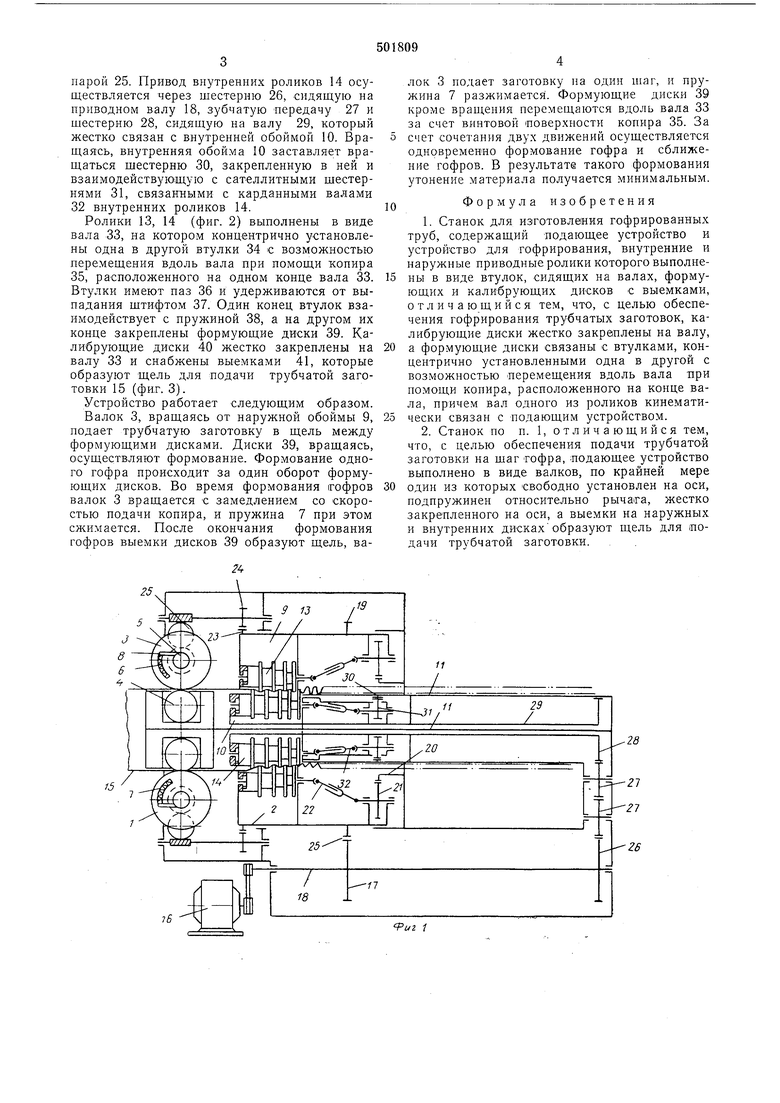
парой 25. Привод внутренних роликов 14 осуществляется через шестерню 26, сидящую на приводном валу 18, зубчатую передачу 27 и шестерню 28, сидяшую на валу 29, который жестко связан с внутренней обоймой 10. Врашаясь, внутренняя обойма 10 заставляет вращаться щестерню 30, закрепленную в ней н взаимодействующую с сателлитными шестернями 31, связанными с карданными валами 32 внутренних роликов 14.
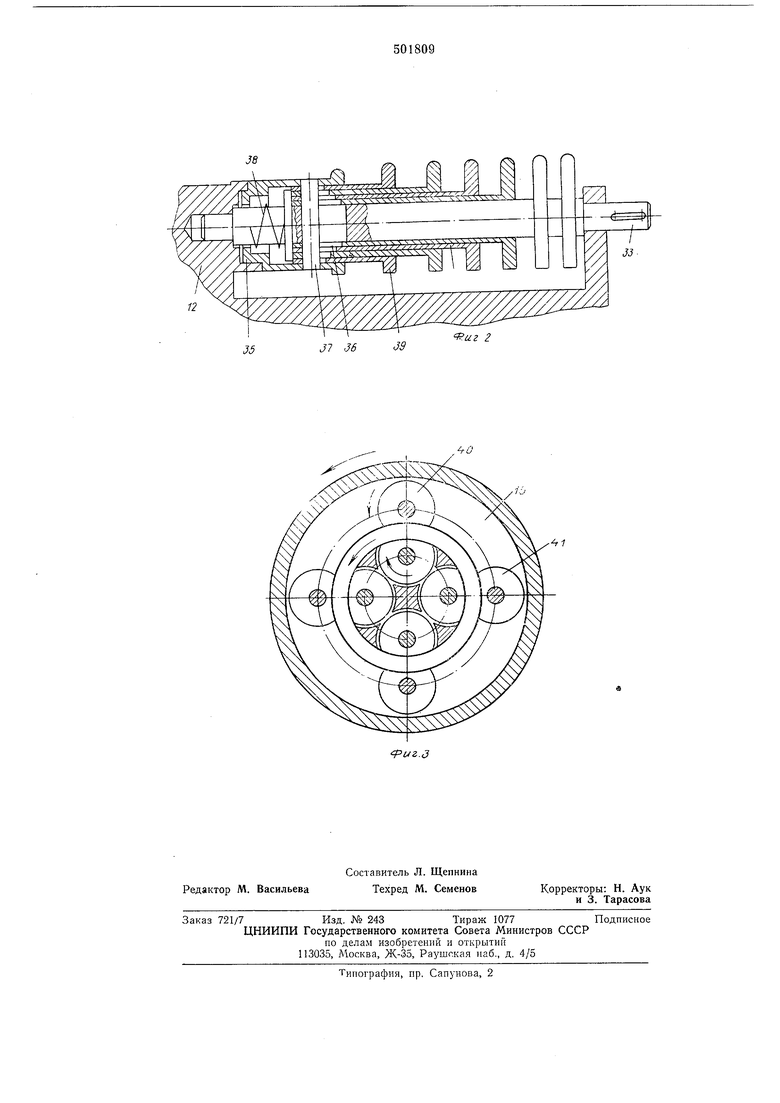
Ролики 13, 14 (фиг. 2) выполнены в виде вала 33, на котором концентрично установлены одна в другой втулки 34 с возможностью перемещения вдоль вала при помощи копира 35, расположенного на одном конце вала 33. Втулки имеют паз 36 и удерживаются от выпадания штифтом 37. Один конец втулок взаимодействует с пружиной 38, а на другом их конце закреплены формующие диски 39. Калибрующие диски 40 жестко закреплены на валу 33 и снабжены выемками 41, которые образуют щель для подачи трубчатой заготовки 15 (фиг. 3).
Устройство работает следующим образом.
Валок 3, вращаясь от наружной обоймы 9, подает трубчатую заготовку в щель между формующими дисками. Диски 39, вращаясь, осуществляют формование. Формование одного гофра происходит за один оборот формующих дисков. Во время формования гофров валок 3 вращается -с замедлением со скоростью подачи копира, и пружина 7 при этом сжимается. После окончания формования гофров выемки дисков 39 образуют щель, валок 3 подает заготовку на один шаг, и пружина 7 разжимается. Формующие диски 39 кроме вращения перемещаются вдоль вала 33 за счет винтовой поверхности копира 35. За счет сочетания двух движений осуществляется одновременно формование гофра и сближение гофров. В результате такого формования утонение материала получается минимальным.
Формула изобретения
1.Станок для изготовления гофрированных труб, содержащий подающее устройство и устройство для гофрирования, внутренние и наружные приводные ролики которого выполнены в виде втулок, сидящих на валах, формующих и калибрующих дисков с выемками, отличающийся тем, что, с целью обеспечения гофрирования трубчатых заготовок, калибрующие диски жестко закреплены на валу, а формующие диски связаны с втулками, концентрично установленными одна в другой с возможностью Перемещения вдоль вала при помощи копира, расположенного на конце вала, причем вал одного из роликов кинематически связан с подающим устройством.
2.Станок по п. 1, отличающийся тем, что, с целью обеспечения подачи трубчатОй заготовки на шаг тофра, подающее устройство выполнено в виде валков, по крайней мере один из которых свободно установлен на оси, подпружинен относительно рычага, жестко закрепленного на оси, а выемки на наружных и внутренних дискахобразуют щель для подачи трубчатой заготовки. J7 J6J9 Киг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления труб с кольцевыми гофрами | 1980 |
|
SU882682A1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| Устройство для накатки кольцевых канавок на трубчатых заготовках | 1983 |
|
SU1133000A1 |
| Профилегибочный агрегат | 1985 |
|
SU1282933A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Устройство для изготовления труб с кольцевыми гофрами | 1984 |
|
SU1232331A1 |
| Устройство для изготовления гофрированных обечаек | 1981 |
|
SU1055560A1 |
| Копировальный станок | 1936 |
|
SU49159A1 |
| Устройство для формования трубопроводов с винтовыми гофрами | 1983 |
|
SU1147473A1 |
| Станок для изготовления гофрированных колен | 1961 |
|
SU145198A1 |