1
Изобт етение относится к сварке объемных конструкций из высокопрочных сталей и может быть использовано при изготовлении узлов тяжелого мпшиностроения, строительных конструкций для сварки вертикальных элементов в жесткий контур.
Целью изобретения является повышение качества сварных конструкций из высокопрочной стали путем предотвращения образования трещин при вварке диафрагм или ребер в коробчатую конструкцию.
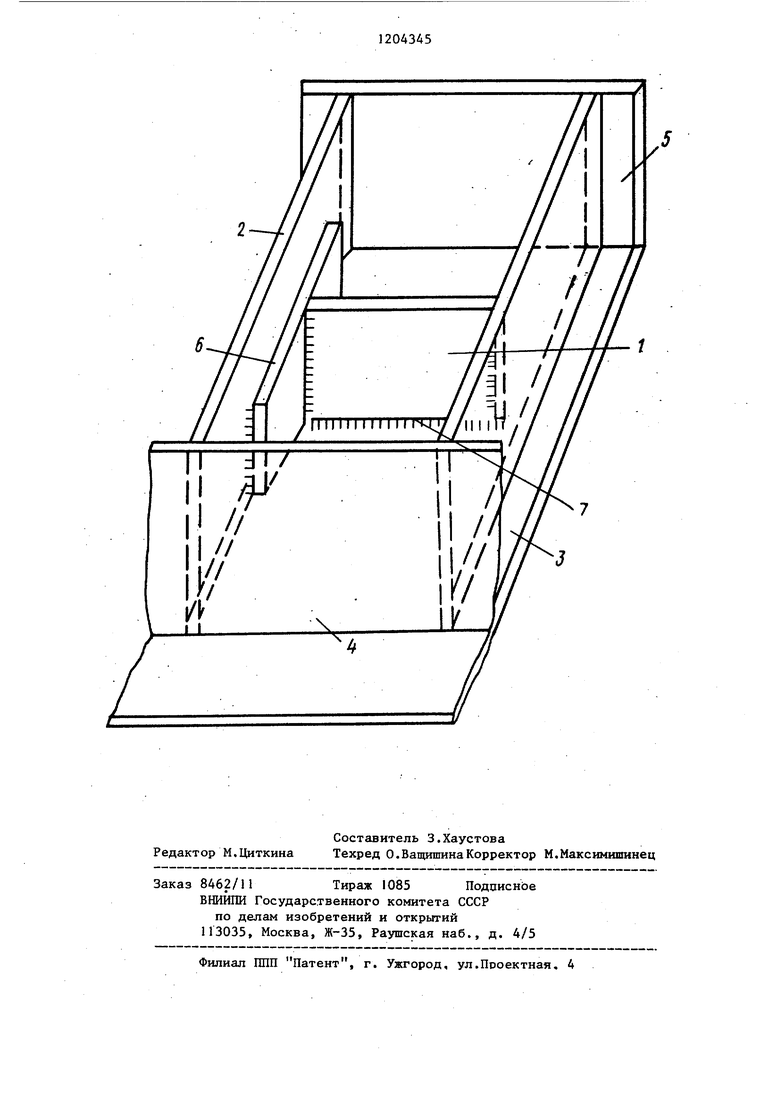
На чертеже представлена коробчатая конструкция, изготовленная по предлагаемому способу.
Ребро 1 приваривают к вертикальным стенкам 2 и нижней стенке 3, образующим с элементами 4 и 5 замкнутый контур. Между ввариваемым ребром и одной из вертикальных стенок устанавливают пластину 6 (промежуточный элемент).
Способ осуществляют следующим образом.
Вначале приваривают пластину 6, выполняя вертикальные лобовые швы электродами той же категории прочности, что и пластина. Затем вваривают ребро 1, сварив его сначала с пластиной 6, а затем с элементом 4 и стенкой 2 электродами, равнопрочными с металлом этих элементов. Толщину привариваемой пластины выбирают по величине усадочной силы Р , возникающей после сварки ребра -1 с элементом 4 (усадочную силу при сварке вертикальных щвов из сложности и громоздкости расчетов во внимание не принимаем :
,.k.e,
.,
где й - предел текучести свариваемых элементов, кгс/мм j . - катет шва, мм; & - длина шва, мм. Предположив, что допустимый уровень напряжений равен величине предела текучести основного металла, определяют толщину пластин
204345
8
Р- S
0
5
1-2 0,7 i где S - статический момент ;площади:
поперечного сечения ребра; I - момент инерции всего сечения; S - допускаемые напряжения. При сварке швов 7 ребра 1 с элементами 4 промежуточный элемент 6 имеет возможность деформирования, разгружая тем самым швы, что позволяет отказаться от мягких прослоек в них, предотвратить образование трещин.
Пример. Вваривали вертикаль ный лист толщиной 40 мм, длиной 1000 мм и высотой 1000 мм в секцию башмака механизма перемещения шагающего экскаватора.Материал - сталь 14Х2ГМР ( бв 65 кгс/мм } .В качестве промежуточного элемента взяли пластину толщиной 20 мм, шириной равной высоте ввариваемого вертикального листа, длиной 600 мм. Материал- сталь 10ХСНД (dg 6 55 кгс/мм h Эту пластину приварили вертикальными лобовыми швами к одному из продольных вертикальных элементов. Электроды марки К-5А (тип Э-50А) диаметром 5 мм на режимах: сила тока
220 А, напряжение 27 В. Затем вварили вертикальный элемент, сварив его сначала с пластиной из стали 10ХСНД, потом с нижним настилом и с другим вертикальным продольным
5 элементом. Электроды марки АНП-1 (тип Э-70) диаметром 5 мм, на режимах: сила тока 220 А, напряжение 27 В.
Толщину пластины из стали 10ХСНД
0 определили из усадочной силы . Р 260000 кгс, толщина пластины ориентировочного составила
с- 26 X Ю X 160 „„
о --7- 5--- - 20 ММ .
, 4,12 X 10 X 1,4x35
5 При изготовлении данным способом получили сварную конструкцию без трещин, при этом отпала необходимость применения электродов различных марок и в использований предва0 рительного подогрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158662C2 |
| Способ дуговой сварки | 1985 |
|
SU1316771A1 |
| Способ вварки тонкостенного кругового элемента в массивную конструкцию | 1987 |
|
SU1500453A1 |
| Способ изготовления сварных ребристых панелей | 1980 |
|
SU998063A1 |
| Способ ремонта конструкций | 1988 |
|
SU1539035A1 |
| Способ дуговой сварки | 1988 |
|
SU1698020A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ АЛЮМИНИЯ СО СТАЛЬЮ | 1992 |
|
RU2049615C1 |
| Способ соединения труб с трубной решеткой | 1982 |
|
SU1038151A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАВРОВЫХ ЭЛЕМЕНТОВ ОРТОТРОПНОЙ ПЛИТЫ | 2005 |
|
RU2288824C1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
Редактор М.Циткина
Составитель З.Хаустова
Техред О.ВапщшинаКорректор М.Максимипшнец
Заказ 8462/11 Тираж 1085 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул.Проектная, 4
| Рулевой механизм, система рулевого управления и транспортное средство | 2024 |
|
RU2834282C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
