Изобретение относится к упаковочной технике, в частности к устройствам для формирования и сварки полиэтиленовых мешков.
Цель изобретения - повышение прочности и герметичности сварного шва.
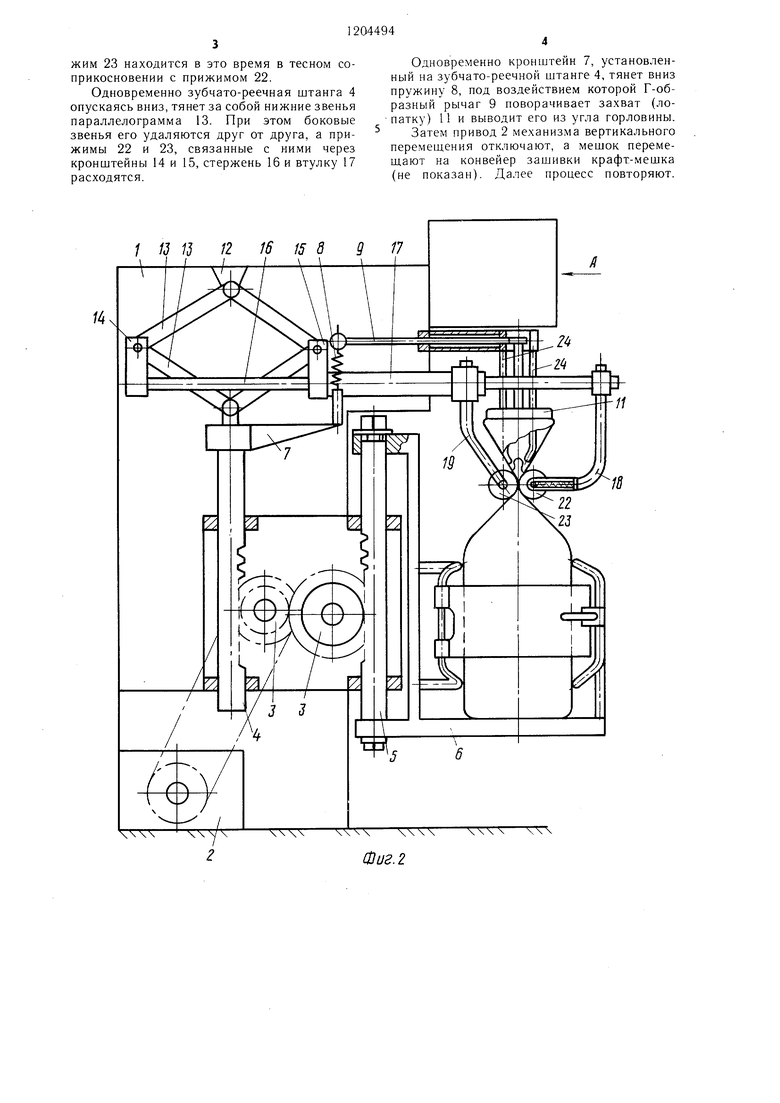
Ма фиг. 1 изображена кинематическая с.кема предлагаемого устройства для фор.мк- роиания н сварки горловины полиэтиленового MeiuKa; на фиг. 2 -- то же, внд сбоку; на фиг. 3 - вид А на фиг. 2.
Устройство содержит несун1,ую ра.му i, в основании которой размешен механиз.ч верти кал перемещения, включающий привод 2, связанный через ае1:едаточные нестерни 3 с зубчато-реечными штангами 4 и 5. Зубчато-реечная нгганга 5 тесно связана с опорной Г1лоп,адкой 6 для мегика, а на зубчато-реечной urraiH e 4 в верхней ее ч г.сти закре плен кронн тейн 7, который связа: через пружину 8 с Г-образным рычагом 9. Рычаг 9 установлен с возможностью noiiOpOTa во вту;1ке О, а его нижний конец жестко евязан е захвато.м 11 д;1я растягивания |-эрловины меп1ка.
В верхней части несущей рамы на опоре 12 1парнирно закрегикм четырехзвенный Г1а)аллелограмм 13. Нижняя нара его ззень- ев HiapHnpiio нодеоедипена к зубчато-ррсчной штанге 4, а на боковых звеньях его закрен- ле1Пз1 кронштейны 14 и 15. К.ронпггейн 14 жестко связан со стержнем 16, а кронн1тейн 15 --с консольной втулкой 17, (гричем стержень 16 подвижно закреп.чен в консо.. вту„ 1ке 17.
На KOHiie стержня 16 и втулки 17 установлены )нн1тейны 18 и 19 : .лятора- ми 20 и 21 нх уетаповки. На нижних концах кронни ейнов 18 и 19 закренлены прижимы 22 и 23, причем прижим 22 иоднружипен к Kpoii- П1тейну 8. На наружном конце ьтулки 10 параллельно прижимам 22 и 23 закренлс прижимной элемент 24, вынолнеппый с возможностью регулирования его установки.
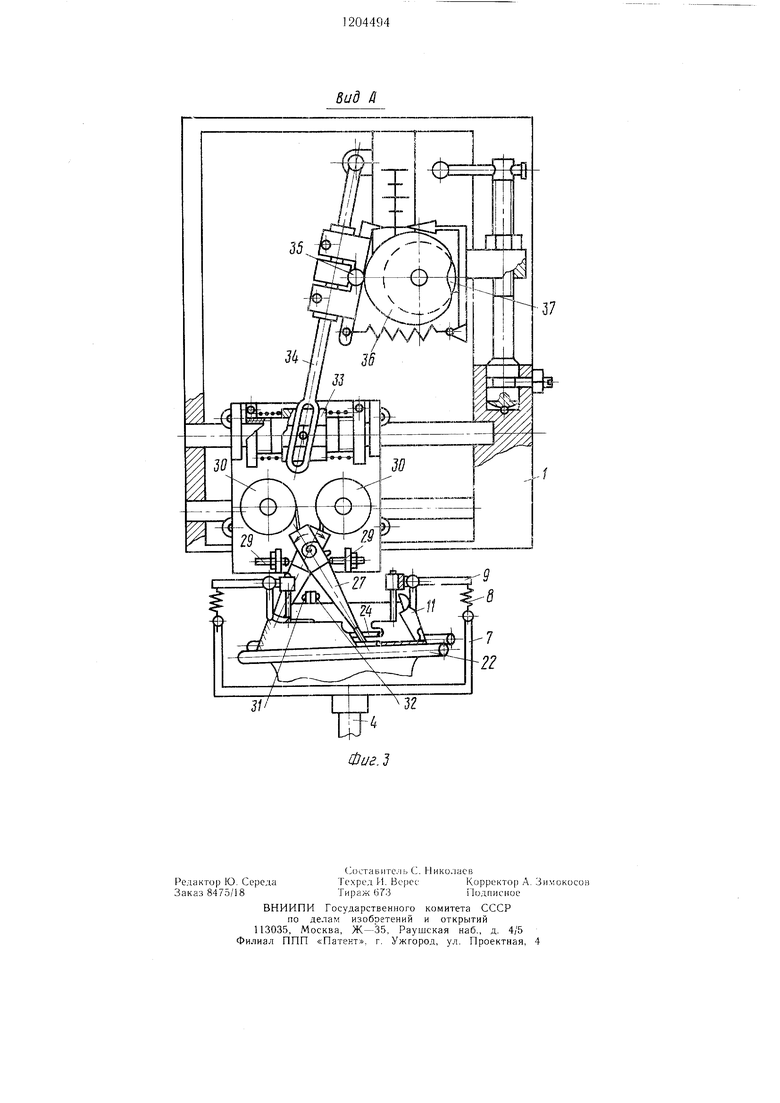
В верхней чаети несушей рамы 1 над прижимами 22 и 23 размешены кинематиче- еки связанные между собой онорная на)1ель 25 сварочного .механизма и механизм его горизонта;шного перемещения.
На опорной панели 25 установлены два экструдера 26 и 27, которые шарнирпо закренлены нод углом друг к другу и поднру- жинены нружиной 28 к упорам 29, )обин| | 30 для сварочного прутка, концевые переключатели 31 и 32, расноложеппые между .мунд- HJTyKaMH экетрудеров. и регулятор 33 величины предельного перемещения 0110)ной панели с экетрудерами. Механизм горизоп- тального перемегцеьшя состоит из ку.лисы 34 с роликом 35 и кулачка 36 с приводом 37.
Устройство работает следующим образом.
На опорной площадке 6 устапавливают мешок с загруженным продуктом и включают привод 2 .механизма вертикального нереме- имения, который перемешает в ноотивонолож- ных направлениях через передаточные щес
терни 3 зубчато-реечные штанги 4 и 5. При это.м зубчато-реечная штанга 5 поднимает вверх опорную площадку 6 с метком. Одновременно зубчато-реечная щтанга 4 давит через кронштейн 7 и пружияу 8 на Г-образ- ный рычаг 9 и на нижнюю пару звеньев че 1 ырехзвенного наралле;юграмма 13, при этом 9 поворачивается вместе с за- крен,:1ен1 ой на нем треугольной лопаткой 11 (захватом) и устанавливает ее нод углом к линии сварки, обеепечивая таким образом равномерный натяг стенок горловины .мешка. Одновременно кронштейны 14 и 15 удаляются друг от друга (за счет сближения боковых звеньев четырехзвенного параллелограмма 3), а прижимы 22 и 23 сближаются (за счет встречного движения стержня 16 и вту.чки 17), формируя таким обра:,0, :1инию сварки входит
Q
5 -
0
процесса срормирова- 1ривод 2 отк пючают
;1исле завершения НИИ горловины мешка, и жлючают привод 37 механизма горизон- )::10 Го пере.мен1, экетрудеров. Нри этом кулачок 36 воздействует через ролик 35 на кулису 34, котор.дя приводит в движение опорную нане;1Ь 25 с экстру;,ерами 26 и 27. Опорная панел ; начинает 1 еремен1аться влево до упора - ундштука экструдера 26 и vr;iOijbie стс1Ц и rop/iOOHHSi мешка. При этом, благодаря 2S, эксгрудер 26 г:.м(;Jpтизиpyeт и входит в контакт с концевым г.ереключателем 31. который автоматически включает в работу сварочный механизм. Одновременно онорная панель 25 с экетрудерами начинает движение вправо, вдоль :1инии сварки, а поступающий в это вре.мя из экструдеро-з расплав.ченный полиэтиленовый пруток нод давлением горячего воздуха непрерывно подается между еоединяе- мыми поверхностями, нагревает их до темпе- ратуэы сварки и, сплавляясь с ними, образует сварной шов. Опорная панель с экетрудерами перемен1ается вправо до тех пор, пока мупдштук экструдера 27 не унрется в угловые стенки горловины .мен1ка и не войдет в контакт (в результате амортизации) с концевым переключателем 32, по сигналу которого автоматичееки прекращается подача расплавленного прутка из экетрудеров li выключается привод 37 механизма горизонтального пере.мещения экетрудеров.
С целью предотвращения разрыва угловых стенок горловины мешка, ход панели с экетрудерами вдоль линии сварки ограничивают регулятором 33, По окончании процесса сварки включают привод 2 механизма вертикального неремещения, задав ему обратный ход. При этом зубчато-реечная щтанга 5 опускает вниз опорную., площадку 6 с .мешком, а прижимы 22 и 23 обкатывают сварной ншв, так как подпружиненный прижим 23 находится в это время в тесном соприкосновении с прижимом 22.
Одновременно зубчато-реечная штанга 4 опускаясь вниз, тянет за собой нижние звенья параллелограмма 13. При этом боковые звенья его удаляются друг от друга, а прижимы 22 и 23, связанные с ними через кронштейны 14 и 15, стержень 16 и втулку 17 расходятся.
Одновременно кронштейн 7, установленный на зубчато-реечной штанге 4, тянет вниз пружину 8, под воздействием которой Г-об- разный рычаг 9 поворачивает захват (лопатку) 11 и выводит его из угла горловины.
Затем привод 2 механизма вертикального перемеш.ения отключают, а мешок переме- ихают на конвейер зашивки крафт-мешка (не показан). Далее процесс повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки горловины полиэтиленовых мешков | 1988 |
|
SU1546345A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Устройство для запечатывания мешков | 1979 |
|
SU786874A3 |
| Устройство для запечатывания мешков из полимерных материалов | 1989 |
|
SU1708699A1 |
| Устройство для автоматической электродуговой сварки прямолинейных швов ограниченной длины | 1975 |
|
SU605708A1 |
| Устройство для сварки пакетов из термопластичной пленки | 1988 |
|
SU1525017A1 |
| Линия для изготовления сварных изделий | 1990 |
|
SU1761431A1 |
| Устройство для запечатывания пакетов из термосклеивающейся пленки | 1984 |
|
SU1191360A1 |
| Устройство для наполнения мешков из термопластичного материала сыпучим продуктом | 1989 |
|
SU1638063A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |

/ /J 13 /2 f6 15 8
17
/I
Фиг. 2
Вид Д
Фиг.
| Устройство для заполнения и запечатывания пакетов из термопластичного материала | 1980 |
|
SU878665A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для формования и сварки горловины мешка | 1975 |
|
SU519364A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
