(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых поковок | 1980 |
|
SU897373A1 |
| Способ изготовления кольцевых поковок | 1981 |
|
SU956123A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU902960A1 |
| Устройство для раскатки кольцевых поковок | 1981 |
|
SU1006033A1 |
| Способ изготовления кольцевых поковок | 1977 |
|
SU733829A1 |
| Способ изготовления полых поковок | 1981 |
|
SU963662A1 |
| Устройство для раскатки кольцевых поковок | 1982 |
|
SU1021507A1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1574345A1 |
| Способ изготовления полых поковок с коническим раструбом | 1982 |
|
SU1072977A1 |
| Способ изготовления полых поковок | 1979 |
|
SU863135A1 |
t
Изобретение относится к обработке металлов давлением, а именно к способам ковки кольцевых поковок.
Известен способ изготовления кольцевых поковок с выступами в средней части по наружной и внутренней поверхностям, включающий раскатку кольцевой заготовки на профилированной .оправке 1.
Недостатком данного способа является то, что он не позволяет получать на поковке наружные выступы достаточной высоты, для получения которых в изделии требуется оставлять большой напуск в поковке, что приводит к снижению коэффициента использования металла и увеличению трудоемкости при последующей механической обработке.
Цель изобретения - повышение коэффициента использования металла и снижение трудоемкости изготовления изделий путем уменьшения величины напусков на поковке.
Цель достигается тем, что согласно способу изготовления кольцевых поковок с выступами в средней части по наружной и внутренней поверхностям, включающем раскатку кольцевой заготовки на профилированной оправке, используют кольцевую заготовку с высотой, равной ширине внутреннего выступа поковки, перед раскаткой ее центрируют на оправке по боковым поверхностям, а раскатку производят в две стадии, на первой из которых заготовку раскатывают, на Т-образный профиль с оформлением выступа на внутренней поверхности поковки, затем ее надрубают по наружной поверхности в двух параллельных плоскостях, расположенных на расстоянии, равном ширине наружного выступа поковки, после чего осу,Q ществляют вторую стадию раскатки, окончательно оформляя профиль поковки
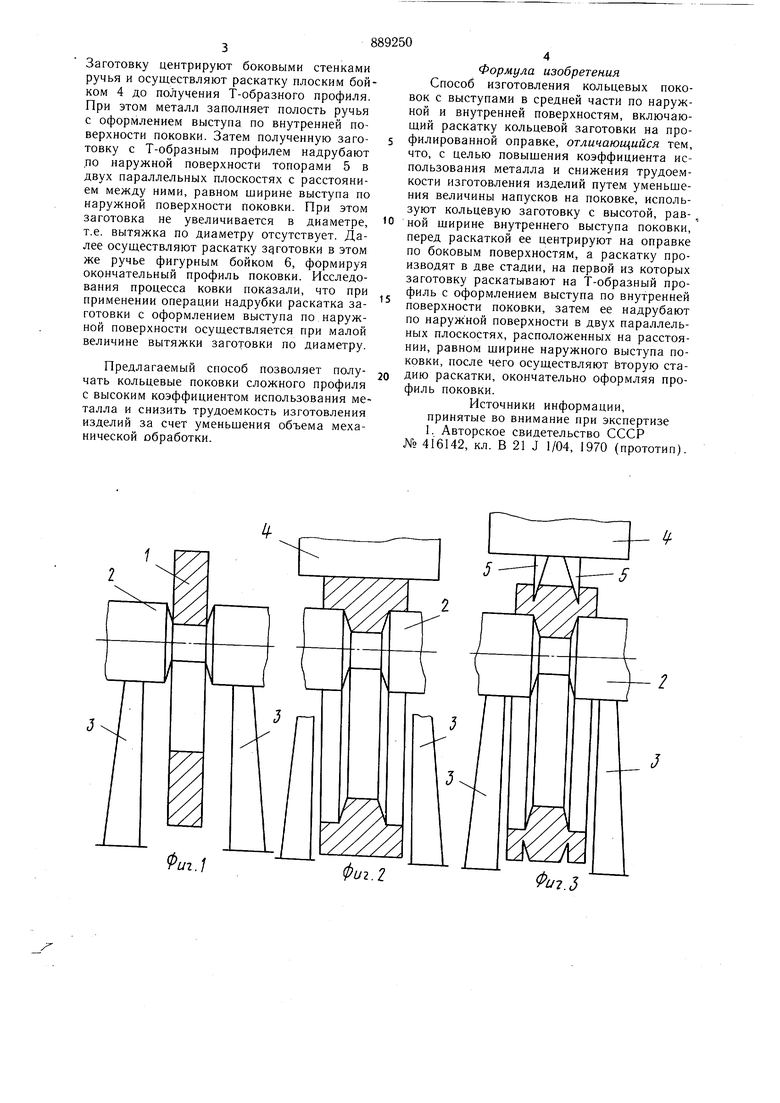
На фиг. 1 изображена установка заготовки в профильном ручье; на фиг. 2 - окончание раскатки Т-образного профиля с оформлением внутреннего выступа; на
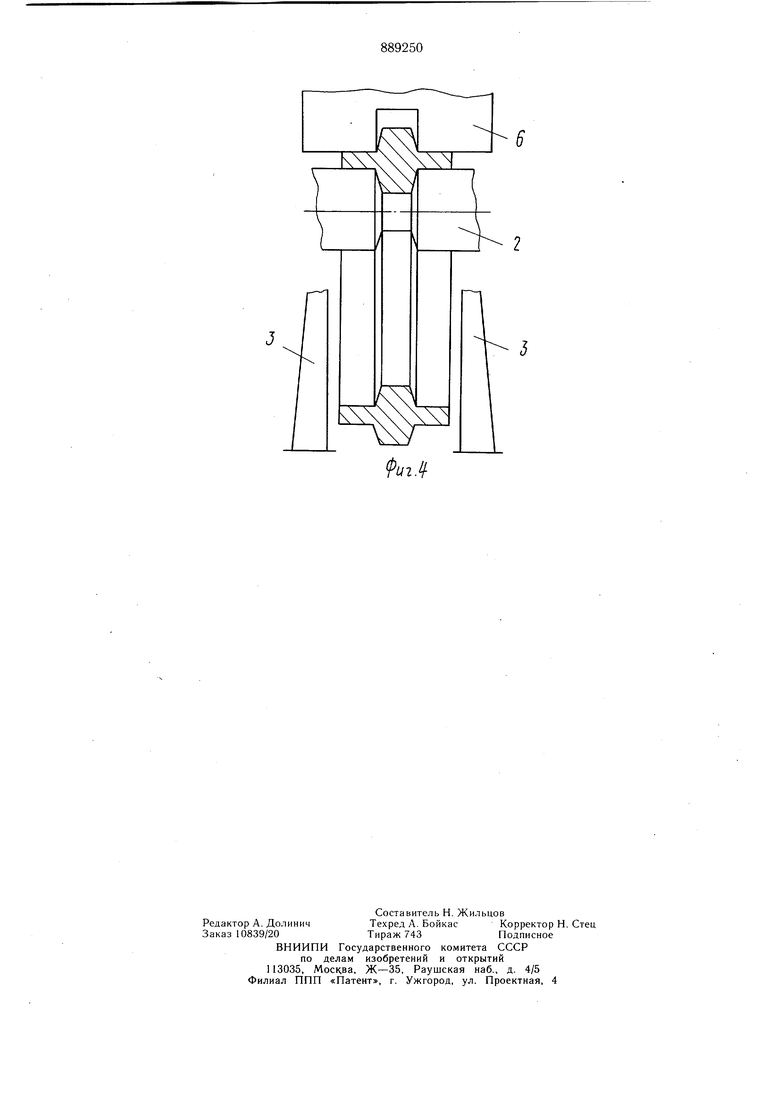
15 фиг. 3 - операция надрубки; на фиг. 4 - раскатка на окончательный профиль поковки. Способ осуществляют следующим образом.
Кольцевую заготовку 1 с высотой, равной ширине выступа по внутренней поверхности поковки, одевают на профилированную оправку 2 с ручьем, выполненным по форме выступа по внутренней поверхности поковки. Оправка 2 опирается на кронштейны 3. Заготовку центрируют боковыми стенками ручья и осуществляют раскатку плоским бойком 4 до получения Т-образного профиля. При этом металл заполняет полость ручья с оформлением выступа по внутренней поверхности поковки. Затем полученную заготовку с Т-образным профилем надрубают по наружной поверхности топорами 5 в двух параллельных плоскостях с расстоянием между ними, равном ширине выступа по наружной поверхности поковки. При этом заготовка не увеличивается в диаметре, т.е. вытяжка по диаметру отсутствует. Далее осуществляют раскатку заготовки в этом же ручье фигурным бойком 6, формируя окончательный профиль поковки. Исследо° г ;ой« /йг л„, г ОаППЛ11 jyVyU..... применении операции надрубки раскатка заготовки с оформлением выступа по наруж ной поверхности осуществляется при малой величине вытяжки заготовки по диаметру. Предлагаемый способ позволяет получать кольцевые поковки сложного профиля с высоким коэффициентом использования ме талла и снизить трудоемкость изготовления ичлелий за счет уменьшения объема меха ической обработки. Формула изобретения Способ изготовления кольцевых поковок с выступами в средней части по наружной и внутренней поверхностям, включающий раскатку кольцевой заготовки на профилированной оправке, отличающийся тем, что, с целью повышения коэффициента использования металла и снижения трудоемкости изготовления изделий путем уменьшения величины напусков на поковке, используют кольцевую заготовку с высотой, рав-, ной ширине внутреннего выступа поковки, перед раскаткой ее центрируют на оправке по боковым поверхностям, а раскатку производят в две стадии, на первой из которых заготовку раскатывают на Т-образный npOj ±Н±гг „ поверхности поковки, затем ее надрубают по наружной поверхности в двух параллельных плоскостях, расположенных на расстоянии, равном ширине наружного выступа поковки, после чего осуществляют вторую стаДию раскатки, окончательно оформляя профиль поковки, Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство LLCF № 416142, кл. В 21 J 1/04, 1970 (прототип).
