подачу материала нового В1ща с момента начала перехода на время,равное разности минимального значения интервала для концов незагруженных участков и времени перемещения по этому ответвлению до места приема груза, а на остальных конвейерах ответвлений, не перемещавших ранее материал, подачу материала нового вида начинают через интервал времени от момента начала перехода, равный разности максимального значения интервала для начала незагруженных участков и времени перемещения до места приема груза, и продолжают подавать этот материал за время, равное разности минимального значе1
Изобретение относится к управлению конвейерным транспортом сыпучих материалов в угольной, горнорудной и других отраслях промышленности, когда по одной сборной линии пере- мещают материалы различного вида, сменяющие один другой. Способ используется в случаях перебоя в поступлении материала одного вида.
Известны способы управления се- лективным конвейерным транспортом штучных грузов, согласно которым транспортируют различные детали, следующие одна за другой. Для этого каждую деталь в определенном месте трассы автоматически распознают (йапример, по габаритам) и с помощью управляющего устройства адресуют по требуемому маршруту lj .
Недостатком способа является слож ность его реализации для сыпучих материалов.
Известен способ управления единой системой конвейеров и бункеров, согласно которому транспортируют уголь различных шахтомарок от двух вагоно- опрокидывателей к линиям дозировочно аккумулирующих бункеров. От каждого вагоноопрокидывателя материал поступает сначала на отдельною .цепочку конвейеров, а затем на общие конвейеры, и затем на распределительные надбункерные конвейеры, так что yi OJi от любого опрокидывателя может быть подан в любую бункерную ячейку,
204512
ник интервала для концов незагруженных участков и максимального значения интервала для начала этих участков, причем в месте приема гру- ;за начинают принимать ма териал нового вида через интервал времени от момента начала перехода, равный максимальному значению интервала для начала незагруженных участков, и завершают через интервал времени, равный разности минимального значения интервала для концов незагруженных участков и максимального интерв ала для их начала, после чего снова падают материал первого вида на те конвейеры ответвлений, на которые подача его была ранее прекращена.
Во избежание смеш вания угля различных шахтомарок на общих конвейе- jsax подачу угля шахтомарки Б на загрузку определенных бункерных ячее начинают только после отключения подачи угля предыдущей шахтомарки А и прохода его по всей конвейерной системе.
Недостатком способа являются потери времени производительной работы
Наиболее близким к предлагаемому по технической сущности является способ управления системой конвейеров при селективном транспортировании сьшучих материалов различного вида, основанный на контроле за поступлением материала каждого вида на конвейеры ответвлений 3j .
Этот способ заключается в том, что при непредвиденных перерывах в поступлении материала А, когда желательно перейти к транспортированию материала Б, отключают конвейеры ответвлений материала А и запускают конвейеры ответвлений материала Б, подавая на них этот материал, разгрузочный механизм сборной линии переключают на приемное устройство материала Б.
В конкретном случае по единой конвейерной линии производят транспортирование угля А из очистных забоев и породы Б из подготовительных забоев. В конце ответвления конвейеров С устанош1ен скребковый кон3
вейерный бункер. В течение смены конвейеры ответвлений А подают угол на магистральные конвейеры, а конвейеры ответвлений Б подают породу к конвейерному бункеру, в котором она накапливается. Когда при транспортировании материала А прекращается его поступление на сборную линию по какой-либо причине (авария илн подготовительный перерыв в работе очистных забоев), подачу материала отключают, весь материал А, находящийся на конвейерах ,скачивают и только после этого запускают конвейры ответвлений материала Б.
При таком способе управления в переходном режиме между задним фронтом одного материала и передним фронтом другого ко.нвейеры не загружены, что связано с потерей произ- водительности транспортирования, а также излишним расходом энергии.
Целью изобретения является повышение пропускнойспособности конвейерной системы,
Поставленная цель достигается тем, что согласно способу управления системой конвейеров при селективном транспортировании сыпучих мариалов различного вида, основанном на контроле за поступлением материала казкдого вида на конвейеры ответвлений измеряют время, требуемое для перемещения каждого вида материала от места поступления на конвейеры ответвлений до места приема груз при работе в режиме транспортирования одного материала определяют наличие этого материала в соответ- ствуюищх местах поступлений, с первого момента отсутствия материала в каком-то месте поступления определяют интервалы времени до момента отсутствия и повторного появления этого материала на всех местах поступлений, при этом в момент от- сутствия материала на последнем во времени конвейере ответвления определяют для каждого конвейера ответвления интервал времени, потреный для перемещения начала и конца каждого незагруженного участка до места приема груза, сравнивают эти интервалы времени между собой и выделяют максимальное значение интервала времени для начала незагружен- ных участков и минимальное значение для концов этих участков, далее ччавнивают интервалы для концов
j 0 5
0
5
. 5
0
124
незагруженных участков каждого кол-, вейера ответвления с максимальным значеш1ем интервала времени для начала незагруженных участков и, если интервал для концов незагруженного участка конвейера данного ответвления больше максимального интервала для начала участков, производят переход к подаче материала нового вида, ранее не перемещающегося, на тех конвейерах ответвлений, для которых минимальное значение интервала для концов незагруженных участков превышает потребное вре1-1я перемещения материала до места приема груза, а на тех конвейерах ответвлений, на которых транспортировался материал раньше, но конец незагруженного участка не бьш зафиксирован, подачу прежнего материала прекращг , на конвейерах ответвлений, не перемещавших ранее материал, для которых потребное время перемещения до места приема груза больше максимального значения интервала для начала незагруженных участков, производят подачу материала нового вида с момента начала перехода на время, равное разности минимального значения интервала для концов незагруженных участков и времени перемещения по этому ответвлению до места приема груза, а на остальных конвейерах ответвлений, не перемещавших ранее материал, подачу материала нового вида начинают через интервал времени от момента начала перехода, равный разности максимального значения интервала для начала незагруженных участков и времени, перемещения до места приема груза, и продолжают подавать этот материл за время, равное разности минимального значения интервала для концов незагруженных участков и максимального значения интервала для начала этих участков, причем в месте приема груза начинают принимать материал нового вида через интервал времени от момента начала перехода, равный максимальному значению интервала для начала незагруженных участков, и завершают через интервал времени, равный разности минимального значения интервала для концов незагруженных участков и максимального интервала для их начала, после чего снова подают материал первого вида на те конвейеры ответвлений, на которые подачу его была ранее
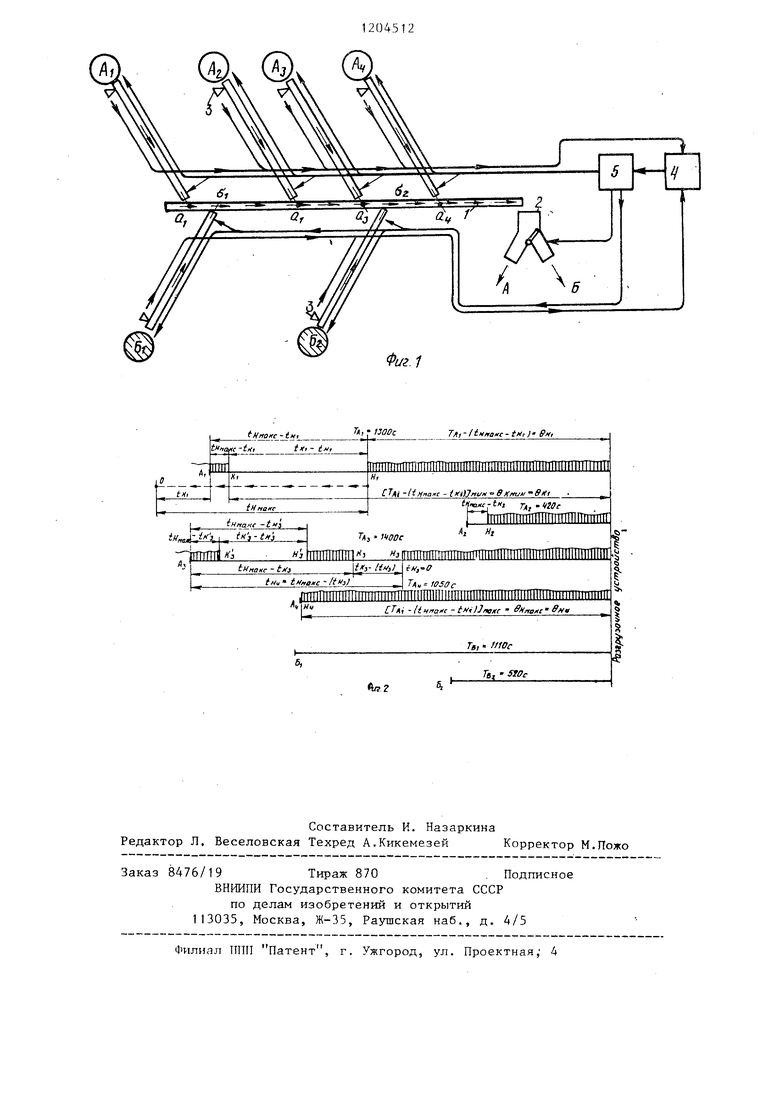
На фиг. 1 представлена схема конвейерной системы; на фиг. 2 - схема загрузки конвейера при перерывах в поступлении материала.
На одном крыле крупной конвейери- зированной шахты имеются очистные забои А(- Л 5 добываю1дие уголь, и подготовительные забои Б,, извлекаюш;ие породу. По ответвле-- киям от соответствующих забоев кон- вейеры с постоянной скоростью транспортируют угопь или породу. По сборной магистральной конвейерной линии 1 материалы поступают к разгрузочному механизму 2, переключающему поток с приемного устройства материала А на приемное устройс;тзо материала Б или наоборот. Для управления конвейерной системой предусмотрены в начале ка)к,п,ого ответвления весо- измерительные элементы 3 и в пункте оператора - вычислительное устройство 4 и блок 5 управления.
Для установления временных режимов работы конвейерной системы суще- ственны следующие параметры: скорост конвейеров на ответвлениях 2,0 м/с,, скорость конвейеров сборной линии 2,5 м/с, длины ответвлений А.- ЮООм А2 200 м, А,- 2400 м, Ад- 1940 м, .Б, - 700 м, S.j - 800 м, длины участков сборной линии до разг р: зочного механизма 2 от сопряжений а - 2000м aj - 800 м, а, - 500 м, а4 - 200 м, б, - 1900 м, бг - 300 м,
Сущность предлагаемого способа управления системой конвейе;ров состоит в том, что при непредвиденном прекращении поступления материала А задают такой режим последовательного автоматического включения и отключения соответствуюисих конвейеров и питателей, при котором материал Б сменяет материал А с оставлением на сборном конвейере лишь необходимого участка незагруженной лентьц предупреждающего смешивание материалов
Фиг. 2 иллюстрирует рассматриваемый случай, когда транспортировавшийся материал А непредвиденно перестает поступать на соответствующие ответвления ввиду вспомогательных работ в забоях или производственных неполадок. На каждой гЗризонтальной линии схематически изображена трасса движения материала по ответвлениш А,, Ajj А- и А, Bj, и далее по магистральной линии,, причем и послед
.астки каждой трассы, хотя они
НИ;
фак:тически сходятся на сборной линии, на данной схеме условно изображены раздельными. Длина каждой трассы на рисунке пропорциональна продолжительности перемещения материала до разгрузочного устройства 2 (вертикальная линия справа). По каждой трассе отмечено конкретное значение общей продолжительности перемещения материала Тд; и Т,. .
Для определенного момента времени, когда по конвейерной системе транспортируют материал А, показана диагра1Ф1а загрузки каждой трассы этим материалом. В данном примере п разлнчньм причинам на ответвлениях бьши перерывы в поступлении мате- риала, т.е. имела место нулевая нагрузка на ленту. На ответвлении А и А после некоторого перерыва материал снова стал поступать. Начало и конец пезагруженного участка обозна .чены точками Н и К .
Представленные диаграммы соответ ствуЮ Т моменту, когда на последнем из ответвлений материала А зафиксирована нулевая нагрузка: по ответвлении А с началом трассы совпада- ВТ точка Н, т.е. из--1енно здесь только что зафиксировано начало незагруженного участка. На других трассах точки Н уже отдалены от забоев т.е. уже прошло некоторое время с момента появления незагруженного участка. Следовательно, интервал когда зафиксировано начало последнего такого участка, является максимальным интервалом из всех
значений t
н; 5
или tu -t.
5
0
5
Сдвинем условно каждую диаграмму относительно соответствующей трассы назад по времени на интервал, который измеряется отрезком Н, А;, что возвращает диаграмму к моменту, когда на этом ответвлении обнаружена кулевая нагрузка. Из сопоставления диаграмм видно, что в данном случае является наибольшим из таких отрезков, значит на ответвлении А, незагруженный зл1асток ленты был зафиксирован раньше всего - в .момент начала отсчета. В соответствии с принятыми обозначениями tu 0.
Вьше, оыло указано, что диаграмма
Соответствует моменту, отстоящему от начала отсчета на , т.е.
начало незагруженного участка Hj отстоит от А- по времени на t,,
Проследим за характерными участками диаграммы на примере; ответвления А,. От начала незагруженного участка Н, отложим отрезок, соответствующий интервалу времени t т.е. условно вернем начало незагруженного участка к моменту начала отсчета (показано пунктирной линией ОН), Но фактически начало этого участка было зафиксировано только п прохождении точки А,, т.е. отрезок OAj соответствует интервалу t. Следовательно, начало незагруженного участка Н, к данному моменту переместилось от начала ответвления за интервал времени , а требуется ему для перемещения до разгрузочного механизма интервал 0H,TA,-(tH«,, -tw, ) Такое же рассуждение относится к точке К, конца незагруженного участка ответвления А. : она отстоит от начала ответвления на интервал времени t а до разгрузочного механизма требуется интервал н; ТА,-(tH -t ). Аналогично размечены отрезки на других диаграммах, в частности на ответвлении AJ.
Из сопоставления диаграммы видно что в данный момент в конвейерной системе оказался такой участок, ко- торьй на магистральной линии будет свободным от материала А; этот участок расположен между точками KJ и Н, тогда как остальные участки перекрываются материалом А с какого нибудь из ответвлений.
Таким образом, данньй способ может использоваться только при определенных условиях: незагруженные участки должны быть зафиксированы на всех ответвлениях материала А; должно соблюдаться неравенство бк; противном случае, как например очевидно из рассмотрения первого незагруженного участка на ответвлении А, незагруженный участок, расположенньй ближе токи Н от конца линии, целиком перекрывается материалом с другого ответвления (АХ). Для выполнения данного условия участок не следуе учитывать в операциях перехода к транспортированию материал Б. Отметим, что если для соблюдения этого условия пропустить (не учитывать
2045128
участок ), то условны участок К,Н, подходящий для приема материала Б, характеризуется экстремальными значениями требуемой продолжи- с тельности перемещения материала от точек К и Hi до разгрузочного механизма: е и 9н,«о.«
Кроме того, должно соблюдаться неравенство 9 кмнй - Б; противном
0 случае, если бы, например, ответвление Б на диаграмме начиналось левее точки К, то материал Б, поданный на это ответвление в данный момент, поступал бы на участок магист)5 ральной линии, которьм уже загружен материалом А с участка-К А, .
На ответвлениях материала А, ;на которых еще не был зафиксирован
2 конец незагруженного участка, необходимо в момент перехода прекратить подачу материала А. Б противном случае (например, вскоре после момента перехода) на ответвление А будет
25 снова поступать материал А, которьй заполнит выявленньй свободный участок , так что материал Б нельзя будет подать на конвейерную систему. Диаграммы показывают также, что
,,. временной режим подачи материала Б на ответвления Б( и Б следует задавать различным образом. Для ответвления Б,, где 9 -с., уже в данньй момент сразу можно подавать материал Б, а отключать подачу этого материала следует, когда точка К, поравняется с точкой Б(, т.е. материал должен подаваться за время -Т, .
35
Для ответвления Б, где 9 Т , следует включать подачу материала Б, когда точка Н поравняется с точкой Б, т.е. через интервал после начала перехода l 9
а отключать этот конвейер нужно
через промежуток времени z S -бнмокс касается операции направления потока на приемное устройство материала Б, то по аналогичным основаниям разгрузочньй механизм следует переключать через интервал от момента начала перехода I бц и держать в этом положении в течение времени Z , равного продолжигельности Z прохождения участка, свободного от материала А
I ( Z Z
If Л(1К И MCSKC 91
Изложенньй анализ служит основанием для установления временного pejjfeKMa перек;почения всех механизмов при реализации предлагаемого способа
В соответствии с данным способом при отладке системь управления измеряют с .помощью хронометров интервалы времени Тд, , Т, , Тд, и Тд. , за которые материал перемещается от каждого места поступления на ответ- вленне до места переключения потока ,на соответствз тощее приемное устройство. Значения Т вводят в вь числитель ное устройство 4,
В транспортирования мате- риала А с ПОМОЩЬЕО конвейерных весов (фиг. 1) или других известных устройств непрерывно определяют наличие материала на ленте конвейера в начале каждого ответвления. Автоматичес- ки фиксируют момент первого появления участка нулевой нагрузки на каком-нибудь ответвлении и от этох о момента отсчитывают время с помощью счетчиков о Если на этом же ответвле- НИИ снова зафиксирована нагЬузка и произошло это до появления неэагру- /кенного участка на каком-нибудь другом ответвленииS то отсчет времени прекращают и показания сбрасывают, возобновляют отсчет от нового начального момента, когда зафиксируют нулевую нагрузку на любом ответвлении. При появлении нулевой нагрузки на другом ответвлении автоматически измеряют от начала отсчета интервалы времени t и t|, до появления начал и конца незагруженного участка соответственно.
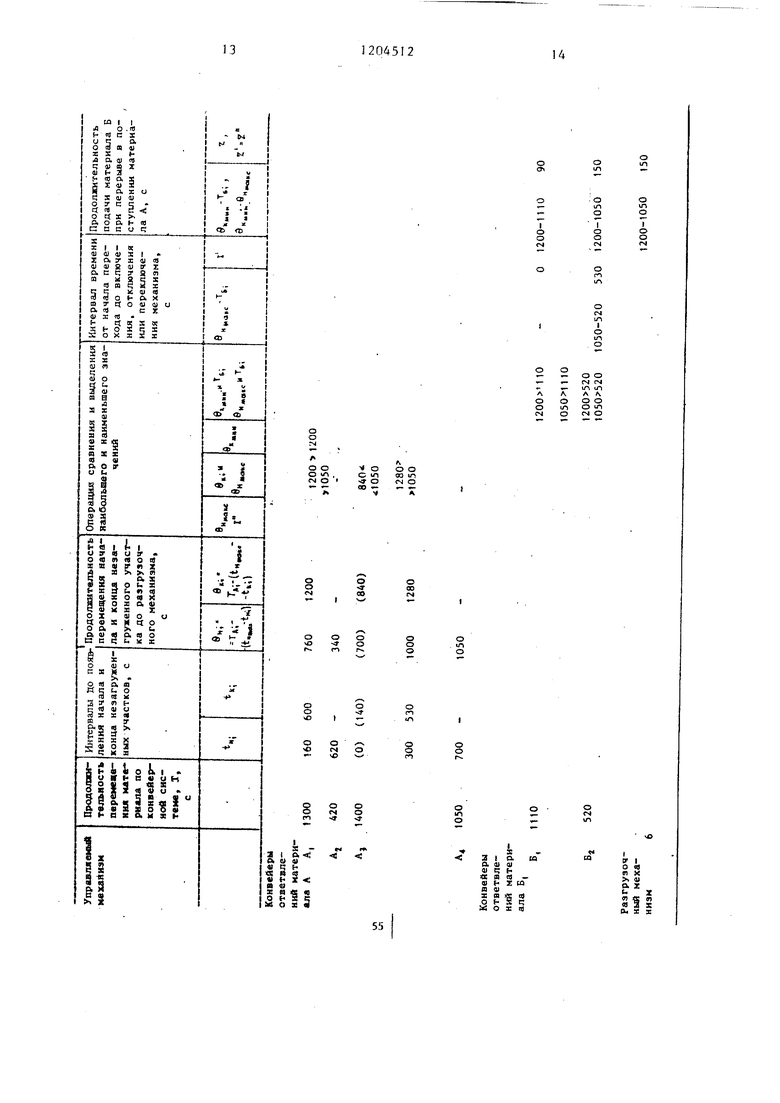
Для данного примера необходимые
временные параметры отражены в таблице (для ответвления А, на котором за время отсчета незагруженные участки появлялись дважды, приведены данные для обоих этих участков В таблице указаны исходные параметры и результаты измерения t. и . Эти значения по мере их выявления вводят в вычислительное устройство 4 и запоминают.
В соответствии с предлагаемым способом фиксируют момент, когда на последнем из ответвлений появилась нулевая нагрузка (в данном . случае на ответвлении А), фикси руют также максимальное значение Ннакс с, соответствующее этому моменту.
1210
Б этот момент с помощью вычислительного устройства 4 выполняют ряд опера1щй. Определяют для каждого ответвления требуемую продолжительность перемещения начала ц конца 0,- каждого незагруженного участка до разгрузочного механизма сборной линии по выражениям:
Hi Тд. -( ),
.)Сравнивают все величины 0н; между собой и выделяют из них9ц д| --1050 с. Сравнивают между собой значения Вк, и 0„ д,(,по каждому ответвлению (см. таблицу). На ответвлении А для первого незагруженного участка ,,д (8М с 1050 с) поэтому такой участок в дальнейшем не рассматривают при определении условий подачи материала Б (в таблице соответствующие материалы показаны в скобках). На всех ответвлениях, где зафиксирован конец незагруженного участка, б к; 9 н waitc (1200 0105Q с для А, и 1280 с 1050 с для А,).
Значения с помощью вычислителного устройства 4 сравнивают между собой без учета значения 840 с, относящегося к пропущенному участку ответвления A-i,, и выделяют из них минимальное OK . 1200 с. Сравни- аают это значение б к со значениями Tpj , а также значение 9„ с Tg. (см. таблицу) .
На обоих ответвлениях материала
к Мкм
TB, (1200 01110 с для ответвления F, и 1200 с 520 с для ответвления Б). На обоих ответвлениях Б |. и Б, для которых соблюдается данное неравенство, переходят к режш-гу транспортирования материала Б, при этом данные из вычислительного устройства 4 автоматически вводят в блок 5 управления, где вы- рабатьш;ают программу автоматического включения-отключения необходимых механизмов.
На ответвлениях материала А, на которых еще не был зафиксирован конец незагруженного участка, cjазу 13 Начальный момент перехода прекращают подачу материала (в данном случае на ответвлениях А., и А4 ), при этом конвейеры этих ответвлений
П
оставляют рхлюченными и собирают с них материал на сборную линию; после освобождения этих конвейеров от материала они могут быть отключены во избежание холостого пробега. На остальных ответвлениях материала А:А, и А, - оставляют включенными конвейеры и подают на них материал.
На ответвлениях материала Б, дл которых соблюдается неравенство
9нц,о1кс этот же момент начала перехода включают конвейеры с подачей на них материала (в данном случае это относится к ответвлению Б,, где указанное неравенство выражается в виде 1050 с i1110 с). Материал Б с этого ответвления поступает на незагруженный участок магистрального конвейера. Отключают подачу материала и конвейеры ответвления Б через промежуток времени
-Т f б1
или 1200 с - 1110 с 90 с (см. таблицу) .
На других ответвлениях материал
Б, где 0н/nCTkc bi включают конвейеры с подачей на них .материала через интервал от момента начала перехода
Hwotkc si
В данном случае на ответвлении Б указанное неравенство вьфажается в виде 1050 с 520 с (см. таблицу), и конвейеры включают с подачей на них материала через интервал от момента перехода 1050 с - 520 с (см. таблицу). Отключают подачу материала Б и конвейеры этого ответвления через промежуток времени
KLwHH ®ч акс ,
или 1200 с - 1050 с 150 с (см. таблицу) .
Через интервал от момента начала перехода
12
I е,
.УСЙКС
переключают с помощью блока 5 управления разгрузочньй механизм на приемное устройство материала Б
и оставляют его в таком положении
м f на протягении времени Z Z , или
переключг1ют через интервал 1050 с и обратно переключают в исходное
положение еще через 1200 с - 1050 с 150 с (см. таблицу)о
Используя изложенные принципы устанавливают моменты включения конвейеров и подачи на них материала А
для тех ответвлений, которые были отключены ранее (Л и А), через интервалы от момента начала перехода:
( -Т
- мим Д4 °
Книц 2
TaKiiM образом5 конвейерная система возвращается в нормальный режг транспортирования материала А,
На основании таких же рассуждениЙ5 какие бьши приведены выше при анализе диаграмм загрузки устройства, можно проследить5 что в результате предложенной совокупности операций материал Б на магистральном конвейере заполнит часток, которьй оказался свободным от материала А, перегрузочный механизм сначала отсечет задний фронт материала А от переднего фронта материала Б, а затем задний фронт материала Б от переднего фронта материала А, который снова поступает на конвейерную систему и смешение материалов не произойдет. Перебои в поступлении материала А компенсируются подачей материала Б, вследствие чего увеличивается производительность транспорта, исключается холостой пробег магистральных конвейеров на участке KjH, создаются лучшие условия
для вьздачи материала Б, накопившегося на проходческих участках.
Экономический эффект от применения данного способа заключается увеличением пропускной способности
конвейерной линии5 что обеспечит рост нагрузки на шахту.
о ст
о
1Л
I
о о
см
I
о о
(N
200
,-м rJ
,-tn 1Л
лл л.
оо о
1/1от
о
оо о
1Л00 1Л
о
т
о
1Л
о
s
I Ш
ю S с; X а
I
ЕГ I О « л М
. « о. Z
1
Ь X
, V V rf/V
а,
Ж,
dif 1
/. .
Фи.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления системой конвейеров при селективном транспортировании сыпучих материалов различного вида | 1983 |
|
SU1115979A1 |
| Способ управления разветвленной конвейерной линией | 1985 |
|
SU1423474A1 |
| Способ управления разветвленной конвейерной системой с бункерами | 1980 |
|
SU950628A1 |
| Устройство для уборки просыпи из подконвейерного пространства | 1978 |
|
SU753732A1 |
| Конвейерная система для встречного транспортирования грузов | 1981 |
|
SU990604A1 |
| КРУТОНАКЛОННЫЙ КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 1999 |
|
RU2163561C2 |
| Трубчатый ленточный конвейер с перегородками | 2023 |
|
RU2809420C1 |
| СПОСОБ ОТКРЫТОЙ РАЗРАБОТКИ МЕСТОРОЖДЕНИЙ ПОЛЕЗНЫХ ИСКОПАЕМЫХ | 2009 |
|
RU2394158C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СИСТЕМОЙ РУДНИЧНЫХ КОНВЕЙЕРОВ | 2014 |
|
RU2566324C1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1991 |
|
RU2019473C1 |
,,, I
tMfioMC -tnttff-
f;r,
7, -1 innate -in, } ffm
Hrtaxc - txiffni/M 9 KftuK в КI
1 JHnafic -tx}
iH 4-ix tK;-tMj
Ui
Нз
tHnaxc -t/t}
///v i Няакс - It Из)
teL ТКг ff
nirmfmr
TK, - moc
Hi ШШППШШШШ
,;
iHj -O Тк„ tOSOc
Составитель И. Назаркина Редактор Л Веселовская Техред А.Кикемезей Корректор М.Пожо
Заказ 8476/19Тираж 870. Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Филиал ПИП Патент, г. Ужгород, ул. Проектная, 4
- li чпакс - tH-i)naMc fffngxc Sue
Те, ttWc
b
Tut
| СПОСОБ ГРОХОЧЕНИЯ | 1991 |
|
RU2028836C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Лурье З.С, Бункерные устройства углеобогатительных и брикетных фабрик | |||
| М.: Недра, 1972, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Системы подземного транспорта на угольных шахтах | |||
| М | |||
| : Недра, 1975, с | |||
| Одновальный, снабженный дробителем, торфяной пресс | 1919 |
|
SU261A1 |
