1 1
Изобретение относится к обработке металлов давлением и может быть использовано при ковке поковок с вогнутой наружной поверхностью.
Целью изобретения является повышение геометрической точности получаемых изделий.
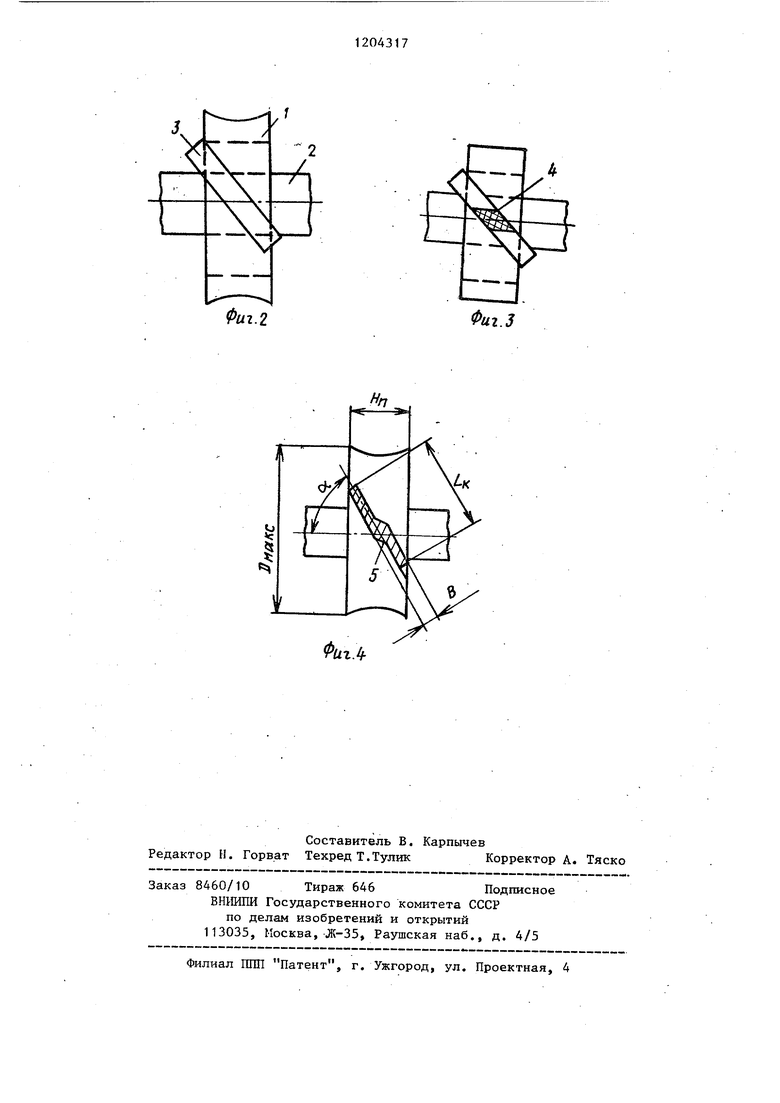
На фиг. 1 изображена схема осуществления способа; на фиг. 2 - то . же, вид сверху; на фиг. 3 - образование зоны контакта, начальный . момент; на фиг. 4 - то же, конечный момент.
Полую заготовку 1 надевают на оправку 2 и осуществляют ее деформирование (раскатку) бойком 3. В начальный момент деформирования рабочая поверхность бойка в месте касания образует на поковке зону контакта - пятно контакта 4 (фиг.З), которое находится в центральной части профиля заготовки 1. В процессе дальнейшего деформирования по мере осуществления рабочего хода бойка пятно контакта, представляющее собой поверхность очага деформации, распространяется от центральной части профиля поковки к периферии. В начальный момент нажатия бойком пятно контакта 5, образованное рабочей поверхностью бойка, распространяется на всю ширину профиля поковки (фиг.4) при этом продольная ось пятна контакта составляет с осью поковки острый угол об . При изменении угла наклона бойка оо к оси поковки меняется конфигурация (кривизна) наружного профиля поковки, Если образующая рабочей поверхности бойка является прямой, то при изменении yrnaoi профиль поперечного сечения поковки меняется, но при этом наружная поверхность поковки остается линейчатой, т.е. образованной прямой линией, и представляет из себя поверхность второго порядка, а именно однополостной гиперболоид вращения. Именно линейчатость поверхности позволяет для ее получения в процессе ковки использовать бойки наибо
2043172
лее простой конфигурации - плоские. Для получения поковок с различной кривизной наружной поверхности в поперечном сечении используют один 5 и тот же боек, изменяя при этом лишь угол наклона бойка к оси поковки. В результате предлагаемый способ характеризуется простотой изготовления бойков с одновременным сокра- 10 щением их парка.
Способ реализуется в случае, если его параметры выбирают, из соотношенийI
15
45
р,2. ц г , 2 .
D - Мп MOIfcC - К )
8--L,.t(o.-arct);
где Hfl - длина поковки;
макс максимальный наружный 20диаметр поковки;
oi - угол между продольной
осью бойка и осью заготовки;
11 - максимальная длина зо- 25ны контактаJ
В - максимальная ширина
зоны контакта.
Пример. Способ был опробован в лабораторных условиях при модели- 30 ровании процесса ковки полой поковки на образцах из свинца марки С1 f в уменьшенном масштабе (1:32).
Исходная полая цилиндрическая заготовка имеет размеры , Наружный диаметр, мм 65 Внутренний диаметр,мм 36 Высота, мм40,5
После раскатки заготовки на гладкой цилиндрической оправке диаметром ... 30 мм плоским бойком шириной 8 мм с углом наклона с 36° получают поковку с вогнутой в тело поковки наружной поверхности с размерами Наружный диаметр у торцов, поковки,мм 83 Наружный диаметр в середине профиля поковки, мм75
Внутренний диаметр,мм 60 Высота, мм44
шений I
р,2. ц г , 2 .
D - Мп MOIfcC - К )
8--L,.t(o.-arct);
Фиг.2
Д
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Способ ковки полых поковок | 1983 |
|
SU1204309A1 |
| Способ раскатки полых цилиндрических заготовок | 1988 |
|
SU1620200A1 |
| Способ изготовления кольцевых поковок | 1981 |
|
SU956123A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU889250A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1574345A1 |
| Способ ковки поковок типа кубиков | 1987 |
|
SU1442318A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU897373A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
ФигЛ
| СПОСОБ КОВКИ КРУПНОГАБАРИТНЫХ БАНДАЖЕЙ | 0 |
|
SU375125A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
