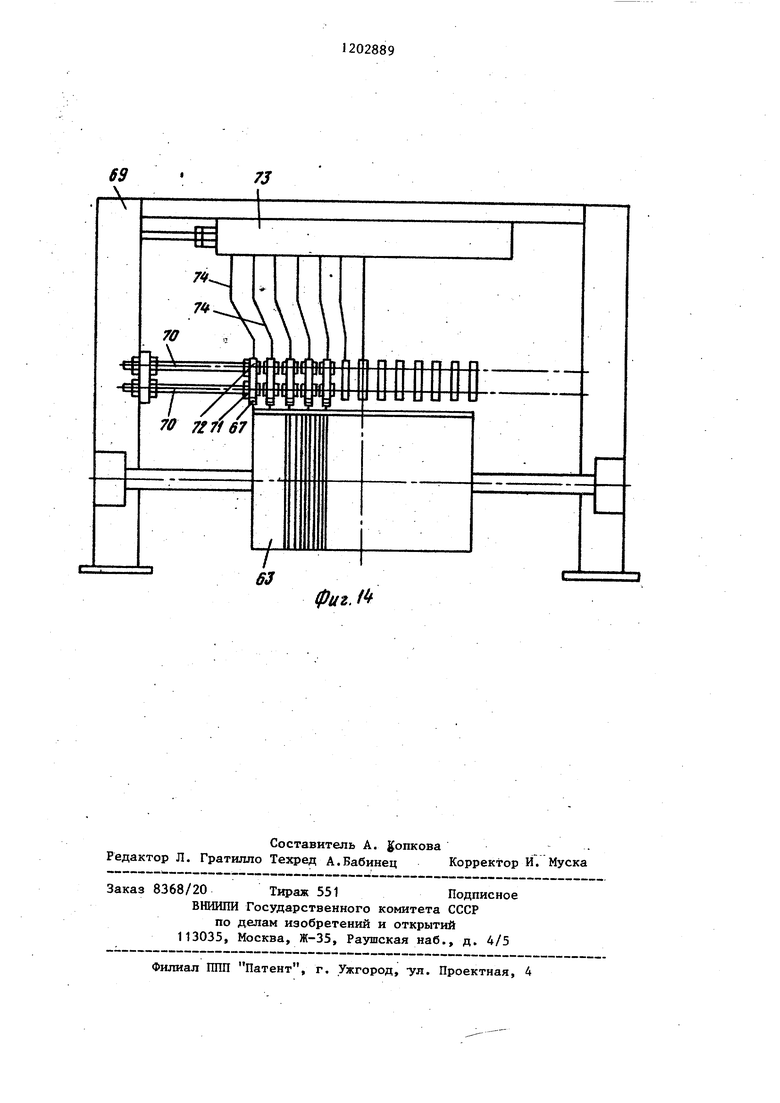
На фиг. 1 изображено устройство для резания бесконечной оксидокера- мической ленты, вид сверху; на фиг. 2 - резательное устройство ленты; на фиг. 3 - измерительная лента на фиг. 4 - крепление наконечника для резки резательного устройства ленты; на фиг. 5 - схема привода ленточных конвейеров; на фиг. 6-9 - схема управления ленточными конвейерами с помощью фотоэлектрического датчика; на фиг. 10 - разделительное устройство ленты, разрез; на фиг. 11 - привод промежуточного вала; на фиг. 12 - средство приема отрезка ленты, выполненное в виде цилиндра, разрез; на фиг. 13 - средство приема отрезка .ленты, выпоненное как поворотный рычаг, разрез; на фиг. 14 - наконечники для резки разделительного устройства ленты.
Выходящая из мундштука 2 пресса керамическая лента 1 поступает через действующую как ленточньй конвейер измерительную ленту 4 на резательное устройство 11, которое отрезает от керамической ленты отрезки 9 определенной длины. Посредством других ленточных конвейеров 28, 28,28 и 27 отрезки 9 ленты транспортируются со скоростью, больщей скорости ленты, в разделительное устройство 26 ленты, которое разделяет отрезки 9 последней на определённое количество кирпичей-сырцов без выхода остатков. 1
Сконструированный как измерительная лента 4 ленточный конвейер, который принимает выходящую керамическую ленту, располагается непосредственно за мундштуком 2 ленточного пресса. Так как невозможно обеспечить захват измерительной ленты 4 без влияния на ленту 1, то к одной из роликоопор 3 присоединяется двигатель исполнительного механизма 7. Датчик 5 измерительных импульсов жестко соединен с двигателем исполнительного механизма 7. При этом имеется возможность приложить к двигателю исполнительного механизма 7 такое напряжение управления, чтобы измерительная лента 4 двигалась со средней скоростью ленты, тогда сила захвата, приложенная лентой 1, уменьшится.
Разделительное устройство 11 ленты смонтировано за измерительной лентой 4 и имеет в станине 10 передвижной режущий суппорт 18, который приводится в движение от управляемого через датчик 5 измерительных импульсов двигателя 25 и обкатную винтовую передачу 24. Режущий суппорт 18 несет наверху стопорную вилку 13, в которой поворотно и
поперечно к ленте 1 установлен корпус 17 наконечника 6 для резки (фиг. 4). Корпус 17 наконечника для резки соединен через рычаг 20 с приводом 12 поршень-цилиндр, который после достижения определенной длины ленты ползгчает от датчика 5 измерительных импульсов соответствующий командный импульс и отделяет таким образом отрезок 9 ленты.
Благодаря выполнению подвода режущей жидкости в виде спиральной трубы 19 высокой упругости последняя может быть жестко закреплена и эластично компенсирует движение режущего суппорта 18, а также поворот корпуса 17 наконечника для резки.
На станине 10 резательного устройства 11 ленты расположен также
ленточный конвейер 8, причем последний в зоне наконечника 6 для резки направлен вниз вертикально в виде U поворотными роликами 21-23, смонтированными на режущем суппорте 18.
В этой образованной ленточным кор- вейером В шахте расположен трубчатый канал 15 для отвода режущей жидкости.
С целью надежного избежания про- веса транспортной ленты ленточного конвейера 8 установлены на режущем суппорте 18 и на станине 10 сцепляю- .щиеся друг с другом вильчатые направляющие 14. Привод ленточного конвей- ера 8 осуществляется от двигателя 30, на который влияет датчик 5 измерительных импульсов. Отрезанные от ленты 1 отрезки 9 поступают посредством ленточного конвейера 8 до (фиг. 5) транспортных средств, состоящих из трех отдельных ленточных конвейеров 28, 28 и 28. Каящьй ле точный конвейер 28, 28 или 28 имеет фрикционное колесо 34, которое соединено с нижней роликоопорой. Привод в действие всех трех ленточных конвейеров 28, 28 и 28 осуществляется через цепную передачу 29, для чего под фрикционными колесами 34 смонтирован в подшипниках вал 33, которьй имеет соответствующее цепное колесо 32, а также ступенчатое фрикционное колесо 31, причем в качестве передаточных деталей для фрикционных колес 34 и ступенчатых фрикционных колес 31 предусмотрены балансиры фрикционных колес 35. Балансиры последних соединены подвижно в середине с монтированным на валу 33 угловым рычагов 38 до тех пор, пока свободная полка углового рычага 38 соединена шарнирно с поршневым штоком 36 привода 16, 1б или 16 поршень-цилиндра. При.управлении этим приводом можно приводить в движение ленточные конвейеры 28, 28 и 28 с двумя различными скоростями, т.е. при приеме отрезка 9 ленты синхронно со скоростью, равной скорости ленты, и после осуществленного приема с более высокой скоростью.
С целью исключения скольжения отрезков 9 ленты на одном из ленточных конвейеров 28, 28 и 28 предыдущие ленточные конвейеры 28, 28 и 28 движутся снова со скоростью ленты после .передачи отрезка 9 ленты переключением балансира фрикционного колеса 35 посредством привода 16, 16 или 1б поршень-цилиндра.
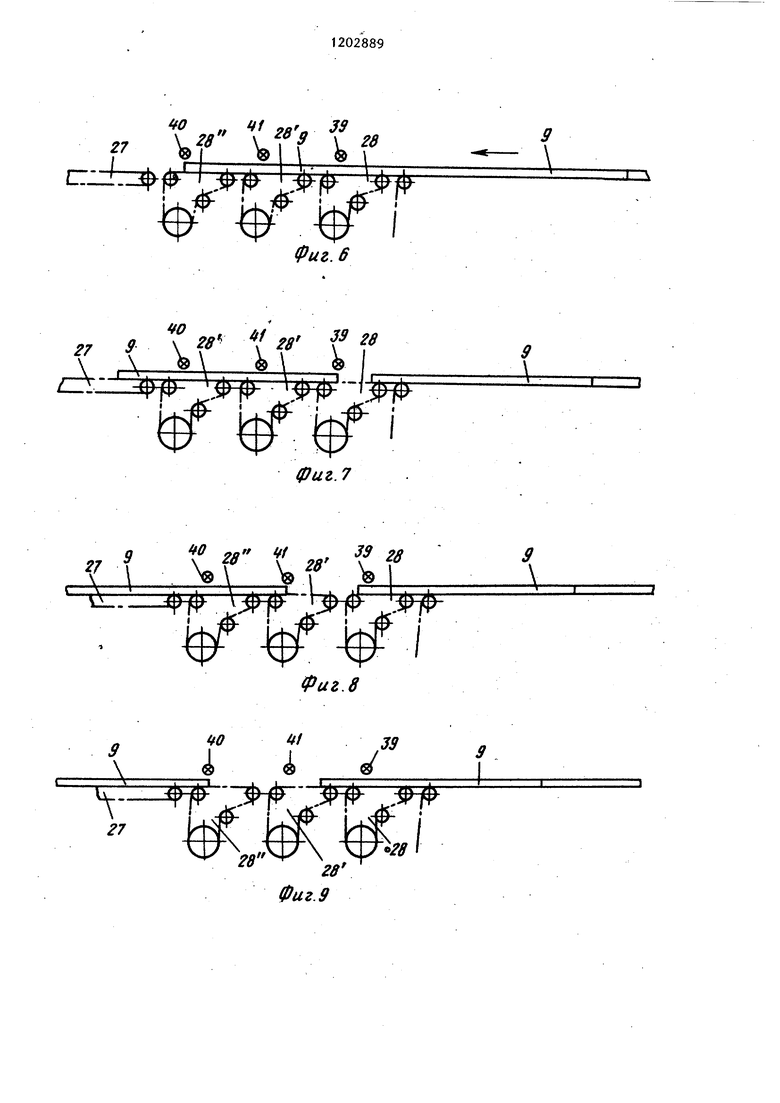
При приеме отрезка 9 ленты сперва движутся ленточные конвейеры 28, 28 и 28 со скоростью ленты до тех пор, пока отрезок ленты 9 не достигнет фотоэлектрического датчика 40, с помощью которого включаются приводы 16, 1б и 16 поршень-цилиндра, которые теперь вызывают поворот балансиров фрикционных коле 35. Вследствие этого ленточные конвейеры 28, 28 и 28 приводятся в движение со скоростью, большей скорости ленты. Таким образом образуется зазор между отрезками 9 ленты.
202889
С проходом фотоэлектрического датчика 39 через отрезок 9 ленты балансир фрикционного колеса 35 управляется посредством привода 16 пор- 5 шень-цилиндра, а ленточный конвейер 28 приводится в движение снова со скоростью, равной скорости ленты. Аналогичным образом осуществляется переключение балансиров фрикцион10 ных колес 35 ленточных конвейеров 28 и 28, если фотоэлектрические датчики 41 и 40 проходятся отрезком 9 ленты, причем в промежутке уже следующий отрезок 9 ленты принимает)5 ся ленточным конвейером 28 (фиг. 7 и 8) .
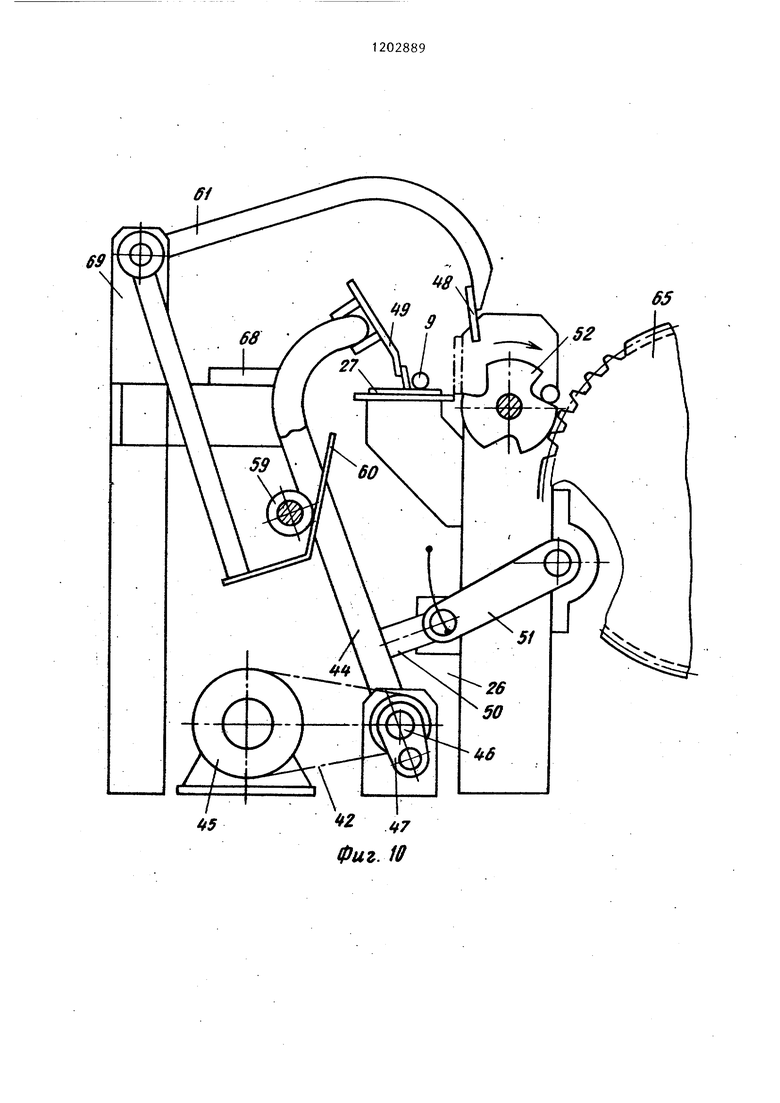
К ленточному конвейеру 28 примыкает разделительное устройство 26 ленты (фиг. 10) с другим ленточным
20 конвейером 27, на который поступают отрезки 9 ленты до определенной фотоэлектрическим датчиком 68 ТЮзиции, чем одновременно включается постоянно работающий двигатель 45.
25 Цепная передача 42 соединяет коленчатый вал : 46 шатунно-криво- шипного механизма с двигателем 45. На коленчатом валу 46 жестко закреплен кривошип 47, со свободным
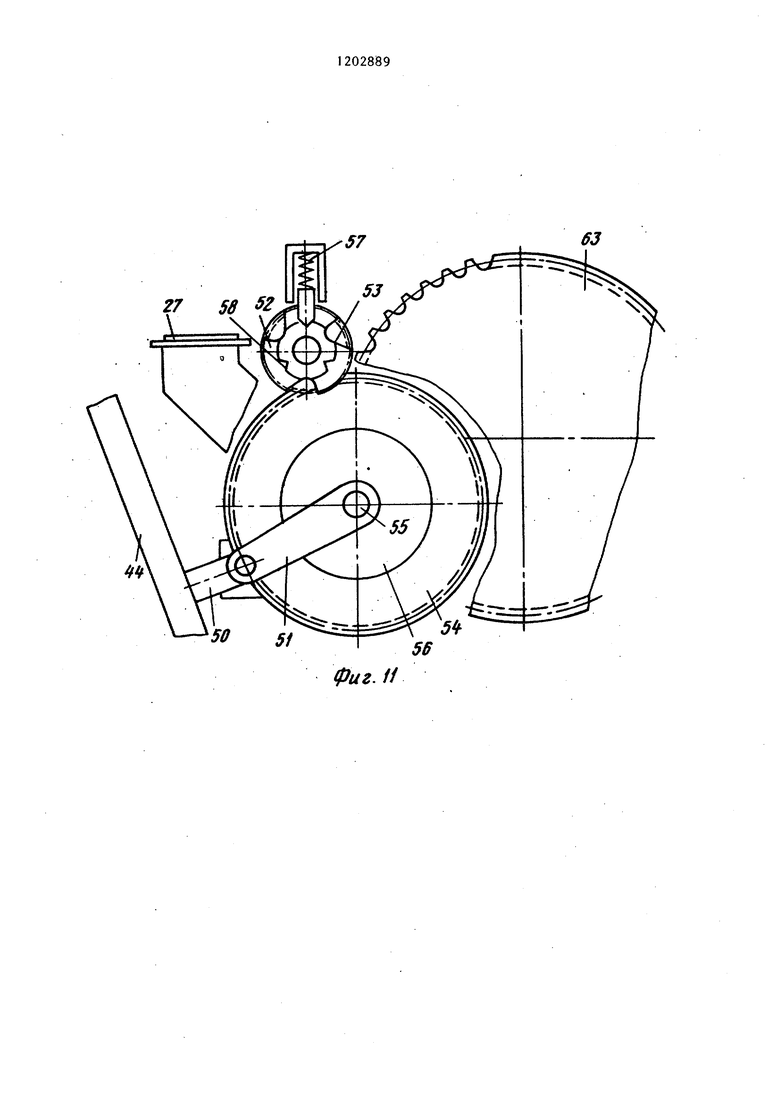
30 концом которого шарнирно соединена вьщвижная деталь 44, сконструированная в виде угла, имеющая на стороне конца, вплотную над ленточным конвейером 26, поперечно передвижную упорную планку 49 и соединенная с рукоятками 50 и 51. Параллельно к упорной планке 49 вращается про- межуточньй вал 52 в раме раздели- тельного устройства 26 ленты. Промежуточный вал 52 (фиг. 11 и 12) снабжен тремя продольными пазами 43 с параллельными осями для приема отрезков 9 ленты и имеет зубчатое колесо 53, которое посредством другого зубчатого колеса 54, сидящего /вместе с рычагом 51 на валу 55, сое- i динено с вьщвижной деталью 44 через рычаг 50. Роликовая обгонная муфта 56, вызывает периодическое управление промежуточного вала соответст венно выбранному передаточному отношению, образованному зубчатыми колесами 53 и 54.
I
С целью обеспечения надежной
55 установки в требуемом положении промежуточного вала 52 на нем смонтирован пружинный элемент 57 с вырезами (фиг. 11), который после каждого
35
91
оворота промежуточного вала 52 заепляется с соответствующими выемка- .
и 58.
На противоположной стороне проежуточного вала 52 вьщвижная деталь 4 несет направляюпщй ролик 59, ко- орый движется по направляющей криой 60 двуплечего рычага 61, вмонтированного в раму 69 разделительного устройства 26 ленты так, что он выполняет поворотное движение вместе с движением вьщвижной детали.
Плечо двуплечего рычага 61 доходит приблизительно до промежуточного вала 52 и имеет зеркало 48, служащее для отражения светового сигнала, излученного фотоэлектрическим датчиком 68.
При такой установке зеркала 48 на двуплечем рычаге 61 оно поворачивается при перемещении выдвижной детали 44 отрезком 9 ленты, находящимся перед упорной планкой 49, из зоны движения упорной планки 49 и приводится в действие после возврата планки в нерабочее положение.
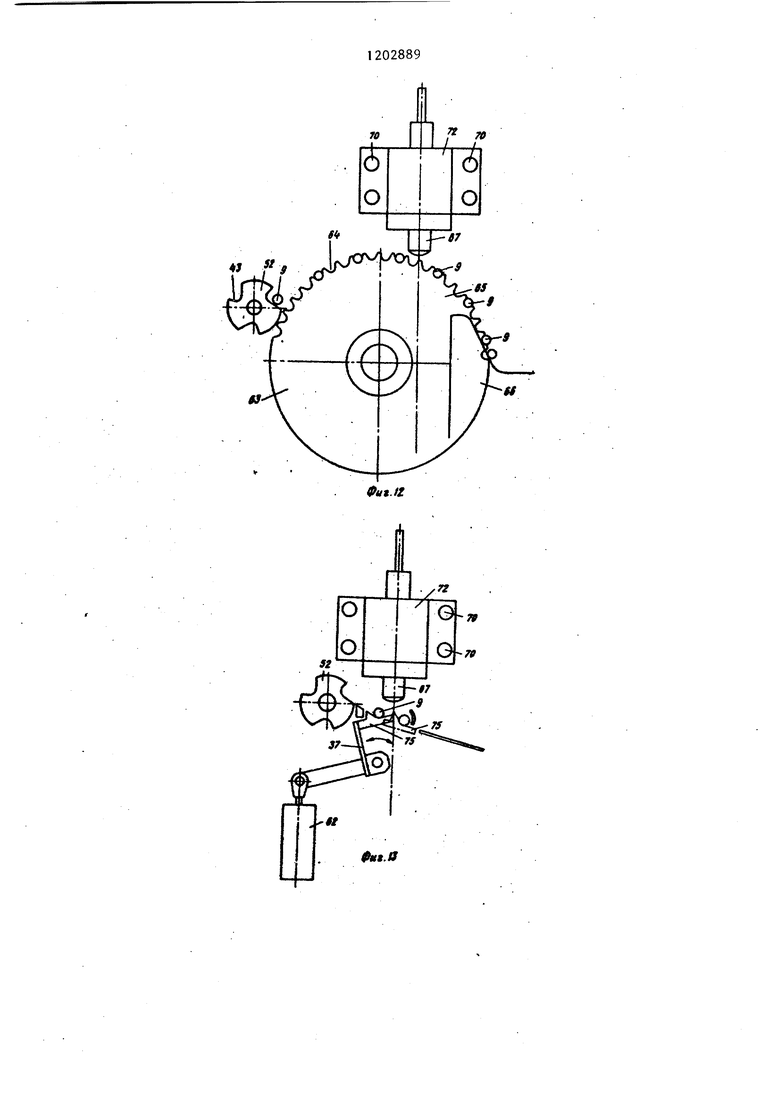
После приема отрезка 9 ленты в продольный паз 43 промежуточного вала 52 можно производить регулировку длины отрезка 9 ленты. Вместе со следующим шаговым движением вала осуществляется передача отрезка 9 ленты к средству 65 приема (фиг.12). В основном средство 65 приема отрез- кп ленты состоит из цилиндрического основного корпуса, вращающегося в раме 69 разделительного устройства 26 ленты, с равномерно распределенными на периферии пазами 64 с ,
2
гт
55 52 ft-9
27
фаг.1
02889
параллельными осями, а также с ра- диальньми выемками. Причем основной корпус 63 непрерывно приводится в движение регулируемой скоростью, с В выемки, служащие проходом режущей жидкости, входят выбрасыватели 66, которые выталкивают отрезок 9 ленты из пазов 64 и передают его к перегрузочному пункту (не показан). 0 Вслед за промежуточным валом 52 расположен поворотньш рычаг 37, который снабжен принимающей отрезок ленты угловой опорой 75 и приводится в движение от рабочего цилинд,5 ра 62.
Над средством 65 приема отрезка ленты расположены наконечники 67 для резки, корпус 72 которых насажен на шпиндели 70 с винтовой нарезкой и монтируется в раме 69 с регулированием по высоте (фиг. 14). Посредством установочных гаек 71 на шпинделях 70 с винтовой нарезкой возможна не только регулировка расстояний наконечников 67 для резки между собой, но и их наклон к оси отрезка ленты и таким образом к струе режущей жидкости.
Для распределения режущей жидкости из общего подвода предусмотрена распределительная часть 73, которая , соединена с корпусами наконечников 72 для резки через короткие трубопроводы.
20
25
Признано изобретением по результатам экспертизы, осуществленной Ведомством по изобретательству Германской Демократической Республики.
t9
Фиг.З
Фиг.г
fpuz.t
9 28
(puz.S
0 .. til
28
//
2в д
39
I/-zK..
IipШ
фиг. 6
0
27 9 r
Л
E±
9
.7
« 90 tfl
if V
39 28
ы
Фаг.8
/7
61
ffS
65
50 SI
фиг. //
4J
Фи.а
(put. f
