Изобретение относится к сварке, а именно к способам вварки тонкостенного элемента в массивную конструкцию, и может быть использовано в машиностроительной, авиационной и нефтехимической промышленности.
Цепью изобретения является упрощение технологии сварки и повьшение качества шва.
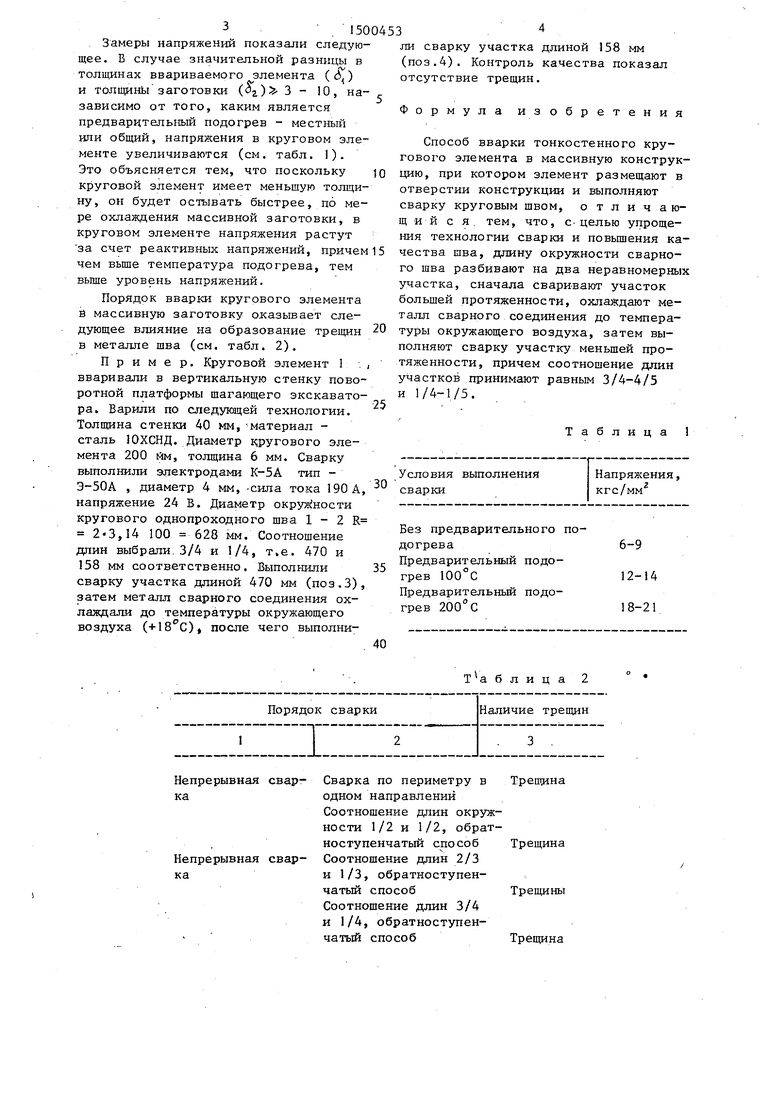
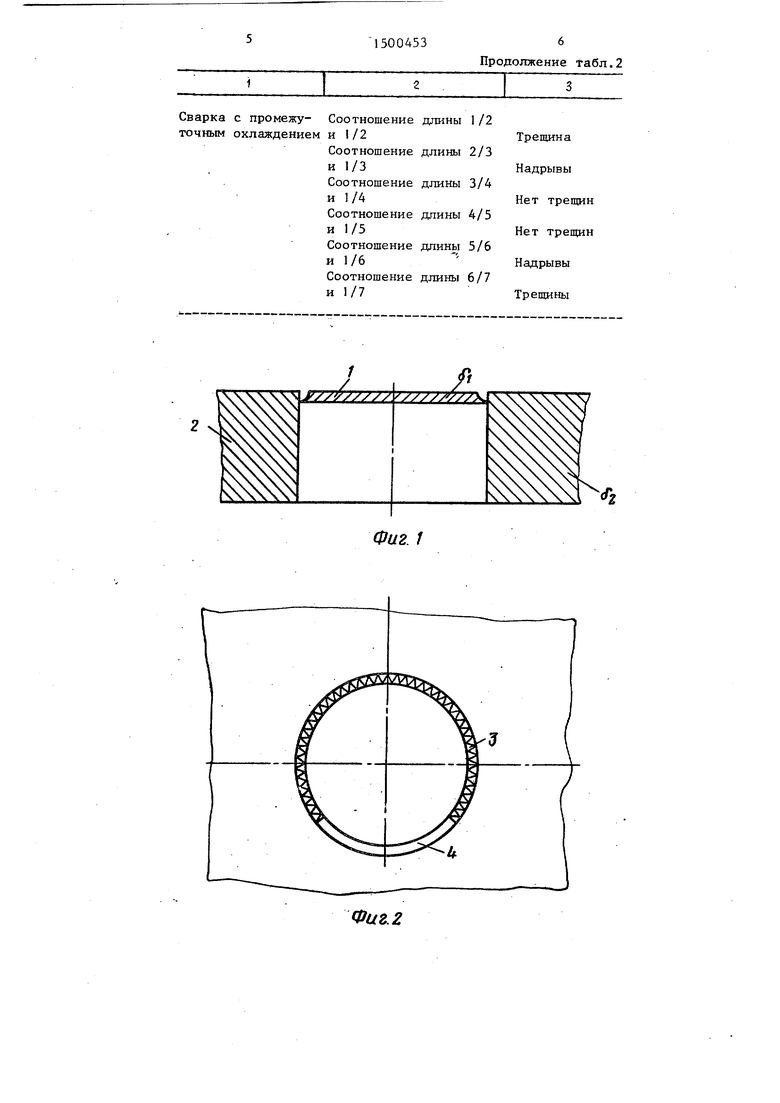
На фиг.1 изображен предлагаемый ввариваемый круговой элемент до начала сварки; на фиг.2 - выполнение первой части шва; на фиг.З - вваренный круговой элемент.
Способ осуществляют следующим образом.
Круговой элемент 1 необходимо вварить в массивную заготовку 2. Всю длину окружности кругового шва разбивают на две части - 3/4-4/5 (поз.З) и 1/4 - 1/5 (поз.4) соответственно.
Первоначально выполняют сварку участка шва 3, охлаждают металл сварного соединения, нагревавшийся от тепла дуги до температуры окружающего воздуха, после чего выполняют сварку участка 4.
При сварке кругового шва в любом случае металл шва испытывает сложжо.е ., нагружение. К продольным напряжени- . ям, возникающим при усадке наплавленного металла, добавляются радкзльнь напряжения, в результате чего возникает сложнонапряженное состояние, вьг- зывающее образование трещин. При сварке по данному способу усадка большей части шва происходит в достаточно свободном состоянии, так как контур не является замкнутым, жест- КИМ. Вторая часть шва имеет длину, доста.точную, чтобы противостоять усадке.
СП
4 сд
со
Замеры напряжений показали следующее. В случае значительной разницы в толщинах ввариваемого элемента ((3) и толщины заготовки (oj.) 3 - 10, на- зависимо от того, каким является предварителыгьш подогрев - местный или общий, напряжения в круговом зле- менте увеличиваются (см. табл. 1). Это объясняется тем, что поскольку круговой элемент имеет меньшую толщину, он будет остывать быстрее, по мере охлаждения массивной заготовки, в круговом элементе напряжения растут за счет реактивных напряжений, причем чем выше температура подогрева, тем вьше уровень напряжений.
Порядок вварки кругового элемента S массивную заготовку оказывает следующее влияние на образование трещин в металле щва (см. табл. 2).
Пример. Круговой элемент 1 . вваривали в вертикальную стенку поворотной платформы шагающего экскаватора. Варили по следующей технологии. Толщина стенки 40 мм,-материал - сталь 10ХСНД. Диаметр к;ругового элемента 200 им, толщина 6 мм. Сварку выпольдали электродами К-5А тип - Э-50А , диаметр 4 мм, -сила тока 190 А, напряжение 24 В. Диаметр окрул)ности кругового однопроходного шва 1 - 2 R 2«3,14 100 628 мм. Соотношение длин выбрали. 3/4 и 1/4, т.е. 470 и 158 мм соответственно. Выполнили сварку участка длиной 470 мм (поз.З), затем металл сварного соединения ох
лаждали до температуры окружающего воздуха (+18 С), после чего выполни
ли сварку участка длиной 158 мм (поз.4). Контроль качества показал отсутствие трещин.
Формула изобретения
Способ вварки тонкостенного кругового элемента в массивную конструкцию, при котором элемент размещают в отверстии конструкции и выполняют сварку круговым швом, о т л и ч а ю- щ и и с я. тем, что, с-целью упрощения технологии сварки и повьшения качества шва, длину окружности сварного щва разбивают на два неравномерных участка, сначала сваривают участок большей протяженности, охлаждают металл сварного соединения до температуры окружающего воздуха, затем выполняют сварку участку меньшей протяженности, причем соотношение длин участков принимают равным 3/4-4/5 и 1/4-1/5.
Таблица 1
выполнения
Напряжения,
кгс/мм
ного по
подо
подо
6-9
12-14
18-21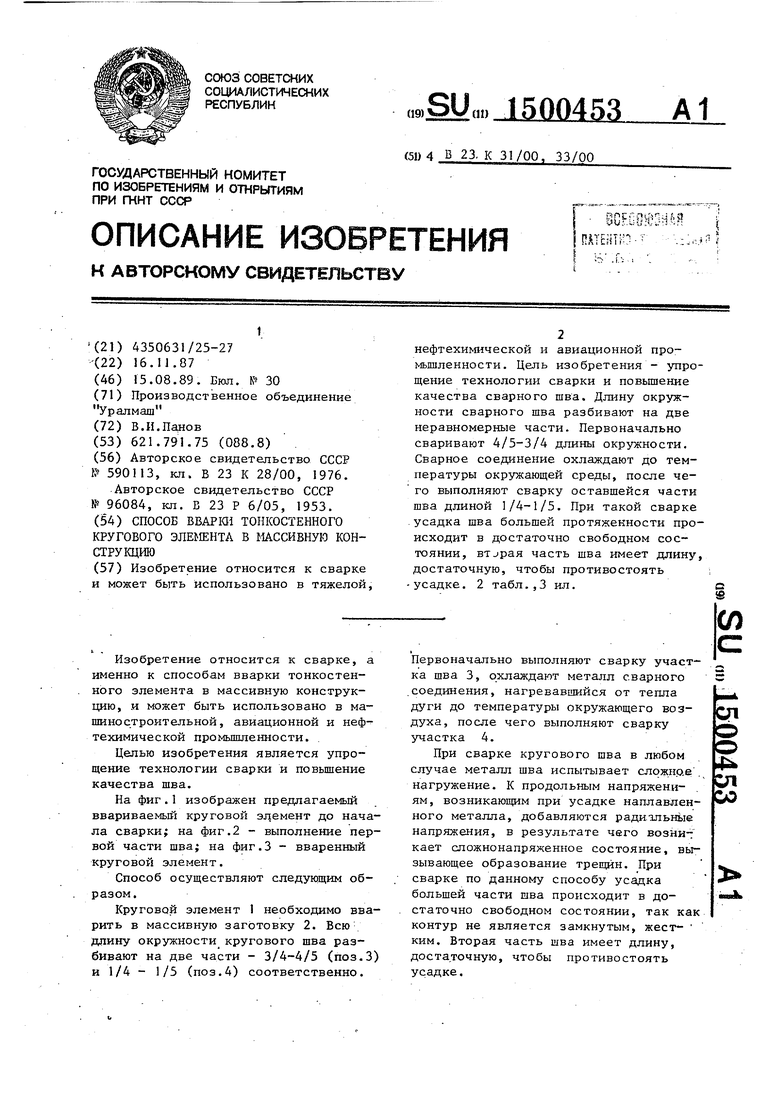
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1988 |
|
SU1698020A1 |
| Способ вварки элемента в конструкцию | 1980 |
|
SU925594A1 |
| Способ вварки кругового элемента в конструкцию | 1976 |
|
SU590113A1 |
| Способ ремонта толстостенных конструкций с трещиной | 1982 |
|
SU1077160A1 |
| Способ вварки кругового элемента в тонкостенную оболочку | 1980 |
|
SU1026994A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1143552A1 |
| СПОСОБ СНИЖЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ И | 1973 |
|
SU390887A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1204345A1 |
| Способ сварки круговых соединений в листовых конструкциях | 1985 |
|
SU1274886A1 |
| Образец для моделирования деформации сварных швов при пневмоформовке листовых заготовок | 1983 |
|
SU1123766A1 |
Изобретение относится к сварке и может быть использовано в тяжелой, нефтехимической и авиационной промышленности. Цель изобретения - упрощение технологии сварки и повышение качества сварного шва. Длину окружности сварного шва разбивают на две неравномерные части. Первоначально сваривают 4/5-3/4 длины окружности. Сварное соединение охлаждают до температуры окружающей среды, после чего выполняют сварку оставшейся части шва длиной 1/4-1/5. При такой сварке усадка шва большей протяженности происходит в достаточно свободном состоянии, вторая часть шва имеет длину, достаточную, чтобы противостоять усадке. 2 табл. 3 ил.
рерывная свар
рерывная свар
Сварка по периметру в Треатина одном направлении Соотношение длин окружности 1/2 и 1/2, обрат- ноступенчатый способ Трещина Соотношение длин 2/3 и 1/3, обратноступен- чатый способТрещины
Соотношение длин 3/4 и 1/4, обратноступен- чатый способТрещина
Т аблица 2
с промежу- Соотношение длины 1/2 охлаждением и /2Трещина
Соотношение длины 2/3 и 1/3Надрывы
Соотношение длины 3/4 и 1/4Нет трещин
Соотношение длины 4/5 и 1/5Нет трещин
Соотношение длины 5/6 и 1/6 Надрывы
Соотношение длины 6/7 и 1/7Трещины
Продолжение табл.2
JL
W
Фиг. 1
Фиг. 2
Фиг.З
| Способ вварки кругового элемента в конструкцию | 1976 |
|
SU590113A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ заварки отверстий, углублений и трещин в чугунных массивных отливках | 1953 |
|
SU96084A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
