Изобретение относится к обработке металлов давлением, а именно к способам изготовления концевого режущего инструмента.
Известен способ изготовления концевого режущего инструмента, включающий сваривание заготовки из двух частей, составляющих хвостовую и рабочую части инструмента, и последующую их Обработку одним из известных способов
Недостатком атого способа является сложность использования его для изготовления инструмента из быстрорежущей ста.пи.
Известен также способ изготовления концевого режущего инструмента, состоящего из рабочей и хвостовой частей, котйрый включает подачу заготовки в контейнер и последукяцее ее прессование с противодавлением 2.
Недостатками этого способа являются невозможность использования в качестве заготовки металлолома вышедшего из строя инструмента, а также невысокая стойкость его из-за низкой устойчивости плотности дислокаций прессованной быстрорежущей
СТсШИ.
Цель изобретения - снижение себестоимости инструмента и повышение его стойкости.
Поставленная цель достигается тем, что в способе изготовления концевого режущего инструмента, состоящего из рабочей и хвостовой частей, путем подачи заготовки в контейнер и последующего прессования ее с противо10давлением, подачу заготовки осуществляют по частям в виде расплавов металлов, при этом вначале подают расплав металла рабочей части инструмента, а затем расплав металла хво15стовой части инструмента.
При этом расплав металла рабочей части инструмента прессуют в твердожидком состоянии, а расплав металла хвостовой части инструмента - в
20 жидко-твердом состоянии.
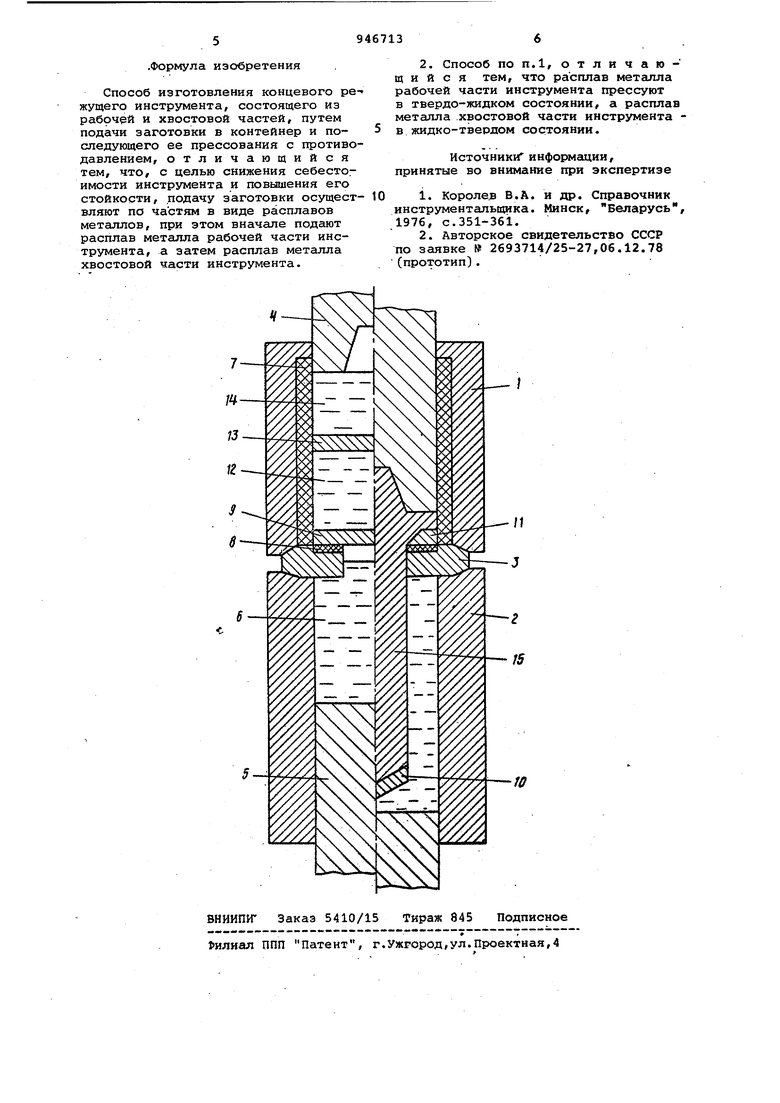
На чертеже показано устройство для осуществления способа, вертиксшьный разрез.
Устройство состоит из камеры 1
25 прессования, камеры 2 противодавления, матрицы 3, пресс-штемпеля 4, средств противодавления в виде пуансона 5 и жидкости 6. Стенки камеры 1 облицованы теплоизоляционным материалом 7. На верхний торец матрицы 3
30 установлена теплоизоляционная прокладка 8, на которую положена тарированная шайба 9. В правой части чертежа показаны срезанная часть 10 и остаток 11 шайбы 9, а в левой части в камере 1 -расплавленная быстро режущая сталь 12, из которой и готав ливается рабочая часть инструмента, разделяющая шайба 13, легированная сталь 14, из которой изготавливается хвостовик инструмента, кроме того, в правой части чертежа показан завер шающий момент процесса и готовый коН цевой режущий инструмент 15. Камера 1 прессования может быть снабжена электрообогревом, установленным в нее перед заливкой металлов, или нагреваться с помощью газовой горелки (не показаны). Снаружи камер 1 и 2 могут быть установлены коллекторы во дяного или иного охлаждения (не показаны) . .В качестве теплоизоляционного материала 7 может быть использо ван нитрид бора или иной материал с низким коэффициентом трения, а в качестве прокладки 8 - асбест. Примером осуществления предлагавмого способа может быть изготовление сверла, рабочая часть которого изготавливается из быстрорежущей стгши , а хвостовая часть - из стали 4ОХ (шайба 13 в этом случае выполнена также из стали 40х). Способ осуществляют следующим образом, В устройство помещают татирован- ную шайбу 9 и полость кгхмеры 1 подогревают до 300-400 С. При этом жидкость 6 не должна доходить до шайбы 9. Затем в полость камеры заливают порцию расплавленной быстрорежуще стали 12,, имеющей температуру заливки, превышающую температуру ликвидуса на 50-100 С. На зеркгшо расплавленной стали помещают шайбу 13 и заливают порцию легированной стали 14 при температуре, также превышающей температуру ликвидуса на 50-10оРс. В ряде случаев шайба 13 может не устанавливаться, при этом после заливки быстрорежущей стали последняя должна быть охлаждена до образования на ее поверхности твердой корки и только после этого залита порция легированной стали. На зеркало легированной стали опускают пресс-штемпеЛь 4 и поднимают пуансон 5, поднимая уровень .жидкости б до нижнего торца шайбы 9. При нахождении металла 14 в жидко твердом состоянии (когда количество жидкой фазы составляет более 50%) проводят опускание пресс-штемпеля 4 и оформление хвостовой части. При на растании давления на пресс-штемпель ,4 увеличивают давление и на пуансон 5. Таким образом давление увеличи:вают до величины,предела текучести корки металла 12, После оформпения хвостовой части инструмента 15 и образования у стенок 7 корки необходимой толщины (2-3 мм) увеличивают давление на- пресс-штемпеле 4 до величины, достаточной для продавливания стали 12 через отверстие матрицы 3, В условиях постоянного противодавления пуансона 5 срезают шайбу 9 (отделяют часть 10 от части 11) . Заготовку в твердо-жидком состоянии (жидкой фазы менее 50%) продавливают через матрицу 3. При этом интенсивно отводится тепло от рабочей части инструмента 15 к жидкости б, за счет чего происходит окончательная кристаллизация металла под давлением и закаливание рабочей части инструмента. После получения инструмента 15 его выпрессовывают из матрицы 3 (поднргмают пресс-штемпель 4 и пуансон 5) и извлекают из полости устройства. Полученный инструмент подвергают отпуску и абразивной обработке удаляют часть 10 шайбы 9 и затачивают . Подача в пресс-форм сначала быстрорежущей, а затем легированной стали (а не наоборот) упрощает устройство и удешевляет процесс получения инструмента. Оформление хвостовой части из металла в жидко-твердом состоянии-позволяет использовать ,небольшое давление (6-8 кгс/мм) и получить при этом качественную хвостовую часть инструмента. Оформление хвостовой части инструмента практически сразу после заливки металла ускоряет производственный цикл изготовления инструмента, за счет чего снижает его стоимость. Оформление рабочей части из металла в твердо-жидком состоянии, находящегося внутрктвердой корки, позволяет сохранять геометрическую форг-т рабочей части, Нахождение металла в твердом состоянии при температуре солидус (без дальнейшего охлаждения) приводит к наибольшей устойчивости плотности дислокаций. Плотность дислокаций, полученная при горячей пластической деформации металла, более высокая, чем полученная при холодной пластической деформации, и чем выше температура деформирования металла, тем выше устойчивость дислокации. Таким образом, предлагаемый способ позволяет снизить стоимость инструмента путем использования в качестве исходного материала металлолома и повысить стойкость инструмента путем увеличения жаропрочности металла за счет увеличения устойчивости плотно сти дислокаций.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления концевого режущего инструмента | 1978 |
|
SU887076A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЖИДКОЙ ШТАМПОВКИ И ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2233728C1 |
| Способ высокотемпературной термомеханической обработки быстрорежущих сталей | 1987 |
|
SU1532596A1 |
| Карбидосталь и способ ее получения | 1988 |
|
SU1647039A1 |
| Состав массы для изготовленияСМАзОчНыХ шАйб | 1979 |
|
SU814507A1 |
| Способ изготовления биметаллического режущего инструмента | 1981 |
|
SU1026965A1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353468C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2010 |
|
RU2443485C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Состав массы для изготовления смазочных шайб | 1981 |
|
SU986536A1 |
