Изобретение относится к обработке металлов, в частности, к сверлильным автоматам, и может найти применение при автоматизации обработки отверстий в деталях,
Цель изобретения - повышение производительности за счет совмещения вспомогательного времени на отвод питателя со временем работы сверлильной головки.
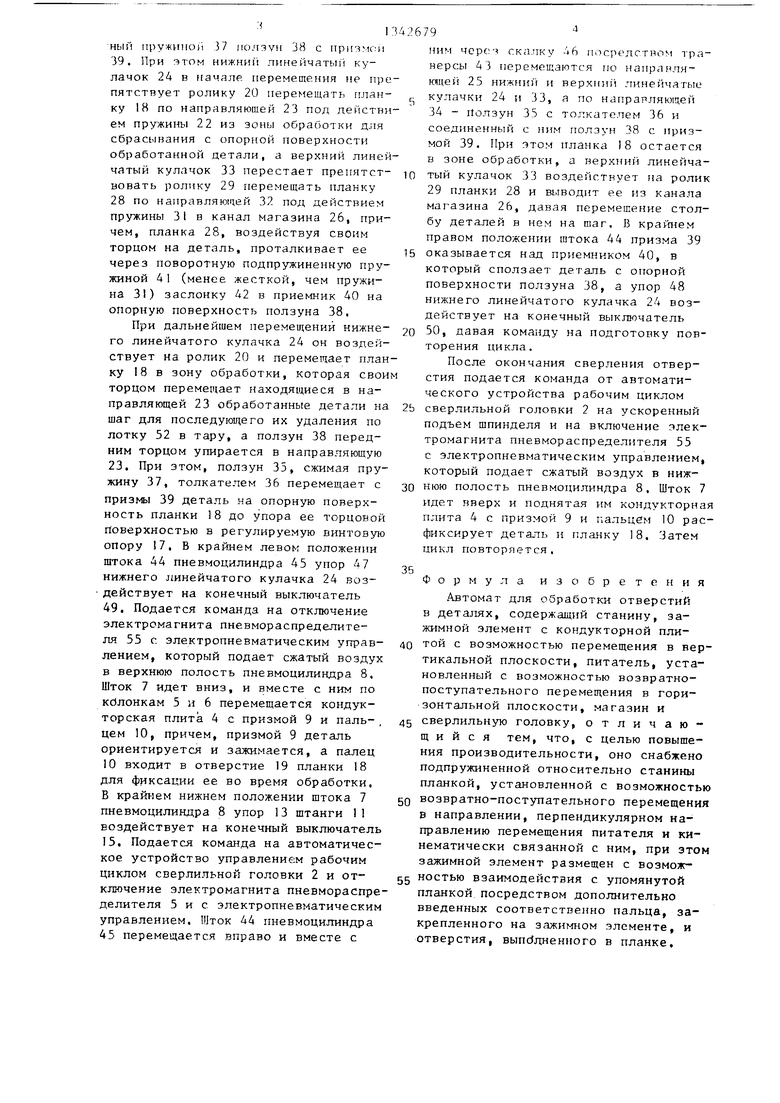
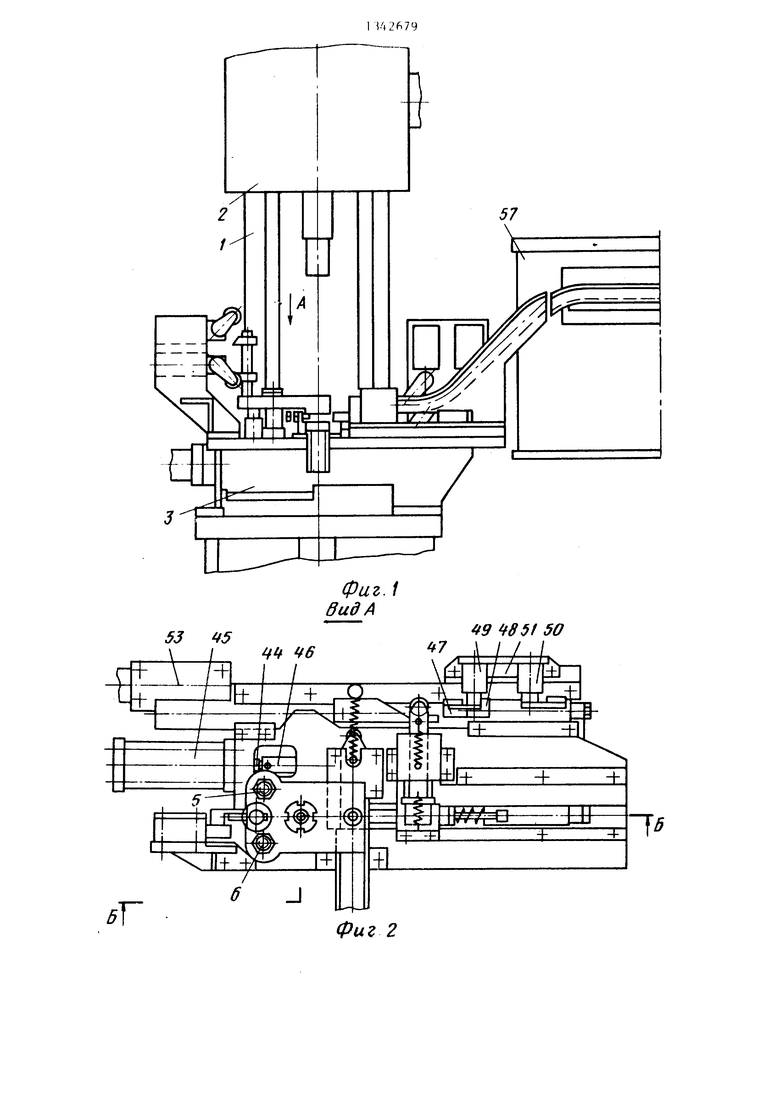
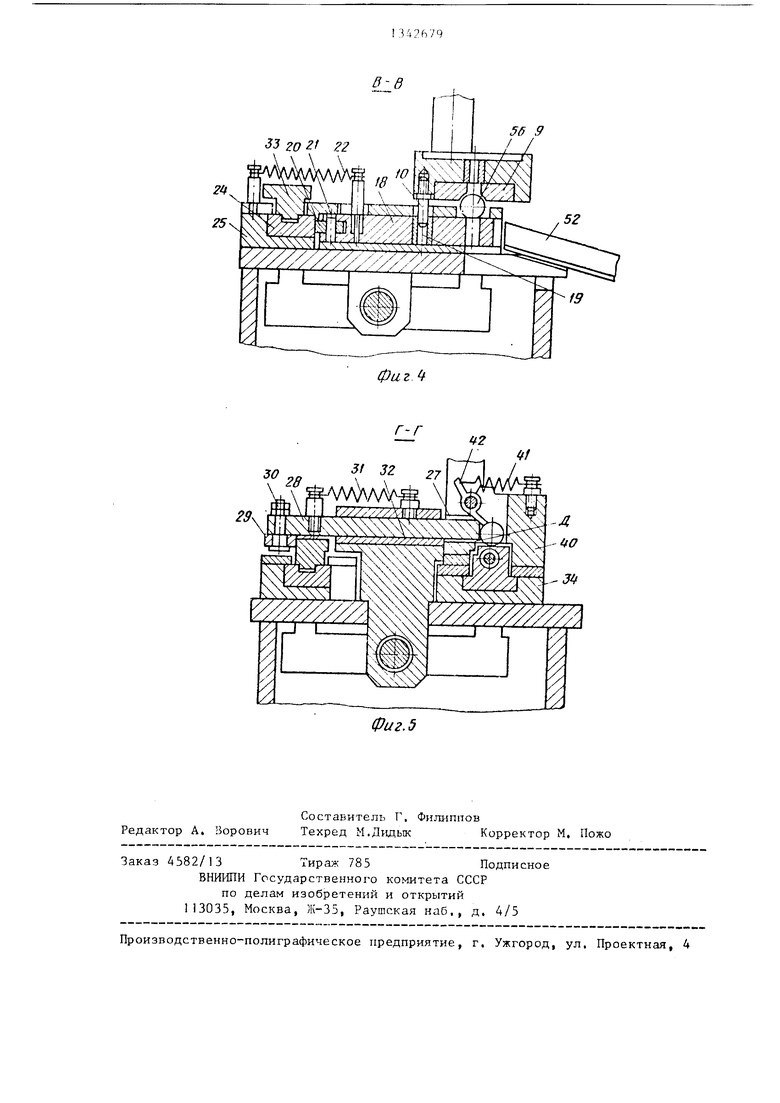
На фиг, 1 изображен автомат для обработки отверстия, общий вид; на фиг. 2 - вид А на фиг, I; на фиг, 3 разрез Б-Б на фиг, 2; на фиг, 4 - разрез В-В на фиг, 3; на фиг, 5 - разрез Г-Г на фиг, 3,
Автомат содержит станину 1, сверлильную головку 2 с устройством для автоматизации привода рабочей пода- чи пшинделя (не показан),
На верхней части корпуса 3 устанолен зажимной элемент с кондукторной плитой 4, включающий направляющие колонки 5 и 6 для перемещения кондукторной плиты 4, закрепленной за UITOK 7 пневмоцилиндра 8, встроенного в корпус 3,
На нижней стороне кондукторной плиты 4 закреплены призма 9 и палец 10, а на верхней стороне закреплена штанга 11 с упорами 12 и 13, контактирующими с конечными выключателями 14 и 15, закрепленными на кронштейне 6, Под кондукторной плитой 4 расположена установочная система, в которую входит регистрируемая винтовая опора 17 для базирования детали на торцовой поверхности и подводная опора для удержания детали во время обработки и удаления ее из зоны обработки. Подводная опора выполнена в виде плакки 18 с отверстием 19, снабженной роликом 20 установленным на оси 21, и подпружиненной пружиной 22,
Планка 18 размещена в прямоугольной направляющей 23 с нижним линейным кулачком 24 управляющего механизма, размещенного в прямоугольной направляющей 25, Со стороны подводной оПоры к магазину 26, имеющему
отверстие 27, примыкает механизм поштучной выдачи, выполненный в виде планки 28 с роликом 29, установленным на оси 30, и подпружиненный пружиной 3 1 ,
Планка 28 с роликом 29 размещена в прямоугольно) направляющей 32 и
посредством пружины 31 контактирует с верхним линейчатым кулачком 33, закрепленным на тгинейчатом кулачке
24,
Со стороны выходного окна Д магазин 26 в направляюще 34 установлен питатель, выпо1тенный в виде ползуна 35 с толкателем 36, соединенным
с подпружиненным пружиной 37 ползуном 38 с незажимным захватом, выполненным в виде призмы 39, Над ползуном 38 с призмой 39 установлен приемник 40, примыкающий к выходному окну Д магазнна 26 и дополнительно снабженный подпружиненной пружиной 41 и поворотной заслонкой 42 для перекрытия выходного окна Д,
Ползун 35 с толкателем 36 связан с нижним линейчатым кулачком 24 управляющего механизма при помощи траверсы 43, соединенной со штоком 44 пневмоцилиндра 45, расположенного с задней стороны корпуса 3 посредством
скалки 46,
Для ограничения крайних положений нижнего линейчатого кулачка 24 на нем установлены упоры 47 и .48, контактирующие с конечными выключателями 49 и 50, закрепленными на кронштейне 5 1,
Для сбрасывания детали в тару (не показана) к прямоугольной направляющей 23 примыкает лоток 52, С задней
стороны корпуса 3 на кронштейне 53 закреплены пневмораспределители 54 и 55 с злектропневматнческим управлением для управления пневмоцклиндрами 8 и 45 (деталь-ролик обозначен . поз, 56, а вибробункер - 57),
Автомат также содержит пневморас- пределительную систему (не показана) ,
Автомат работает следующим образом ,
Детали из вибробункера 57 поступают в магазин 26, Подается команда на включение электромагнита (не показано) пневмораспределителя 54 с электропнсвматическим управлением, который подает сжатый воздух в 1фавую полость пневмоцилиндра 45, Шток 44 перемещается влево и вместе с ним через скалку 46 посредством траверсы чЗ т1еремещаются по одной направляющей 25 нижний и верхний линейчатые л улачки 24 и 33, а по другой направляющей 34 - ползун 35 с толкателем 36 и соединенный с ним, подпружинен
ный пружиной 37 ползун 38 с призмои 39. При этом нижни линейчатьп кулачок 24 в начале неремешения не препятствует ролику 20 перемещать планку 18 по нанравляюшей 23 под действием пружины 22 из зоны обработки для сбрасывания с опорной поверхности обработанной детали, а верхний линейчатый кулачок 33 перестает препятствовать ролику 29 перемещать планку 28 по направляющей 32 под действием пружины 31 в канал магазина 26, причем, планка 28, воздействуя своим торцом на деталь, проталкивает ее через поворотную подпружиненную пружиной 41 (менее жесткой, чем пружина 31) заслонку 42 в приемник 40 на опорную поверхность ползуна 38,
При дальнейшем перемещений нижнего линейчатого кулачка 24 он воздействует на ролик 20 и перемещает планку 18 в зону обработки, которая свои торцом перемещает находящиеся в направляющей 23 обработанные детали на шаг для последующего их удаления по лотку 52 в тару, а ползун 38 передним торцом упирается в направляющую 23. При этом, ползун 35, сжимая пружину 37, толкателем 36 перемещает с призмы 39 деталь на опорную поверхность планки 18 до упора ее торцовой йоверхностью в регулируемую винтовую опору 17, В крайнем левом положении штока 44 пневмоцилиндра 45 упор 47 нижнего линейчатого кулачка 24 воздействует на конечный выключатель 49. Подается команда на отключение электромагнита пневмораспределите- ля 55 с электропневматическим управлением, который подает сжатый воздух в верхнюю полость пневмоцилирадра 8, Шток 7 идет вниз, и вместе с ним по кблонкам 5 и 6 перемещается кондукторская плита 4 с призмой 9 и паль- , цем 10, причем, призмой 9 деталь ориентируется и зажимается, а палец 10 входит в отверстие 19 планки 18 для фиксации ее во время обработки. В крайнем нижнем положении штока 7 пневмоцилирщра 8 упор 13 штанги 11 воздействует на конечный выключатель 15, Подается команда на автоматическое устройство управлением рабочим циклом сверлильной головки 2 и отключение электромагнита пневмораспре делителя 5 и с электропневматическим управлением. Шток 44 пневмоцилиндра 45 перемещается вправо и вместе с
ним чсрс скалку Дб поср дстром траверсы 43 перемещаются по паправля- гацей 25 нижниГг и верхгип линейчатые
кулачки 24 и 33, а по напраяляющей 34 - Цолзун 35 с толкателем 36 и соединенный с ним ползун 38 с призмой 39. При этом планка 18 остается в зоне обработки, а верхний линейчатый кулачок 33 воздействует на ролик 29 планки 28 и выводит ее из канала магазина 26, давая перемещение столбу деталей в нем на шаг. В крайнем правом положении штока 44 призма 39
оказывается над приемником 40, в который сползает деталь с опорной поверхности ползуна 38, а упор 48 нижнего линейчатого кулачка 24 воздействует на конечный выключатель 50, давая команду на подготовку повторения цикла.
После окончания сверления отверстия подается команда от автоматического устройства рабочим циклом сверлильной головки 2 на ускоренный подъем шпинделя и на включение электромагнита пневмораспределителя 55 с электропневматическим управлением, который подает сжатый воздух в нижнюю полость пневмоцилиндра 8. Шток 7 идет вверх и поднятая им кондукторная плита 4 с призмой 9 и пальцем 10 рас- фиксирует деталь и планку 18. Затем цикл повторяется.
Формула изобретения
Автомат для обработки отверстий в деталях, содержащий станину, зажимной элемент с кондукторной плитой с возможностью перемещения в вертикальной плоскости, питатель, установленный с возможностью возвратно- поступательного перемещения в горизонтальной плоскости, магазин и сверлильную головку, отличающийся тем, что, с целью повышения производительности, оно снабжено подпружиненной относительно станины планкой, установленной с возможностью
возвратно-поступательного перемещения в направлении, перпендикулярном направлению перемещения питателя и кинематически связанной с ним, при этом зажимной элемент размещен с воэмож-
ностью взаимодействия с упомянутой планкой посредством дополнительно введенных соответственно пальца, закрепленного на зажимном элементе, и отверстия, выполненного в планке.
Фиг. 1 вид А
фиг 2
9 48 51 50
7 L
33202( 22
Zff
56 9
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Загрузочно-разгрузочное устройство к горизонтальному поворотному столу | 1984 |
|
SU1180226A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| АВТОМАТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В КОЛЬЦЕВЫХ ДЕТАЛЯХ | 1970 |
|
SU282015A1 |
| УСТАНОВКА ДЛЯ ОТДЕЛЕНИЯ АРМАТУРЫ ОТ РЕЗИНОМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2037417C1 |
| Поворотно-делительный стол | 1984 |
|
SU1227422A2 |
| Многопозиционный сверлильный автомат | 1977 |
|
SU663499A1 |
| Шпиндельный узел сверлильного станка | 1983 |
|
SU1129035A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Поворотно-делительное устройство | 1985 |
|
SU1284787A1 |
Изобретение относится к обработке металлов, в частности i; сверлильным автоматам, и может нанги применение при ав1 оматизации обработки отверстий в деталях. Целью изобретения является повышение производительности зя счет сормещения вспомогательного времени на отвод питателя с временем работы сверлильной головки. Обрабатываемая деталь из магазина 26 с помощью механизма поштучной выдачи подается на призм 39 питателя 35. С помощью пневмоцилиндра через траверсу 43 перемещается питатель с деталью в зону обработки. Одновременно с помощью линейчатого кулачка перемещается опорная планка, освобождая обработанную деталь из кондукторной плиты 4. При дальнейшем движении ппевмопил1 ндра планка обратным движением сбрасывает обработанную де- талт) и тару, а деталь с призь ы 39 подастся толкателем 36 тта планку. С помощью ппепмопилиндра 8 детал - ;.- :и1мается кондукторной плитой 4. Производится обработка детали и опвод гп-п ателя 35 в крайнее правое положение. 5 ил. ю (Л - оо 4 to 05 х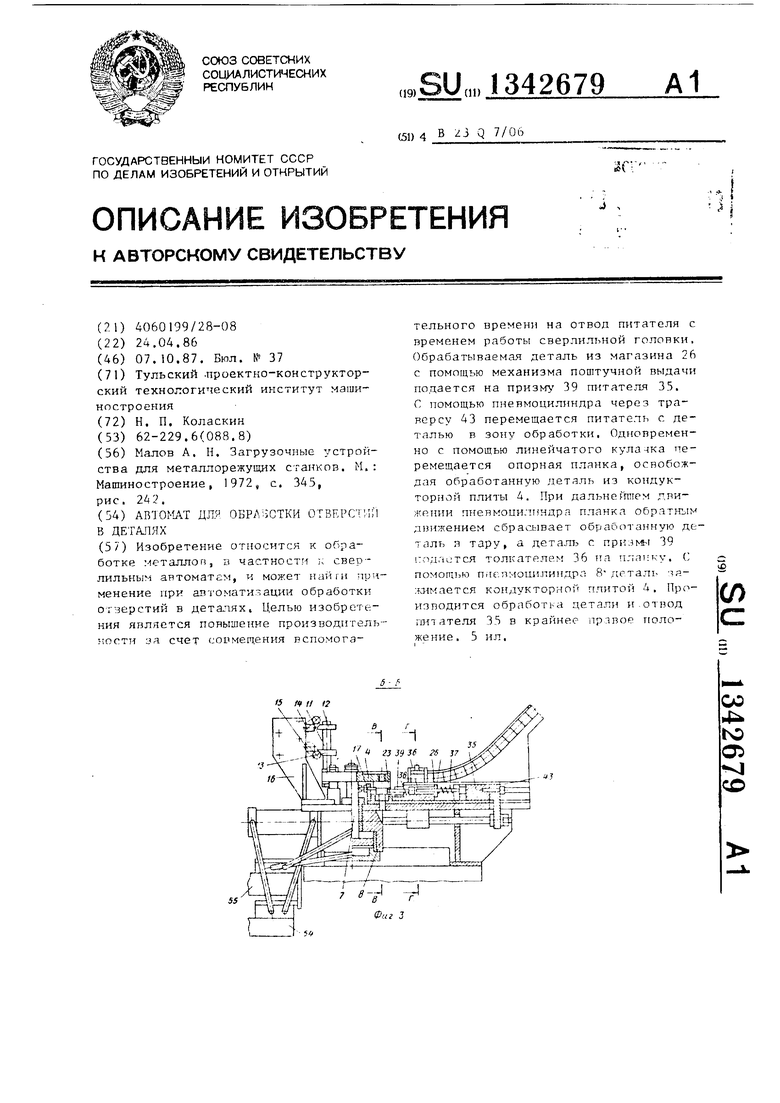
30
29
Г-Г
Фиг. 5
| Налов А | |||
| Н | |||
| Загрузочные устройства для металлорежущих станков | |||
| М.: Машиностроение, 1972, с | |||
| Способ изготовления струн | 1924 |
|
SU345A1 |
| Металлические подъемные леса | 1921 |
|
SU242A1 |
