4
4 1C
со
Изобретение относится к обрайотке еталлов давлением и может быть исользовано при изготовлении поковок тамповых кубиков ковкой на прессах, с
Цель изобретения - улучшение каества поковок за счет повышения точости оформления угловых зон и ребер экономия металла путем уменьшения рипусков.10
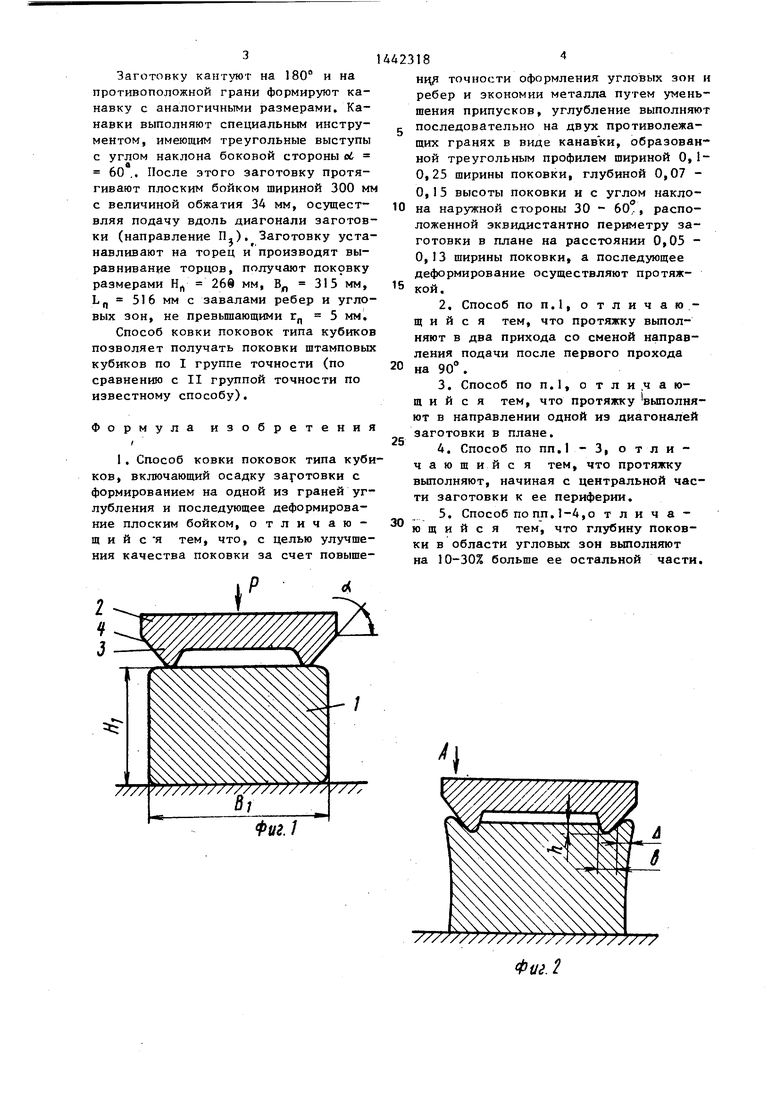
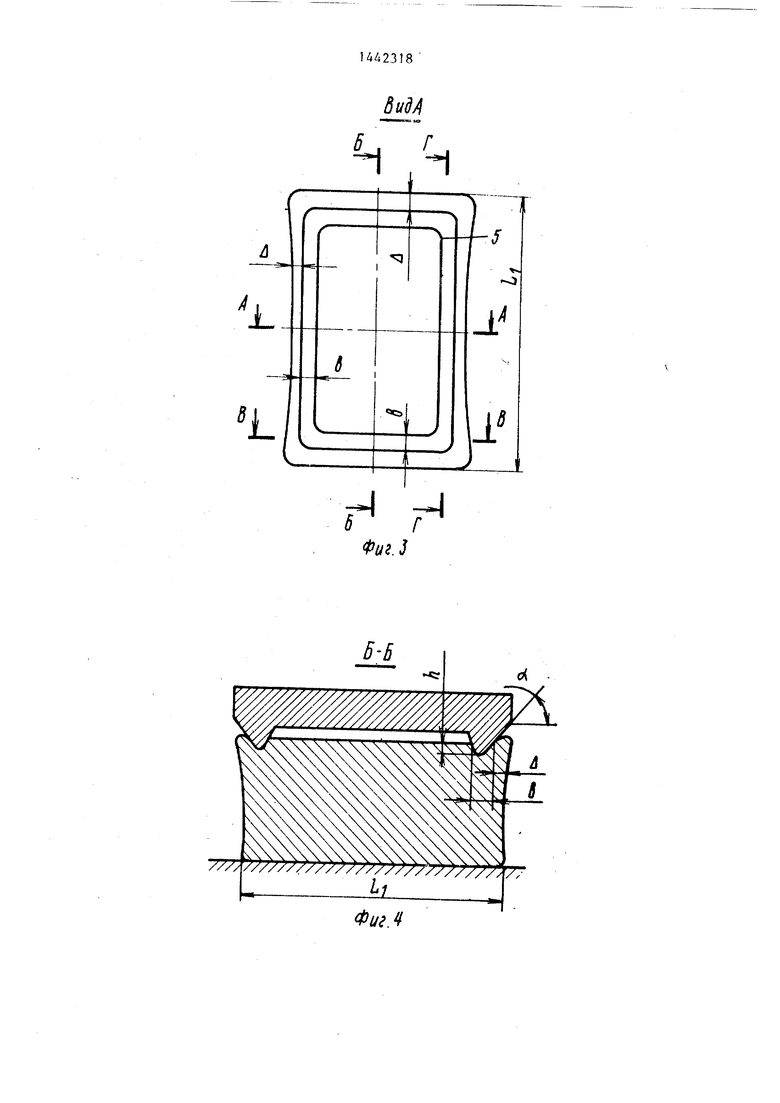
На фиг.} показано исходное положе- Ние инструмента и заготовки,разрез;на иг.2 - заготовка и инструмент после приожения усилий Р,разрез;на фиг.З - вид на фиг.2 с оформленной канавкой J5 (инструмент не показан); на фиг.4 - разрез Ё-Б на фиг.З; на фиг.З - заготовка с оформленными канавками перед этапом деформирования плоским бойком, разрез; на фиг.6 - направле- 20 ние подач П -.П, при деформировании лоским бойком; на фиг.7 - заготовка после деформирования плоским бойком, разрез; на фиг.8 - заготовка после кантовки на 90°, разрез; на фиг.9 - 25 поковка кубика, разрез; на фиг.Ю и 13 - сечение соответственно В-В и Г-Г на фиг.З(заготовка с неравномерной по глубине канавкой).
Способ осуществляют следующим об- 30 раэом. 1 .
Предварительно (с осадкой слитка
на 50% или осадкой заготовки по трем осям) отковывают заготовку 1 сечением Н. В, и длиной L. На заготовку устанавливают инструмент 2, имеющий треугольные выступы 3 с углом наклона ct. боковой стороны 4 (фиг.1,4) и после его вдавливания усилием Р получают на заготовке углубление в виде канавки 5 глубиной h, равной 0,07 - О,)5 высоты поковки, шириной Ь, равной 0,1 - 0,25 ширины поковки с углом наклона наружной стороны oL , равным ., 30 - 60 , располагающейся на расстоянии U , равном 0,05 - 0,13 ширины поковки от наружного профиля заготовки в плане (фиг.2-4). Заготовку кантуют на 180, повторно прикладывают инструмент, произнодят вдавливание его и получают заготовку 6 с канавками 5 и 7 на противолежащих гранях (фиг.5). После этого бойком 8 пр отягивают заготовку с величиной обжатия h/2 в направлении П, , поворачивают заготовку на угол 90, с обжатием h/2 протягивают бойком 8 н направлении П (фиг.6)-и получают заготовку 9 высо40
50
0 5
0
,
0
0
той и . Заготовку 9 кантуют на 90°, производят выравнивание поверхностей 10 до поковочных размеров Н и Bf, , Затем поковку располагают на грань (В Н), производят выравнивание торцов (не показано) и получают поковку кубика размерами В, Н, и длиной Ь„.
С целью снижения трудоемкости ковки плоским бойком и для получения поковок максимальной точности протяжку целесообразно осуществлять в направлении диагоналей заготовки в плане (по стрелке в направлении П, фиг.6) с величиной обжатия h, а начальные обжатия начинать с центральной части заготовки к ее периферии. Особенно эффективно это использовать при изготовлении длинномерных поковок кубиков, у которых длина составляет L 600 мм.
В тех случаях, когда у предварительно откованной заготовки завалы
угловых зон получаются большими (г 51
0,08Н), канавку вьшолняют с неравномерной глубиной h и h (фиг.Ю 11), в области угловых зон глубину h принимают равной h, (1,1 - 1,3) h; При такой форме канавки при вдавливании происходит интенсивное смещение металла в сторону угловых зон, а при дальнейшем деформировании плоским бойком происходит его выравнивание и обеспечение требуемой точности поковок. Переходы получения поковки кубиков аналогичны рассмотренным с той разницей, что обжатие при протяжке плоским бойком назначают равным hf/2 (вместо Ь/2).
Пример. Требуется получить поковку кубика с чистовыми размерами Н 250 мм, В 300 мм, L 500 мм. Определяют припуски и допуски. Снижение величины завалов угловых зон и ребер заготовки позволяет получать поковки I группы точности. По таблице 14 (ГОСТ 7062-79) определяют Н„ 262+2 мм, В 31412 мм, ±2 мм
Предварительно (осадкой слитка на; 50% или осадкой заготовки на 50% по трем осям) отковьшают заготовку 340 кЗОО мм, L 420 мм. На грани заготовки раз :ерами 300 420 мм формируют канавку, отстоящую от кромок на 26 мм, шириной 52 мм и глубиной 34 мм.
Фог.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ протяжки поковок типа пластин и кузнечный боек для его осуществления | 1984 |
|
SU1256840A1 |
| Способ изготовления буртовых валов | 1988 |
|
SU1590185A1 |
| Способ получения заготовок дисков | 1988 |
|
SU1608008A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ ковки поковок типа пластин | 1984 |
|
SU1266631A1 |
| Способ ковки поковок | 1988 |
|
SU1655643A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Инструмент для пережимки поковок | 1988 |
|
SU1551465A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Способ изготовления полых поковок | 1981 |
|
SU1009589A1 |


Изобретение относится к обработ- ,ке металлов давлением и может быть использовано при изготовлении поковок штамповых кубиков ковкой на прессах. Цель - улучшение качества поковок за счет повьшения точности оформления угловых зон и ребер и Экономия металла путем уменьшения припусков. Предварительно сдеформированную заго-. товку прямоугольного сечения осажива- ют бойками с формированием в прикон- тактных зонах углублений. Углубление выполняют в виде канавки, образованной треугольным профилем шириной 0,1- 0,25 ширины поковки, глубиной 0,07 - 0,15 высоты поковки. Угол наклона наружной стороны канавки 30 - 60°. Углубление располагают эквидистантно Периметру заготовки в плане на расстоянии 0,05 - 0,13 ширины поковки. Последующее деформирование осуществляют протяжкой плоскими бойками до получения поковки заданных размеров. При выбранной форме канавки при вдавливании происходит интенсивное сме- § щение металла в сторону угловых зон, а при дальнейшем деформировании плоским бойком происходит его выравнивание и обеспечени- - требуемой точности поковок. 4 з.п. ф-лы, 11 ил. (Л
Ф1/.
6М
Li LI -1
r H
Фuг.J
Фиг Л
Ф112.§
Фиг. 1
W
Фиг.З
В В
:
Фш. fd
Фиг. //
| 0 |
|
SU183026A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
