Изобретение относится к упаковочной технике, в частности к устройствам для сварки горловины полиэтиленовых мешков, и может быть использова- но в различных областях народного хозяйства.
Цель изобретения - повышение прочности сварного шва и упрощение конст рукции.
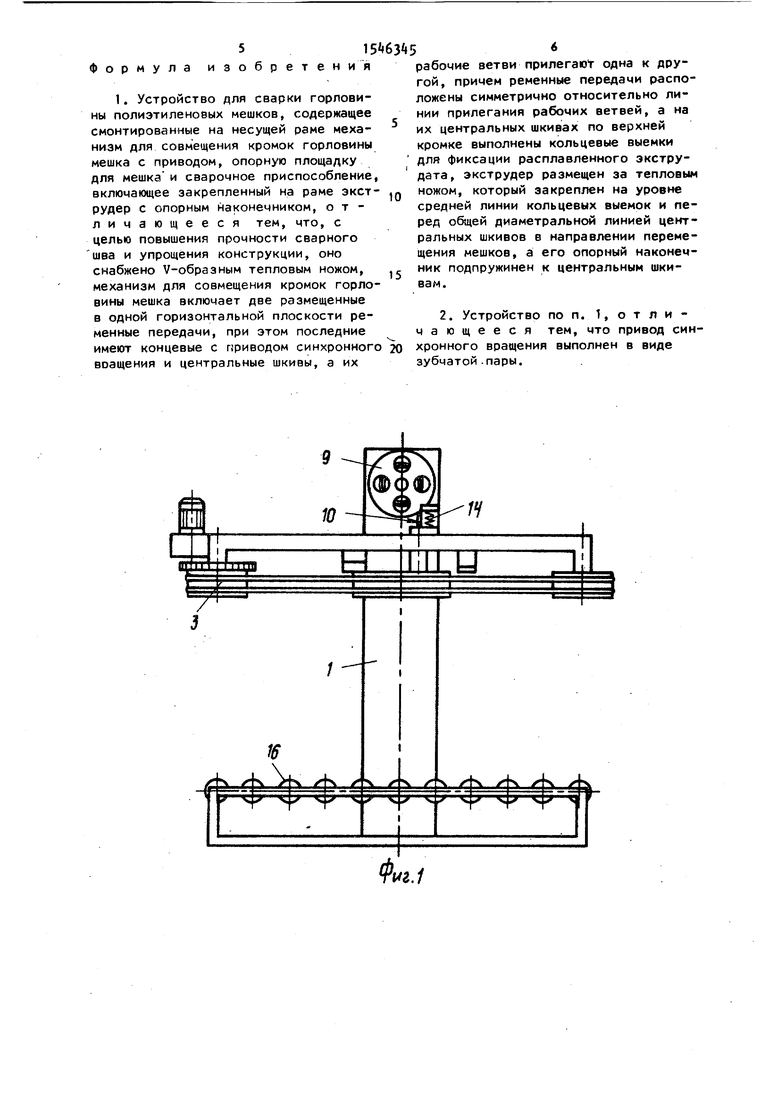
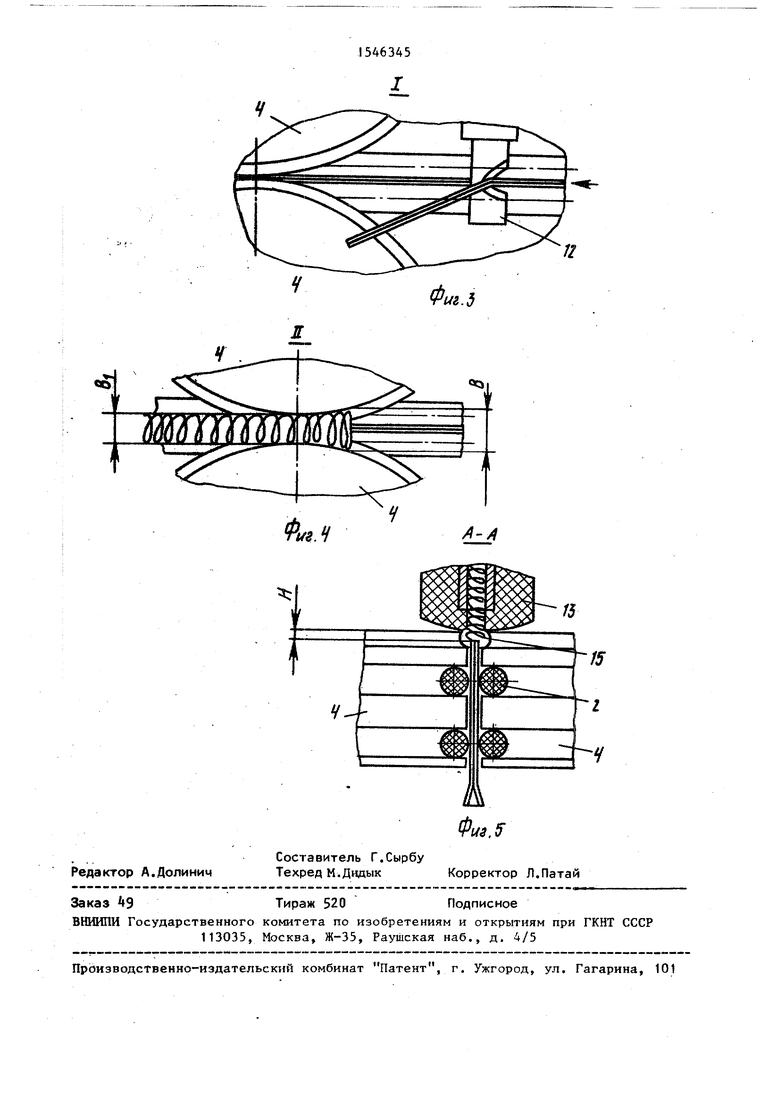
На фиг. 1 представлено устройство для сварки горловины полиэтиленового мешка, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 схема резки кромки мешка; на фиг. k - схема дополнительного обжатия шва; на фиг. 5 - схема формирования шва, разрез А-А на фиг. 2.
Устройство содержит несущую раму 1, смонтированный на ней механизм для совмещения кромок горловины мешка, включающий две размещенные в одной горизонтальной плоскости ременны передачи 2. Каждая передача имеет два концевых 3 и один центральный k шкивы, выполненные в виде дисков. Рабочие ветви 5 ременных передач 2 прилегают одна к другой, причем сами ременные передачи 2 расположены сим- метрично относительно линии прилегания рабочих ветвей 5.
На концевых шкивах 3 закреплен привод синхронного вращения, который выполнен в виде зубчатой пары 6, связанной с мотор-редуктором /.
На раме 1 закреплено сварочное приспособление, включающее экструдер 8, бобину-питатель 9 для сварочного прутка 10 и патрубок 11 для подачи охлаждающего воздуха. Перед экстру- дером 8 на раме установлен V-образ- ный тепловой нож 12.
Экструдер 8 подпружинен опорным наконечником 13 к центральным шки- вам b с помощью пружины и расположен перед общей диаметральной линией шкивов k.
Центральные шкивы k имеют на верхней кромке кольцевую выемку 15 Теп- ловой нож 12 закреплен на уровне средней линии кольцевой выемки 15. На раме 1 смонтирована опорная площадка 16 для мешка, выполненная в виде рольганга.
Устройство работает следующим об разом.
На опорную площадку 16 поступает мешок с загруженным продуктом, Рабо
с
- ю
15
20 е25 30 4Q
535
55
чие ветви 5 передач захватывают и перемещают мешок к тепловому ножу 12, где происходит подрезка захваченных кромок мешка до требуемой высоты Н с одновременным их оплавлением, что обеспечивает заданное положение подготавливаемой кромки в зоне сварки.
Затем мешок перемещается в зону сварки под прямоточный экструдер 8, из которого непрерывно подается расплавленный экструдат.
Экструдат попадает в объем, образованный кольцевой выемкой 15 центральных шкивов , экструдером 8 и кромками мешка. При дальнейшем перемещении мешка создается дополнительное давление обжатия сварного шва центральными шкивами k. При этом ширина шкива В после обжатия уменьшается до В, (см. фиг. fi). Через патрубок 11 подается воздух для охлаждения шкивов t и сварного шва. Далее процесс повторяется.
Устройство может работать в непрерывном режиме и режиме сварки одиночных мешков, для чего на опорной площадке 16 установлены выключатели (не указаны).
Для повышения удерживающей способности в ременной передаче 2 могут быть поставлены дополнительные приводные ремни в несколько рядов.
Выполнение механизма для совмещения кромок горловины мешка в виде двух ременных передач с прилегающими рабочими ветвями значительно упрощает конструкцию устройства, исключая сложные кинематические связи для перемещения экструдера. Вместе с тем вышеуказанный механизм является одновременно механизмом горизонтального перемещения - лентопротяжным.
Закрепление экструдера на раме в плоскости шва- позволяет избежать многократного наслоения экструдата за счет равномерного и прямолинейного движения мешка под стационарно установленный экструдер.
Наличие кольцевой выемки на верхней кромке центральных шкивов позволяет фиксировать расплавленный экструдат и создавать первичное обжатие сварного шва.
Размещение экструдера перед общей диаметральной линией центральных шкивов позволяет при дальнейшем перемещении мешка создать дополнительное обжатие сварного шва шкивами.
Формула изобретения
1. Устройство для сварки горловины полиэтиленовых мешков, содержащее смонтированные на несущей раме механизм для совмещения кромок горловины мешка с приводом, опорную площадку для мешка и сварочное приспособление, включающее закрепленный на раме экст- рудер с опорным наконечником, отличающееся тем, что, с целью повышения прочности сварного шва и упрощения конструкции, оно снабжено V-образным тепловым ножом, механизм для совмещения кромок горловины мешка включает две размещенные в одной горизонтальной плоскости ременные передачи, при этом последние имеют концевые с приводом синхронного воащения и центральные шкивы, а их
д 1520
рабочие ветви прилегают одна к другой, причем ременные передачи расположены симметрично относительно линии прилегания рабочих ветвей, а на их центральных шкивах по верхней кромке выполнены кольцевые выемки для фиксации расплавленного экстру- дата, экструдер размещен за тепловым ножом, который закреплен на уровне средней линии кольцевых выемок и перед общей диаметральной линией центральных шкивов в направлении перемещения мешков, а его опорный наконечник подпружинен к центральным шкивам.
2. Устройство по п. 1, о т л и - чающееся тем, что привод синхронного вращения выполнен в виде зубчатой пары.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1697370A1 |
| Способ автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки | 1989 |
|
SU1792877A1 |
| МАШИНА ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ | 1969 |
|
SU244598A1 |
| Машина для производства мешков с боковыми складками из полимерного пленочного материала | 1986 |
|
SU1412996A1 |
| Устройство для формирования и сварки горловины полиэтиленового мешка | 1984 |
|
SU1204494A1 |
| Устройство для запечатывания мешков из термосклеивающегося материала | 1974 |
|
SU500123A1 |
| Устройство для упаковки сыпучих продуктов в пленку | 1977 |
|
SU738958A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
| Устройство для запечатывания мешков из полимерных материалов | 1986 |
|
SU1402496A1 |
| Устройство для изготовления, наполнения и закрывания мешков | 1991 |
|
SU1838194A3 |
Изобретение относится к упаковочной технике, в частности к устройствам для сварки горловины полиэтиленовых мешков. Цель изобретения - повышение прочности сварного шва и упрощение конструкции. Устройство содержит две размещенные в одной горизонтальной плоскости ременные передачи 2 с прилегающими рабочими ветвями 5. Центральные шкивы 4 ременных передач 2 на верхней кромке имеют кольцевую выемку. Экструдер 8 размещен перед общей диаметральной линией центральных шкивов 4 и подпружинен опорным наконечником к их поверхности. Тепловой нож 12 установлен перед экструдером 8 и закреплен на уровне средней линии кольцевой выемки. Ременные передачи 2 оснащены приводом синхронного вращения, который выполнен в виде зубчатой пары 6, связанной с мотор-редуктором 7. 1 з в виде зубчатой п.п.ф-лы, 5 ил.
| Авторское свидетельство СССР (Г ПО ЙЭ , кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| ( УСТРОЙСТВО ДЛЯ СВАРКИ ПОЛИЭТИЛЕНОВЫХ МЕШКОВ ГОРЛОВИНЫ | |||
