Изобретение относится к оборудованию для электродуговой сварки преимущественно алюминиевых сплавов плавящимся электродом в защитном газе, в частности, к наконечникам для сварочных горелок, предназначенным для передачи сварочного тока электродной проволоке, подаваемой специальным механизмом.
Целью изобретения является снижение расхода цветных металлов, трудоемкости его изготовления и повышение срока службы. Наконечник цилиндрической формы с рифлениями на одном конце для установки в сварочную горелку выполняют из двух
продольных половинок с канавками, образующими при их совмещении направляющий канал для электродной проволоки. Рифления выполняют в виде резьбы, а на сопрягаемых поверхностях обеих половинок наконечника выполняют соответствующие друг другу продольные выступ и впадину, образующие при совмещении половинок замок, препятствующий смещению частей наконечника при ввертывании в горелку и в процессе сварки по мере его износа.
Способ изготовления наконечников заключается в получении заготовки, придания
00
го со VJ ю со
ей нужной формы с канавкой внутри и наружной резьбой на одном конце, по которому согласно изобретению, в качестве материала для наконечника берут шихту из смеси порошков в составе: 9 - 10% графита, остальное-медь, заготовку получают в виде симметричных половинок путем прессования под давлением 0,2 ГПа и последующего спекания в атмосфере эндогаза при температуре 1050°С в течение часа, затем зато- товки деформируют в пресс-форме при давлении 0,6 - 0,7 ГПа с одновременным формованием осевого полуотверстия, резьбы на наружной поверхности и соответствующих друг другу выступа и впадины на сопрягаемых внутренних поверхностях.
Предлагаемый способ изготовления наконечников для сварочных горелок не требует дополнительной механической обработки наконечников и позволяет вы- полнять наконечники с узким направляющим каналом для электродной проволоки диаметром до 2 мм.
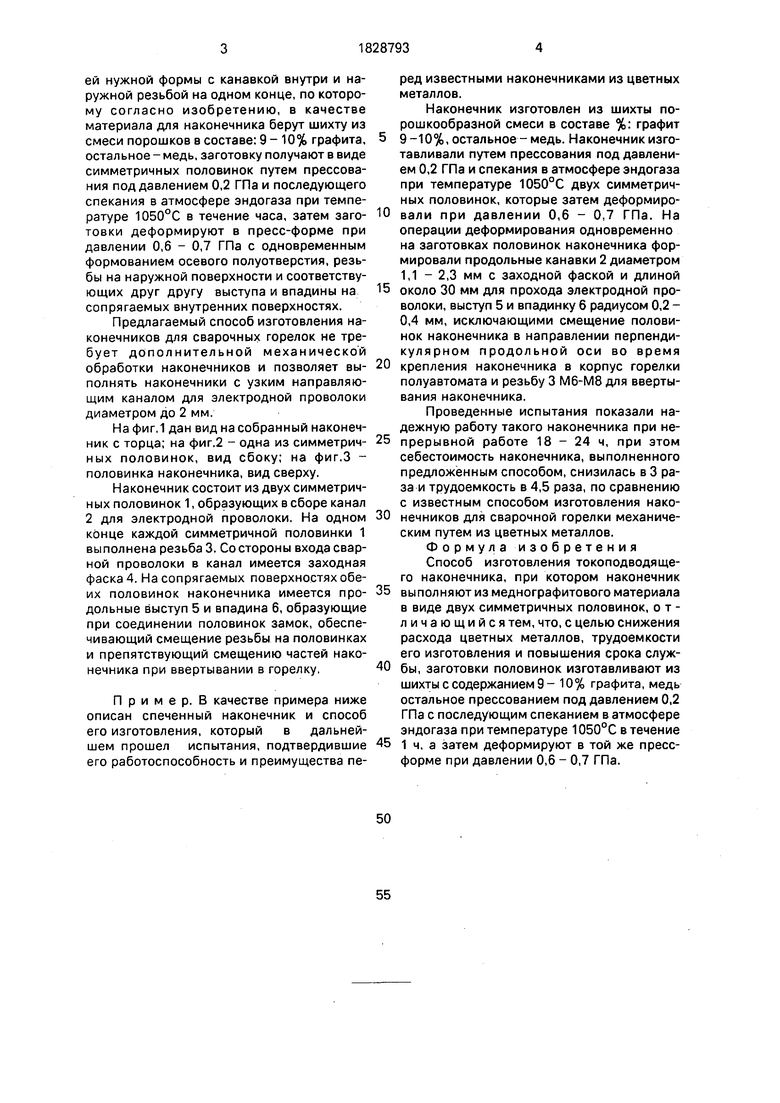
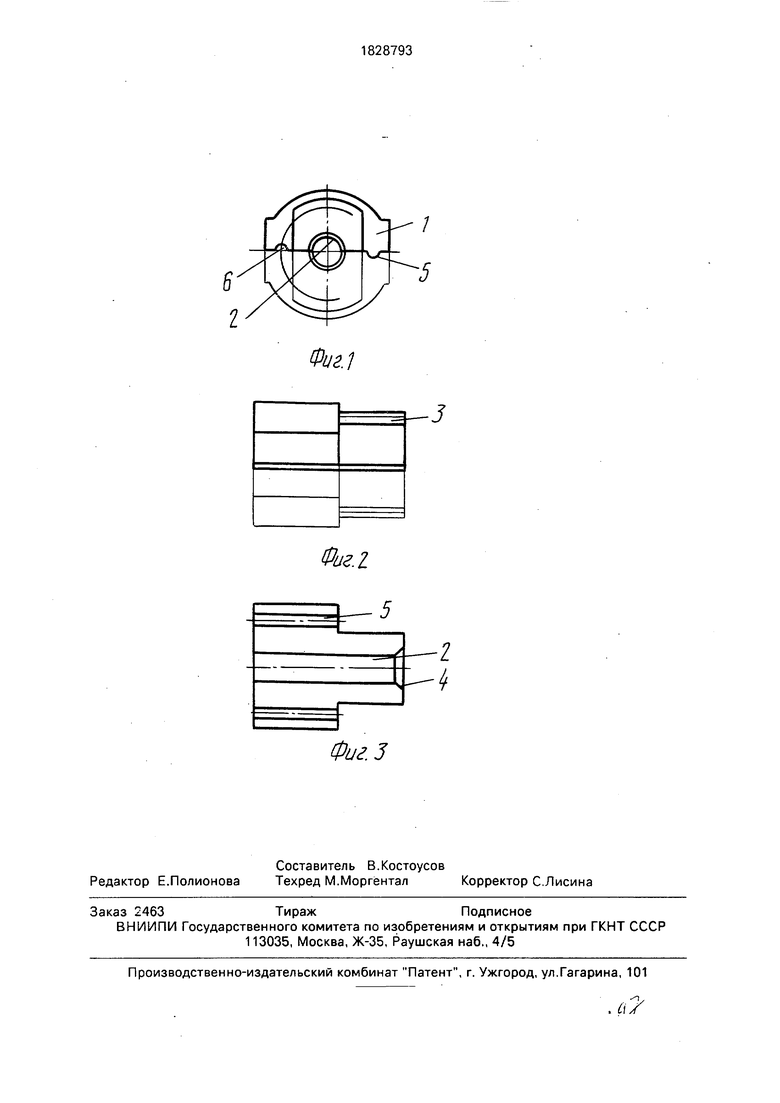
На фиг.1 дан вид на собранный наконечник с торца; на фиг.2 - одна из симметрич- ных половинок, вид сбоку; на фиг.З - половинка наконечника, вид сверху.
Наконечник состоит из двух симметричных половинок 1, образующих в сборе канал 2 для электродной проволоки. На одном конце каждой симметричной половинки 1 выполнена резьба 3. Со стороны входа сварной проволоки в канал имеется заходная фаска 4. На сопрягаемых поверхностях обеих половинок наконечника имеется про- дольные выступ 5 и впадина 6, образующие при соединении половинок замок, обеспечивающий смещение резьбы на половинках и препятствующий смещению частей нако
нечника при ввертывании в горелку.
П р и м е р. В качестве примера ниже описан спеченный наконечник и способ его изготовления, который в дальнейшем прошел испытания, подтвердившие его работоспособность и преимущества пе510 15
0
5
0 5
0
5
ред известными наконечниками из цветных металлов.
Наконечник изготовлен из шихты порошкообразной смеси в составе %: графит 9 -10%, остальное - медь. Наконечник изготавливали путем прессования под давлением 0,2 ГПа и спекания в атмосфере эндогаза при температуре 1050°С двух симметричных половинок, которые затем деформировали при давлении 0,6 - 0,7 ГПа. На операции деформирования одновременно на заготовках половинок наконечника формировали продольные канавки 2 диаметром 1,1 - 2,3 мм с заходной фаской и длиной около 30 мм для прохода электродной проволоки, выступ 5 и впадинку 6 радиусом 0,2 - 0,4 мм, исключающими смещение половинок наконечника в направлении перпенди- кулярном продольной оси во время крепления наконечника в корпус горелки полуавтомата и резьбу 3 М6-М8 для ввертывания наконечника.
Проведенные испытания показали надежную работу такого наконечника при непрерывной работе 18 - 24 ч, при этом себестоимость наконечника, выполненного предложенным способом, снизилась в 3 раза и трудоемкость в 4,5 раза, по сравнению с известным способом изготовления наконечников для сварочной горелки механическим путем из цветных металлов.
Формула изобретения
Способ изготовления токоподводяще- го наконечника, при котором наконечник выполняют из меднографитового материала в виде двух симметричных половинок, отличающийся тем, что, с целью снижения расхода цветных металлов, трудоемкости его изготовления и повышения срока службы, заготовки половинок изготавливают из шихты с содержанием 9 - 10% графита, медь остальное прессованием под давлением 0,2 ГПа с последующим спеканием в атмосфере эндогаза при температуре 1050°С в течение 1 ч, а затем деформируют в той же пресс- форме при давлении 0,6 - 0,7 ГПа.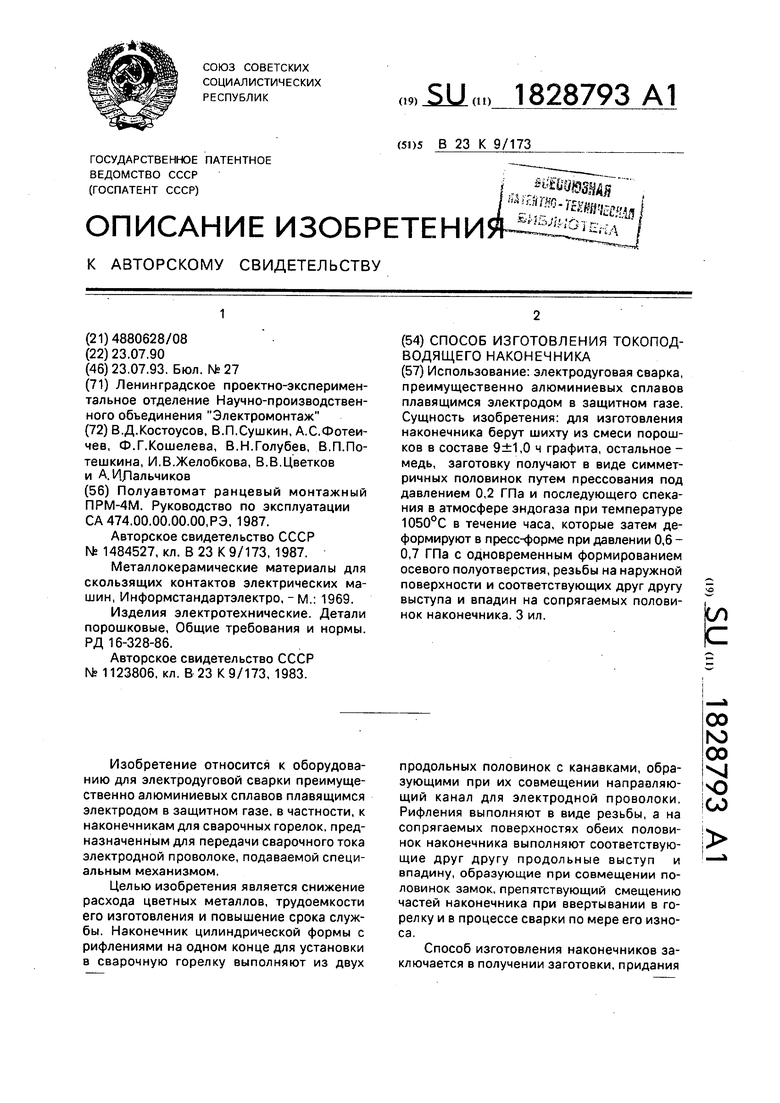
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Электрододержатель | 2018 |
|
RU2689459C1 |
| 8 В"мундштук к горелкам для сварки плавящимся электродкм" | 1987 |
|
SU1484527A1 |
| Способ получения составных изделий | 1989 |
|
SU1692738A1 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В УЗКУЮ РАЗДЕЛКУ | 2012 |
|
RU2521166C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ С НАКЛАДКАМИ ИЗ МЕТАЛЛОКЕРАМИКИ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2114719C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2100184C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037381C1 |
| Мундштук к сварочным головкам игОРЕлКАМ | 1978 |
|
SU795800A2 |
Использование: электродуговая сварка, преимущественно алюминиевых сплавов плавящимся электродом в защитном газе. Сущность изобретения: для изготовления наконечника берут шихту из смеси порошков в составе 9±1,0 ч графита, остальное - медь, заготовку получают в виде симметричных половинок путем прессования под давлением 0,2 ГПа и последующего спекания в атмосфере эндогаза при температуре 1050°С в течение часа, которые затем деформируют в пресс-форме при давлении 0,6 - 0,7 ГПа с одновременным формированием осевого полуотверстия, резьбы на наружной поверхности и соответствующих друг другу выступа и впадин на сопрягаемых половинок наконечника. 3 ил. Ё
Фиг.1
Фиг.1
Фиг.З
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Волномер | 1922 |
|
SU474A1 |
| 8 В"мундштук к горелкам для сварки плавящимся электродкм" | 1987 |
|
SU1484527A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Металлокерамические материалы для скользящих контактов электрических машин, Информстандартэлектро,-М.: 1969 | |||
| Изделия электротехнические | |||
| Детали порошковые, Общие требования и нормы | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
