Изобретение относится к способам присоединения преимущественно изолированных микропрозодов (диаметром менее 0,2 мм) к лепестковым выводам электротехнических катушек без предварительного удаления изоляции и може т быть использовано при изготовлении трансформаторов, реле и т .п.
Целью изобретения является повышение стабильности качества и надежности сварного соединения.
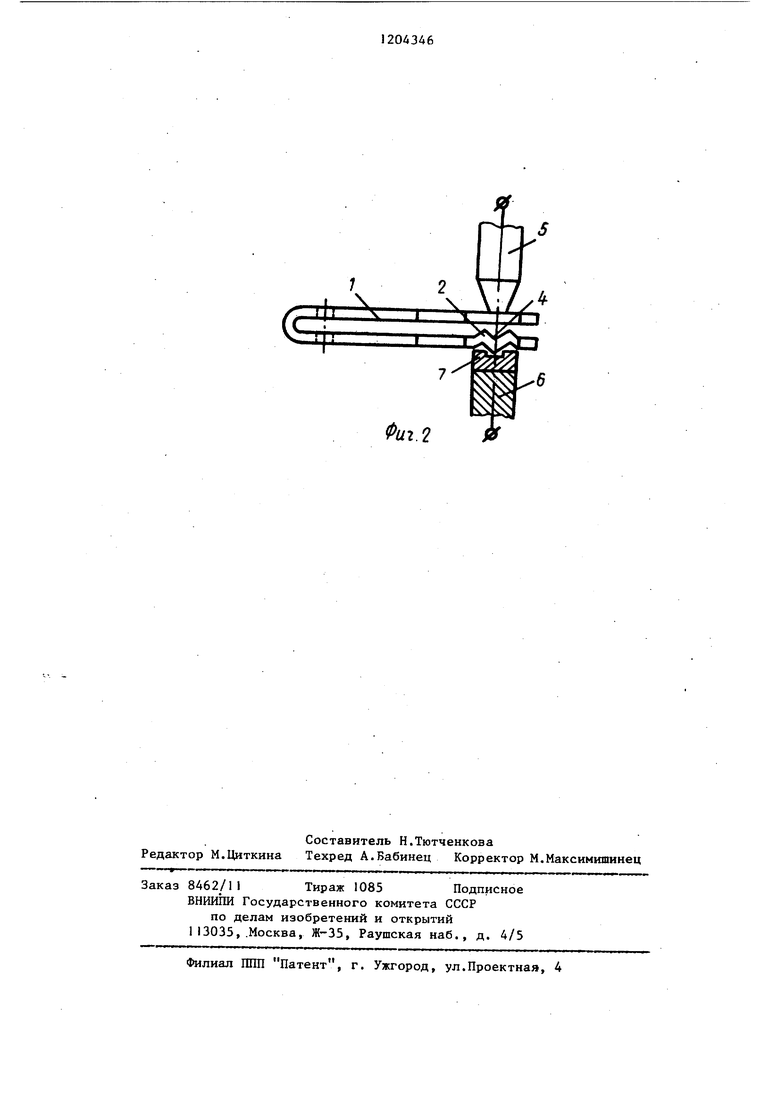
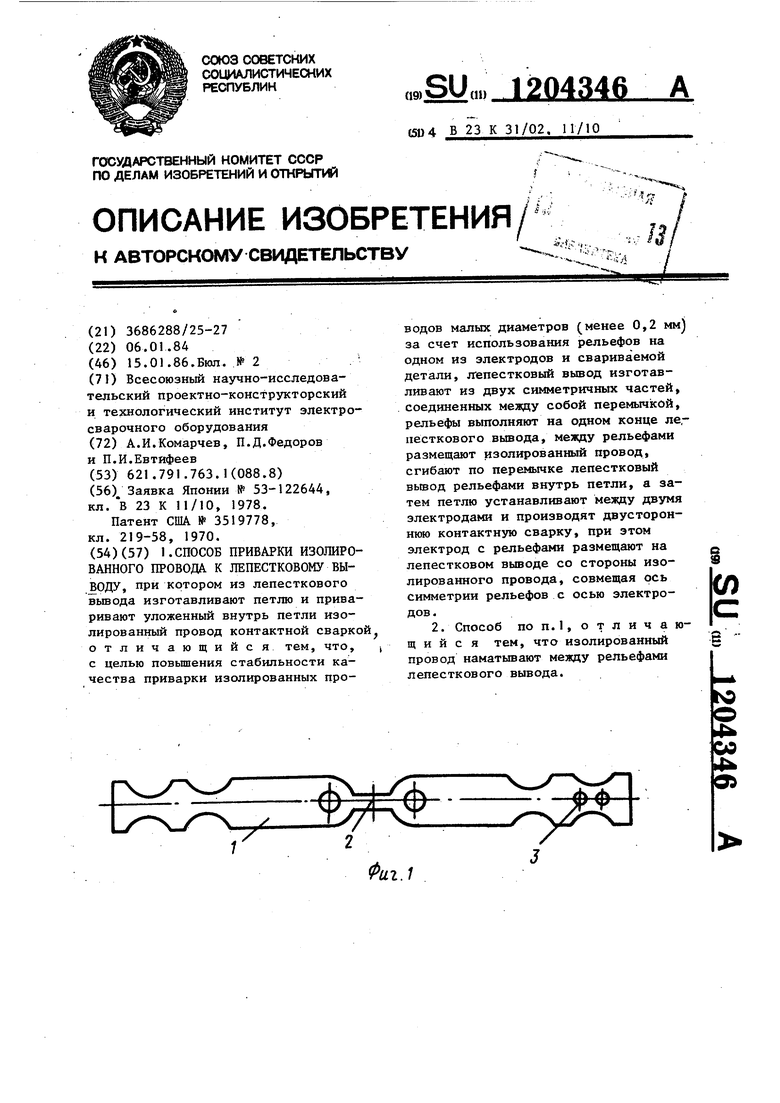
На фиг.1 представлен лепестковый вывод; на фиг.2 - схема способа сварки.
Способ осуществляют следующим образом.
Сначала изготавливают лепестковый вывод 1 в виде двух одинаковых симметричных половинок, соединенных между собой перемычкой 2, имеющей меньшее сечение, чем половинки лепесткового вывода. Затем на конце одной из половинок лепесткового вывода изготавливают рельефы 3, диаметр dp которых должен быть равен одному - трем толщинам (j половинки лепесткового вывода, а высота (1,5- 2,о)б при расстоянии t между основаниями рельефов, равном (, где dnp- диаметр привариваемого провода.
На конце лепесткового вывода 1 между рельефами 3 наматывают 2-3 витПЭТВ-2 0,04 2000 ПЭТВ-Р 0,12 2000
Использование способа позволяет производить приварку изолированных проводов диаметром менее 0,2 мм к лепестковым вьгоодам без предварительного удаления изоляции с проводов контактной сваркой. Способ обеспечивает хорошую повторяемость и воспроизводимость режимов сварки за счет формы и размеров петли, нали0Д3462
ка привариваемого изолированного провода 4. Затем лепестковый вывод 1 по перемычке 2 изгибают в петлю (складывают вдвое) остриями релье5 фов 3 внутрь петли, после чего петлю с намотанным проводом 4 размещают между встречно расположенными сварочными злектродами 5 и 6 контактной элект-росварочной машины. Петлю раз-
10 мещают между злектродами таким образом, чтобы осевая линия между рельефами, совпадала с осевой линией сварочных электродов 5 и 6, причем электрод 6, устанавливаемый на половинку
15 лепесткового вывода I, имеющую рельефы 3, изготавливают из тугоплавкого металла с рельефами 7, исключающими возможность контактирования и раздавливания намотанных проводов 4,
20 расположенных на наружной части лепесткового вывода. После этого выполняют контактную двухстороннюю сварку.
Способ сварки опробован на прово-
25 дах марок ПЭТВ-2 и ПЭТВ-Р. В качестве лепестковых вьшодов брали лепестки из латуни марки Л63 толщиной 0,26 мм, ишриной 3,5 мм. Диаметр рельефов 0,8 мм, высота 0,52 мм. Из30 готавливали два рельефа на расстоянии 1,2 мм один от другого. Удовлетворительное качество сварных соединений обеспечивалось режимами сварки, представленными в таблице.
5 5
0,5 0,6
г
чия рельефов, что повышает качество
сварного соединения.
Способ также позволяет уменьшить деформацию провода, что в сочетании с дополнительным его защемлением сваренными по рельефам двумя половинками лепесткового вывода повышает надежность сварного соединения.
Ч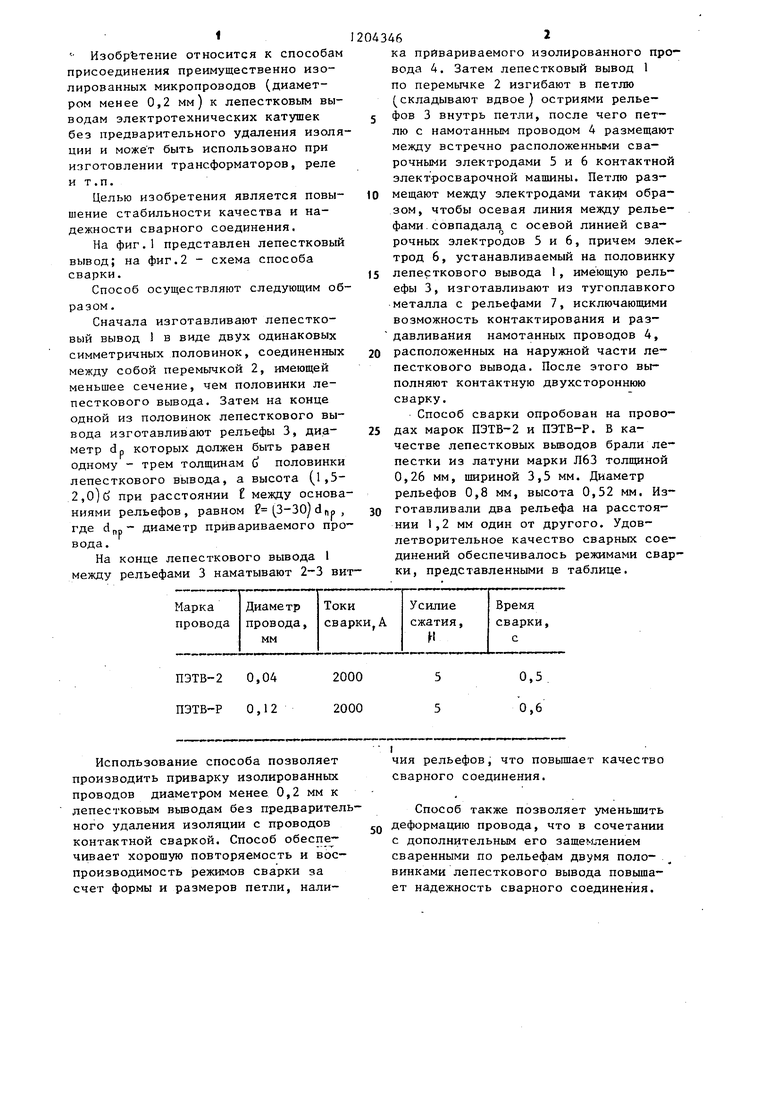
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной точечной электрической сварки провода | 1989 |
|
SU1706805A1 |
| Способ стыковки арматурных стержней при монтаже железобетонных изделий | 2022 |
|
RU2788667C1 |
| Способ групповой контактной точечной сварки | 1981 |
|
SU1030126A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1980 |
|
SU927444A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ СЛОЖНОКОМБИНИРОВАННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2449870C1 |
| Способ контроля износа электрода | 1988 |
|
SU1524975A1 |
| Способ изготовления токоподводящего наконечника | 1990 |
|
SU1828793A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПЛОСКОЙ ДЕТАЛИ ИЗ ЛИСТОВОГО МЕТАЛЛА С МЕТАЛЛИЧЕСКИМ СТЕРЖНЕМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2007 |
|
RU2362660C2 |
| Способ монтажа проволочных проводников к контактным площадкам полупроводниковых приборов | 2020 |
|
RU2751605C1 |
| Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной ленты | 2023 |
|
RU2820292C1 |
Фа
| , Заявка Японии № 53-122644, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент США № 3519778, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
